



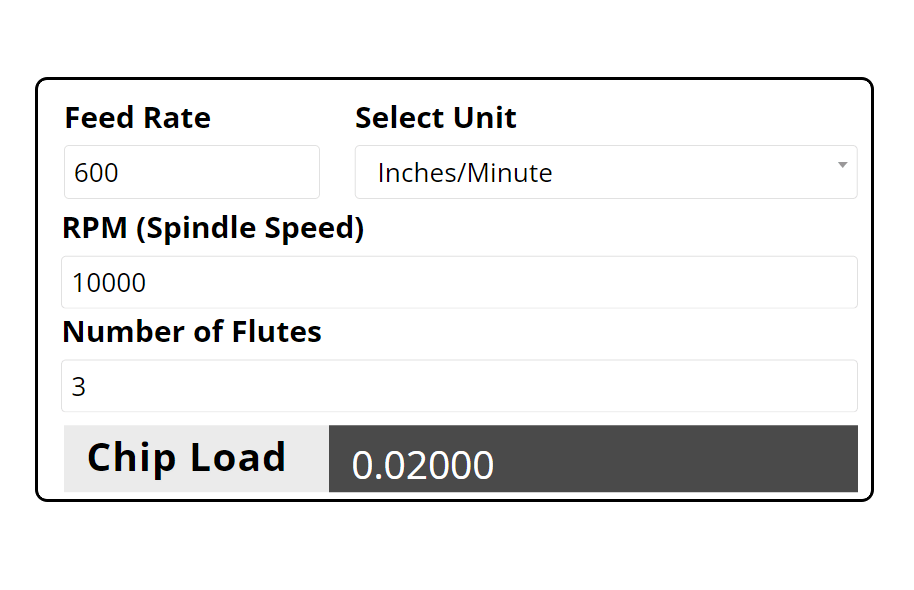
Please input the values for feed rate, spindle speed, and the number of flutes according to your machining setup to get the corresponding chip load.
You can evaluate your calculated chip load with the optimal chip load value provided by your tool manufacturer or use the table below.
| Material | 1/8″ tool | 1/4″ tool | 3/8″ tool | 1/2″ tool |
|---|---|---|---|---|
| Hardwood | .003”–.005” | .009”–.011” | .015”–.018” | .019”–.021” |
| Softwood/ Plywood | .004”–.006” | .011”–.013” | .017”–.020” | .021”–.023” |
| MDF/Particle board | .004”–.007” | .013”–.016” | .020”–.023” | .025”–.027” |
| Hard plastic | .002”–.004” | .006”–.009” | .008”–.010” | .010”–.012” |
| Soft plastic | .003”–.006” | .007”–.010” | .010”–.012” | .012”–.016” |
| Acrylic | .003”–.005” | .008”–.010” | .010”–.012” | .012”–.015” |
| High-pressure laminate | .003”–.005” | .009”–.012” | .015”–.018” | .023”–.025” |
| Aluminum | .003”–.004” | .005”–.007” | .006”–.008” | .008”–.010” |
Optimal chip load for some of the popular materials and tool diameters
It must be noted that these optimal values are only applicable when the depth of cut is equal to the diameter of the tool.
If the depth of cut is increased to around twice or thrice the tool diameter, the values in the table should be decreased by about 25% and 50%, respectively.