



While CNC machining lets you machine metals with good precision and repeatability, the challenges in machining vary considerably depending on the metal.
The toughness, texture, ferrous nature, grain content, density, etc., greatly influence the ability of a CNC mill to work on a metal workpiece.
Depending on the metal, you’ll have to use dedicated cutting tools, suitable coolant flow, specific speeds, and feeds.
In addition, depending on the application, the machined part may require post-processing.
This article discusses the best metals that you can mill with CNC machines and the optimal machining parameters for these metals.
MellowPine is reader-supported. When you buy through links on my site, I may earn an affiliate commission at no extra cost to you.
Best Metals for CNC Milling
The following are some of the best and most common metals that can be milled on a CNC machine.
| Metals | Machinability | Corrosion resistance | Specific strength | Cost |
|---|---|---|---|---|
| Aluminum | High | Moderate | Moderate | Low |
| Brass | High | Low | Low | Low |
| Bronze | Moderate | High | Moderate | High |
| Titanium | Low | Low | High | Very High |
| Stainless steel | Moderate | High | Moderate | Moderate |
| Copper | High | Moderate | Moderate | High |
A comparison chart of some of the best metals suitable for CNC milling
I’ll consider their properties, machining requirements, and applications to help you choose the best metal for your CNC machining projects.
Aluminum
Aluminum is the first metal most machinists get their hands into in CNC milling. Comparatively, aluminum is abundantly available and is quite economical.
It is the most widely used non-ferrous/non-magnetic metal and is also the most used metal after iron and steel.
Due to its ease of machinability, it is used by many industries and can even be processed with aluminum-compatible desktop CNC mills, which are most suited for hobbyists.
Pure aluminum is soft and highly reactive when exposed to oxygen, forming a layer of oxide over its surface.
To make aluminum suitable for commercial applications, elements like silicon, copper, magnesium, iron, etc., are added to pure aluminum.
Generally, engineered aluminum alloys have 90% – 99% aluminum content with improved machinability.
Aluminum Alloys used for CNC Milling
There are several alloys of aluminum that are preferred for CNC milling.
Aluminum 6061
Aluminum 6061 is a general-purpose aluminum alloy used in machining due to its wide availability, low cost, and corrosion resistance.
It is used for making bicycle frames, aircraft components, and many more. 6061 is generally easy to cut and work with.
Aluminum 7075
Aluminum 7075 is a higher grade of aluminum that can take more stress than aluminum 6061. It is mainly used in the automotive and space industries.
Magnesium AZ31
Magnesium AZ31 is up to 35% lighter than other aluminum alloys, maintaining the same strength-to-weight ratio (specific strength).
It has one major shortcoming, i.e., AZ31 is flammable under certain conditions. Therefore, it’s better to mill AZ31 with the assistance of some chemically neutral liquid coolant.
Also, AZ31 has poor corrosion resistance. However, you can easily anodize it for corrosion resistance.
Comparatively, Magnesium AZ31 is costly and used to make laptop chassis, camera bodies, and power tool housings.
End Mill Configuration for Milling Aluminum

| Tool Properties | For milling aluminum |
|---|---|
| Cutter | Carbide |
| Optimum Flute Count | 2 or 3 |
| Helix Angle | 35°, 40°, or 45° |
| Coating | Titanium aluminum nitride (AlTiN or TiAlN), Zirconium Nitride (ZrN), or Titanium Diboride (TiB2) |
Recommended endmill configuration to work on aluminum
An end mill having a carbide cutter with two or three flutes is the best choice for milling on aluminum.
Since aluminum is a soft metal, the chips produced during machining can sometimes stick to the cutter, causing it to fill the cut pocket, which gradually reduces the efficiency of the cut.
You can overcome the stickiness by using bits having coatings of Titanium aluminum nitride (AlTiN or TiAlN), Zirconium Nitride (ZrN), or Titanium Diboride (TiB2), which provide increased lubricity to the cutting bit.
Following are some end mill recommendations for milling aluminum on a CNC mill:

Two flutes.
Zirconium Nitride (ZrN) coatings effectively reduce built-up edges when machining and increase tool life

Three flutes.
Available in different sizes.
Coolant and Lubrication for Milling Aluminum
Hobbyists can get away with milling aluminum using a compressed air coolant that sprays tiny droplets of coolant material.
The flood cooling technique is the best option for large-scale friction-intense applications as it effectively removes the trapped chips from the cut pocket.
If the chips are not removed regularly, they can clog up the flutes of the end mill causing all sorts of problems (heat buildup, bit breaking, irregular cuts, etc).
Feeds and Speeds for Milling Aluminum
The general rule is to cut softer materials faster on a CNC mill than harder materials.
Since aluminum is a soft metal, it can be processed in a CNC mill at a faster speed.
A 1/8″ carbide endmill with two flutes attached to a spindle rotating at a speed of 30,000 RPM can cut an aluminum block at 18 ipm with a depth of cut (DoC) of 0.01″.
Using a 1/4″ carbide endmill rotating at a speed of 16,000 RPM, you can cut aluminum at 32 ipm with a DoC of 0.01″.
Remember, when cutting with large-sized tools, you need to cut at a lower RPM. A spindle speed range of 15,000 – 25,000 RPM is a good choice for cutting aluminum.
Post-Processing of Brass
Once aluminum is processed in a CNC mill, it may need further post-processing, like anodizing, coating, heat treating, sandblasting, etc., depending on your project requirements.
Applications of CNC milled Aluminum
Due to aluminum’s high strength-to-weight ratio (~2800 psi), corrosion resistance, and low cost, it is used in aerospace, consumer goods, healthcare, and automotive industries.
Brass
Brass is popular for its medium hardness, high tensile strength, and corrosion resistance toward saltwater. C360 and C260 are the two popular brass alloys.
The cost of brass is slightly higher than aluminum and steel, but it has high scrap returns, which compensate for the high initial cost.
End Mill Configuration for CNC Milling Brass
| Tool Properties | For milling brass |
|---|---|
| Cutter | Solid Carbide |
| Optimum Flute Count | 2 or 3 |
| Helix Angle | 30° |
| Point Angle | 90° |
| Coating | Titanium Nitride (TiN) |
Recommended endmill configuration to work on brass
For milling on brass, a flat or ball end mill with a solid carbide cutter having two or three flutes at a helix angle of 30° is the best bet.
With a point angle of 90°, it can easily plunge into brass, and added coatings like Titanium Nitride (TiN) are suitable for longer high-speed production runs.
Feeds and Speeds
For a milling diameter of 0.375″, the recommended spindle speed for brass is 20,000 RPM. In this setting, a two-flute bit can mill at a speed of ~61 ipm, and a three-fluted bit can do it at ~92 ipm.
| End mill size (inches) | Spindle speed (RPM) | Max pass depth (inches) | Feed rate (ipm) | Plunge rate (ipm) |
|---|---|---|---|---|
| 1/8″ | 12,000 | 0.003″ | 7.874 | 0.656 |
| 1/16″ | 12,000 | 0.003″ | 7.874 | 0.656 |
| 1/32″ | 12,000 | 0.003″ | 7.874 | 0.656 |
| 1/64″ | 12,000 | 0.001″ | 1.575 | 0.157 |
| 1/100″ | 12,000 | 0.001″ | 1.575 | 0.157 |
Feeds and Speeds chart of milling brass with tools of different sizes
Coolant and Lubricator
Brass is very easy to machine and does not require any coolant while cutting. You can even work on it without lubricant for light cuts.
Compared to raw milling, milling brass with oil emulsion is quieter and gives a good surface finish.
Post-Processing of Brass
CNC milled brass generally has a clean look, though it can be further polished (honing, buffing, etc.) to erase the bit track.
Once it’s polished nicely, it has an appearance similar to gold.
Applications of CNC Milled Brass
Brass has unique properties like corrosion resistance, high electrical conductivity, and non-magnetic nature.
Due to this, it is used for making pipe fittings, electrical circuitry, clockwork pieces, home decor hardware, aesthetic showpieces, musical instruments, ammunition casings, and many more.
Additionally, brass does not produce any sparks when struck with other metals, and thus it is used for making tools used in potentially explosive environments like mines.
Bronze

Bronze has good corrosion resistance due to the richness of zinc, tin, and iron content.
Some alloys of bronze which can be processed in a CNC mill are Tin Phosphor Bronze (CDA 510), Bearing Bronze (C932), Leaded Phosphor Bronze (CDA 544), and Aluminum Bronze (CDA 614, 624, 630, 642, 954).
End Mill Configuration for CNC Milling Bronze
| Tool Properties | For milling bronze |
|---|---|
| Cutter | Solid Carbide |
| Optimum Flute Count | 2 or 3 |
| Helix Angle | 30° |
| Point Angle | 90° |
| Coating | Titanium Nitride (TiN) |
Recommended endmill configuration to work on bronze
An end mill with a solid carbide cutter with two or three flutes at a helix angle of 30° is the best option for milling on bronze.
With a point angle of 90°, it can effortlessly plunge into brass, and the added coatings like TiN are suitable for longer high-speed production.
A ball end mill is a good choice, it provides smooth cut tracks, and in most cases, bronze cut, carved, or engraved with it does not require polishing.
Coolant and Lubricator
You can use paste or aerosol-based fluid gels to lubricate the bronze workpiece surface and cutting tool contact area.
Coolant usage is not essential for low-load milling applications.
For large-scale industrial-level milling of bronze, flood cooling is needed. It lubricates the tool and material contact area and minimizes the heat-caused expansion of bronze.
Feeds and Speeds
For a milling diameter of 0.250″, the recommended spindle speed for brass is 23,000 RPM. In this setting, a two-flute bit can mill at ~45.8 ipm, and a three-fluted bit can do it at ~68.7 ipm.
| Flute Count | Milling Diameter (Inch) | Spindle Speed (RPM) | Feed Rate (ipm) |
|---|---|---|---|
| 2 | 0.375″ | 16,000 | ~46 |
| 3 | 0.375″ | 16,000 | ~69 |
| 4 | 0.5″ | 12,000 | ~92 |
| 6 | 0.5″ | 12,000 | ~138 |
| 8 | 0.5″ | 12,000 | ~184 |
Speed and feed rates achieved on copper with different end mills
Post-Processing Bronze
Though bronze has good corrosion resistance, it forms a thin superficial layer of oxide when exposed to the atmosphere for a long time.
If your application requires eliminating such an oxide layer, CNC milled bronze can be coated with protective chemicals.
Applications of CNC Milled Bronze
Bronze has found application in marine pipes, jewelry, bearings, bushings, sculptures, musical instruments, etc.
Titanium
Titanium is popular for its high strength-to-weight ratio among all the metals that can be milled on a CNC.
It is about 45% lighter than steel but has excellent strength, so you need to use specially designed tools to mill titanium.
Titanium’s unique properties make them very costly. Furthermore, you have to purchase specific tooling, which increases the machining cost.
Popular titanium alloys to work in a CNC mill are grade 1-4 titanium, grade 5 titanium (Ti 6-4, Ti-6AL-4V, or Ti6Al4V), and grade 9 titanium.
Grade 2 titanium has high corrosion resistance, and grade 5 titanium is the most robust among all the available titanium alloys.
End Mill Configuration for CNC Milling Titanium
| Tool Properties | For milling titanium |
|---|---|
| Cutter | Solid Carbide |
| Optimum Flute Count | 2 or 4 |
| Helix Angle | 30° |
| Point Angle | 90° |
| Coating | Titanium-nitride (TiN), Titanium-aluminum-nitride (TiAlN) |
Recommended endmill configuration to work on titanium
Titanium is difficult to machine on a CNC mill and requires specific tools to produce the best results.
End mills with a carbide cutter are the best option for cutting titanium. Its wear resistance allows it to cut at high cutting speeds. Carbide tools are also more brittle and cheaper than HSS.
With end mills having two flutes, you can achieve more chip clearance, and with four flutes, you can cut titanium with a good finish and in a low vibration environment.
End mill with a Titanium-nitride (TiN) coating helps you cut with minimal friction, enhancing tool life.
With Titanium-aluminum-nitride (TiAlN) coating, you can minimize the heat buildup on the end mill. In addition, it helps dissipate generated heat faster.
Coolant and Lubricator for CNC Milling Titanium
The use of coolants for milling titanium is essential. Synthetic coolants are the best option as they offer both cooling and lubrication.
Also, the flood coolant delivery method is the best, as it effectively removes the chip and provides constant cooling and lubrication.
Feeds and Speeds for Milling Titanium
With a 1/2″ carbide endmill, you can mill titanium at a feed rate of 12.6 ipm with a spindle speed of 2100 RPM and a depth of cut of 0.02″.
Your feed and speed rates are dependent on the chip clearance you want to achieve.
Post-Processing of Titanium
Case hardening and anodizing post-processing techniques are primarily used on CNC milled titanium to protect it from forming an oxide layer and give good corrosion resistance.
Applications of CNC Milled Titanium
Titanium’s unique properties include high-temperature resistance, high corrosion resistance, low density, and poor electrical conductivity.
Due to this, it is a popular pick for making biomedical equipment, military equipment, aerospace engine parts, machine frames, heat exchanges, etc.
Stainless Steel

Stainless steel is known for its versatility and good strength-to-cost ratio.
Generally, stainless steel is moderately expensive, but the price variation depends on your choice of alloy.
Stainless Steel Alloys used for CNC Milling
Stainless steel 303
Stainless steel 303 (SS303) has exceptional machining properties among all the other stainless steel alloys. However, this comes at the cost of reduced corrosion resistance.
Also, it is not a good choice for applications such as welding, heat-treating, or cold-forming. It is mainly used for making nuts, bolts, gears, and shafts.
Stainless steel 304
Stainless steel 304 (SS304) overcomes most of the disadvantages of SS303.
SS304 is often called marine-grade steel due to its high corrosion resistance and easy weldability.
It is used for making marine fittings, automotive parts, marine vessel parts, surgical instruments, and medical implants.
Other
Stainless Steel 15-5, 17-4, 18-8, 316, 416, 420, 440C, and 410 are other alloys of stainless steel used in CNC milling.
End Mill Configuration for CNC Milling Stainless Steel
| Tool Properties | For milling stainless steel |
|---|---|
| Cutter | Carbide |
| Optimum Flute Count | 4 |
| Helix Angle | 30° |
| Point Angle | 90° |
| Coating | Titanium-nitride (TiN), Titanium-aluminum-boron-nitride (AlTiBN) |
Recommended endmill configuration to work on stainless steel
Stainless steel is easy to machine, but you might need some specialized tools depending on the alloy you use.
An optimum end-mill choice for milling on stainless steel is a carbide cutter with a square end cut type.
Titanium-nitride (TiN) coating helps you cut with minimal friction and extent the tool’s life.
With Titanium-aluminum-boron-nitride (AlTiBN) coating, you can minimize the heat buildup on the end mill as it helps dissipate generated heat faster.
I recommend the following end mill for general milling applications of stainless steel.

The Titanium aluminum boron nitride (AlTiBN) coating used lubricates and provides heat resistance.
Coolant and Lubricator
A flood coolant is the best option when milling stainless steel. It minimizes the temperature and also lubricates the tool contact areas.
It must be noted that stainless steel tends to harden when milled in cold conditions. This causes it to resist the cuts.
You can overcome such problems with a proper coolant supply and optimal cutting speed.
Feeds and Speeds
Using a 1/2″ carbide endmill, you can mill stainless steel at a feed rate of ~26 ipm with a spindle speed of 15,000 RPM and a depth of cut of 0.01″.
Whereas a two-flute end mill with a tool diameter of 3/8″ and a spindle speed of 960 RPM can mill stainless steel at 3.84 ipm.
Post-Processing of Stainless Steel
CNC milled stainless steel is generally powder-coated, or bead blasted.
Though stainless steel is corrosion-resistant, it is still susceptible to chemicals like chlorine. Powder coating helps enhance its corrosion-resistance properties on such chemicals.
Applications of CNC milled Stainless Steel
Stainless steel’s unique properties include high corrosion resistance, heat resistance, and strength.
Due to such properties, stainless steel is used in aerospace, robotics, medical applications, precision instruments, and more.
Copper
Copper C110 and Copper C101 are the most used alloys of copper.
The cost of copper is usually high, but it has a high scrap return value which compensates for the high initial cost.
End Mill Configuration for Milling Copper
| Tool Properties | For milling copper |
|---|---|
| Cutter | Carbide |
| Optimum Flute Count | 3 |
| Helix Angle | 30° |
| Point Angle | 90° |
| Coating | Aluminum Titanium Chromium Nitride (AlTiCrN), Titanium Diboride (TiB2) |
Recommended endmill configuration to work on copper
An end mill with a carbide cutter having three flutes at a helix angle of 30° is the best option for working on copper.
You can use aluminum-titanium-chromium-nitride (AlTiCrN) coated end mills for high-speed jobs. If your application requires a further reduction in friction, you can use one with a titanium diboride (TiB2) coating.
Reducing the cutting speed by 20% will result in 3 times longer tool life.
Coolant and Lubricator
Most hobbyists can get away with milling copper using a compressed air coolant that sprays tiny droplets of coolant material.
For friction-intense milling applications, the flood cooling technique is the best. It effectively lubricates and removes the trapped chips from the cut pocket.
Feeds and Speeds
Generally, a 0.125″ three-flute bit can mill copper at a spindle speed of 46,000 RPM and feed rate of ~68.7 ipm.
| Flute Count | Milling Diameter (Inch) | Spindle Speed (RPM) | Feed Rate (ipm) |
|---|---|---|---|
| 2 | 0.375″ | 16,000 | ~46 |
| 3 | 0.375″ | 16,000 | ~69 |
| 4 | 0.5″ | 12,000 | ~92 |
| 6 | 0.5″ | 12,000 | ~138 |
| 8 | 0.5″ | 12,000 | ~184 |
Speed and feed rates achieved on copper with different end mills
Post-Processing of Copper
CNC milled copper generally looks clean, but it can be further polished to erase the cut tracks and get a smooth finish.
Applications of CNC Milled Copper

Copper is known for its high electrical and heat conductivity.
Furthermore, alloying copper with materials like lead, zinc, and chromium improves its machinability without affecting its conductivity.
These properties find application in making heat exchange pipes, connectors, consumer electrical equipment, radiators, etc.
Factors that Influence Milling of Metals on a CNC Machine
Before selecting a metal for your application, you must consider its machinability, corrosion resistance, hardness, specific strength, end mill type, etc.
These factors greatly influence the metal milling capability of a CNC machine.
Machinability
The machinability of metal means how easy it is to work with it. Generally, tough metals like titanium are not easy to machine, and it is advised to use CNC cutting fluid when machining them.
The American Iron and Steel Institute (AISI) conducted some tests on several metals. AISI set 160 Brinell B1112 steel as a 100% reference point for comparison among other metals.
Metals with more than 100% value are easy to machine, and those with less than 100% value are relatively harder.
Below is the table showing the machinability of some metals according to AISI tests:
| Metal | Machinability |
|---|---|
| Carbon Steel | ~80% |
| Aluminum | ~380% |
| Aluminum Magnesium Alloy | ~480% |
| Stainless Steel | ~45% |
Table showing machinability of metals according to the test conducted by AISI
For keeping the machining cost low, try to use metals that are easy to machine and do not require specialized tooling.
Examples of easily machinable metals are mild steel, aluminum, and brass.
Corrosion Resistance
Metals that can handle the surrounding environmental conditions, like varying temperature and chemical exposures, are always a good choice.
Ideally, metals with high corrosion resistance are the best option, but they can be expensive.
However, you can use several economical options like aluminum and carbon steel for a better cost to performance ratio.
Also, you can apply paint or anodize the metal to protect it from atmospheric corrosion.
Some highly corrosion-resistant metals are titanium, brass, and stainless steel 3016.
Workability
The workability denotes how easy it is to shape the metal without breaking it. Generally, soft metals like brass are easy to work with.
An easily workable metal will always be easy to machine and does not require any additional tooling, which saves money.
Strength-to-Weight Ratio or Specific Strength
You have to consider the strength-to-weight ratio or specific strength when you want to make strong, lightweight parts.
However, the cost of such metal is very high and can also be harder to machine with off-the-shelf tooling, which increases the cost.
From the list of metals in this article, titanium has the highest strength-to-weight ratio, followed by aluminum and stainless steel.
Production Cost
The production cost ultimately depends on the machinability and the cost of raw metal. For metals requiring specialized cutting tools, the production cost is always high.
I recommend you to use readily available metals like aluminum or steel if you want to keep your production cost low.
Also, try to use a metal that only requires a milling finish, or requires minimum post-processing to keep the production cost low.
Aluminum and stainless steel are metals that usually have lower production costs depending on the alloy you use.
The Rigidity of the Machine
While milling on metals, the machine can experience vibrations due to the physical cutting contact between the spindle and the metal.
As the metal toughness increases, it will get more challenging for the machine to mill on such metals. This further increases the vibration.
Vibration causes wear and tear to the machine and reduce its performance over time.
Using a heavy machine with good rigidity will minimize the influence of vibration and can effectively mill metals.
Number of Axes
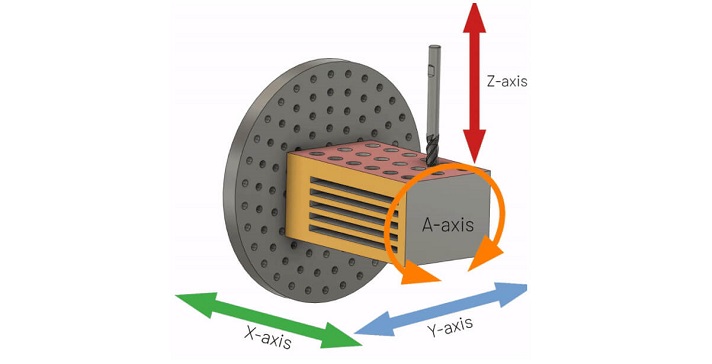
The ability of a CNC machine to produce complex shapes and designs increases with the number of axes available on it.
In most cases, when you have a 5-axis machine, you don’t need to change the orientation of the workpiece by re-adjusting the clamp. This saves time and increases the productivity of machining.
Drive or Transmission Mechanism
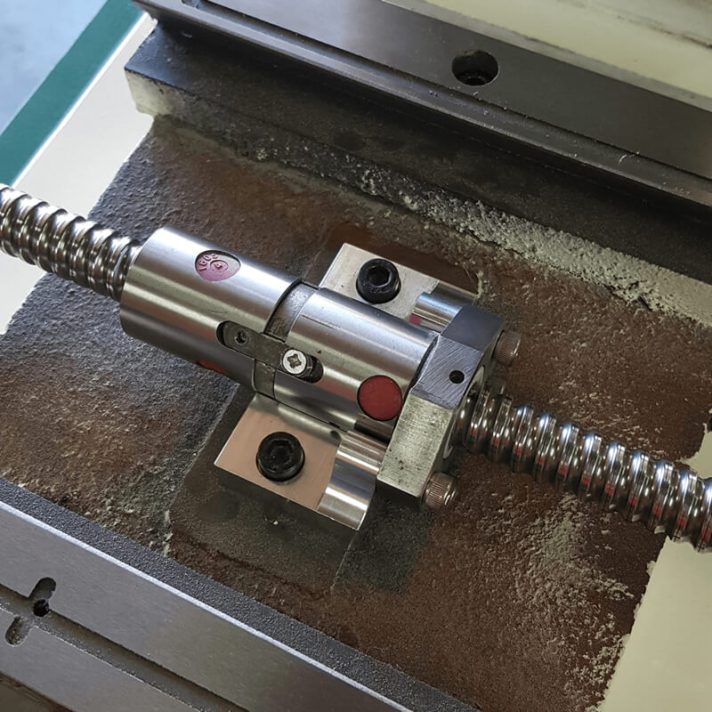
Drive or transmission mechanisms like belt drive, chain drive, lead screw, or ball screw are generally used on a CNC mill to move the spindle along each axis.
When milling metals, lead screw or ball screw-driven machine movement is the best as it does not tend to stretch like a belt drive and gives a rigid movement to the spindle.
Spindle

A spindle with variable speed is the best option for milling metals. It helps you adjust the spindle speed depending on the metal, depth of cut, end mill, and many other factors.
A spindle with at least 3.3 kW of power and a 2,000 – 30,000 RPM speed range is a good bet for working on metals.
Final Thoughts
Choosing the right metal for milling on a CNC machine depends on the machine’s capability and its application.
The physical and chemical properties of different metals determine their ease of machinability.
Brass can be used for its aesthetic looks, high corrosion resistance, and low workability. In addition, you can use it for making signboards, logos, and plumbing fittings for machines.
Aluminum is versatile with its moderate strength-to-weight ratio and low cost. You can use it in prototyping and making machine parts.
Titanium is the strongest and most expensive among them all, and you can use it for making prototypes of airplanes and other aviation-related machines where strength is a priority.
Stainless steel has higher corrosion resistance and can be used for making parts that you are going to use in varying environmental conditions.
Working with metals further poses safety risks like overheating and breaking the bit, coolant leaks, etc.
If you do not have any experience working with metals on a CNC mill, it’s better to learn from an experienced machinist.
Frequently Asked Questions
Which is the most cost-effective metal for CNC milling?
Aluminum is the most cost-effective and readily available metal for CNC milling. Aluminum has a good machinability score, has good strength, and is relatively cheaper than other metals.
What metals can be CNC machined?
With a CNC machine, you can machine titanium, steel, magnesium, brass, copper, stainless steel, aluminum, bronze, gold, silver, and their alloys.
What is a strength-to-weight ratio or specific strength of a material?
The strength-to-weight ratio or specific strength of a material is the amount of strength it provides per unit of weight. As the value of this ratio gets higher for a material, it will provide better strength with a lower weight. For example, carbon fiber is a material with high specific strength. This means that it provides high strength while being light in weight.