




Can you effectively cut aluminum with a CNC router?
Although CNC routers are most often used to cut non-metals, aluminum milling has become quite popular due to the increased rigidity offered by budget CNC routers.
Although cutting aluminum on a CNC router can be a bit challenging, there are several strategies to get good results even with smaller CNCs.
This article discusses every issue that might come up when cutting aluminum on your CNC router. Several important tips and strategies are discussed in the next sections.
What’s in this review?
How to Cut Aluminum on a CNC Router

Aluminum is a ductile metal with a low melting temperature that can throw up some challenges when machining on a CNC router. Generally, a 3-flute carbide endmill with a high helix angle (35° – 40°) and adaptive tool path is recommended to overcome the challenges and produce cuts with a good surface finish.
Being a soft metal, it requires comparatively less cutting force than other tough metals like steel, titanium, etc.
As a result, you can also use a capable 3040 CNC router with a rigid chassis to perform clean cuts in aluminum.
Optimal Speeds and Feeds for Milling Aluminum
| Tool material | Cut Type | Speed (rpm) | Feed rate (ipm) | Depth of cut (Inches) |
|---|---|---|---|---|
| HSS | Roughing | 2500 | 30 | 0.06 |
| HSS | Finishing | 3500 | 10 | 0.015 |
| Carbide | Roughing | 12000 | 50 | 0.06 |
| Carbide | Finishing | 20000 | 35 | 0.015 |
Optimal Parameters for machining aluminum with 1/4″ 3-flute endmills
A good relation between cutting tool speed and feed rate is known as a “sweet spot.”
Metals have smaller sweet spots than wood and plastics, which means there is less scope for error when setting the parameters for CNC machining metals.
Machining aluminum at a feed rate slower than the optimal feed rate can increase the temperature of the surface, resulting in the melting of aluminum and damaging the tool.
Setting the feed rate higher than the optimal value will cause heavy vibrations and result in a poor surface finish.
Furthermore, the optimal machining parameters for a material vary from one CNC to another.
A large-sized industrial CNC generates higher torque and offers greater rigidity when compared to a small-size desktop CNC.
This enables the industrial CNC to operate at higher speed and feed rates and remove a larger volume of material than a desktop CNC.
Therefore, depending upon the type of CNC being used, a perfect balance of the speed and feed rate of the cutting tool is extremely necessary to maintain good process control.
Speed for Aluminum Milling
The speed of the cutting tool depends upon various factors like the type of material, cutting tool, CNC machine, etc.
Endmills with special coatings require to be spun at a certain RPM range to activate the coating.
Different end mills can perform a particular machining process at different speeds.
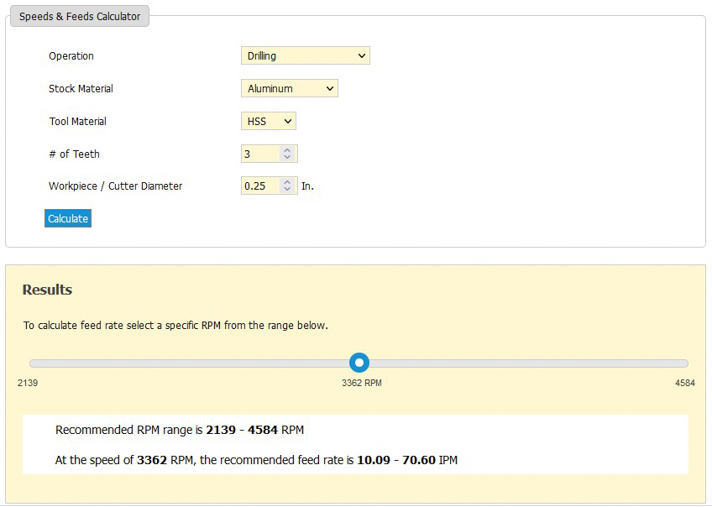
For example, the optimal speed for drilling aluminum using a 1/4″ HSS 3-flute endmill is 2,139 – 4,584 RPM.
On the other hand, Carbide endmills are more rigid than HSS endmills and capable of handling greater cutting force without snapping.
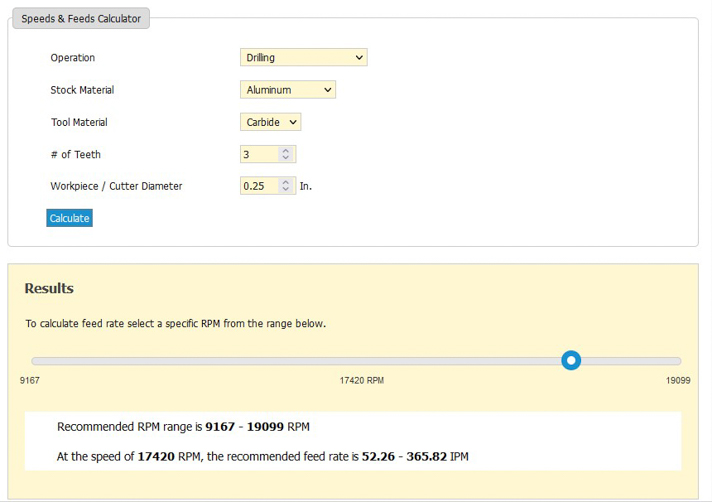
Therefore, the recommended speed jumps up to around 9,000 – 19,000 RPM when using a carbide endmill of the same specifications.
This high speed enables carbide endmills to cut through aluminum faster and ensures a higher feed rate than HSS endmills.
Furthermore, the rigidity of carbide enables the use of endmills having a small diameter for intricate cuts.
As the diameter of the endmill decreases, the recommended RPM increases
One great advantage of choosing carbide endmills is that they are rigid. Hence you can select endmills having small diameters.
For example, instead of 1/4 inch, if you choose a 3/16″ carbide endmill, the recommended RPM jumps from 17,420 to 23,230. You can keep it around 20,000 RPM to make it work well and still get good tool life.
Feed Rate for Aluminum Milling
It is the speed at which the cutting tool travels into the material.
Feed rate depends on spindle speed, number of flutes, chip load, and the type of material being cut.
For example, a 0.5″ 2-flute HSS endmill with an average chip load of 0.004 inches can have an optimal feed rate of around 47 IPM at a spindle speed of 6,000 RPM.
Keeping the feed rate too low can result in rubbing, a phenomenon in which the tool starts to plow into the surface of the material, generating excessive heat and reducing tool life.
Generally, for a desktop CNC like Shapeoko Pro, the optimal results for aluminum are obtained at a spindle speed of 10,000 rpm and feed rate of around 40 ipm while maintaining a shallow depth of cut.
Aluminum is a ductile metal with a low melting point that can sometimes create a gummy mess when being cut on a CNC.
The ductile nature results in the formation of built-up edges that undergo work-hardening and reduce the tool life.
Furthermore, the high heat generated during cutting aluminum can result in chips getting welded to the tool, which ruins the surface finish of the workpiece and can even break the tool.
Therefore, it is necessary to set the optimal parameters and maintain good process control during the machining of aluminum on a CNC.
Chip Formation
Discontinuous chip formation is most desirable when machining metals on a CNC.
These discontinuous chips detach from the base metal, taking away part of the heat generated during the process.
This protects the tool from overheating and eliminates the chances of the chip getting welded to the tool.
However, extremely discontinuous chip formation can ruin the surface finish by causing chatter marks on the machined surface.
When machining aluminum, the chip formation depends upon the speed and feed of the process.
It is found that the best chip formation for aluminum with a good surface finish is attained when the machining is performed at high speed and low feed rate.
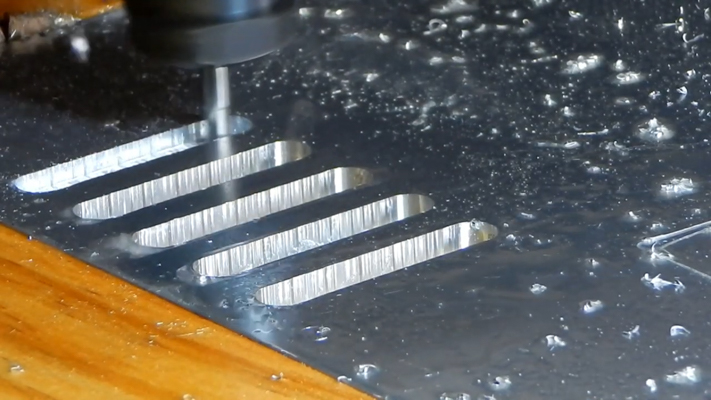
Surface Finish
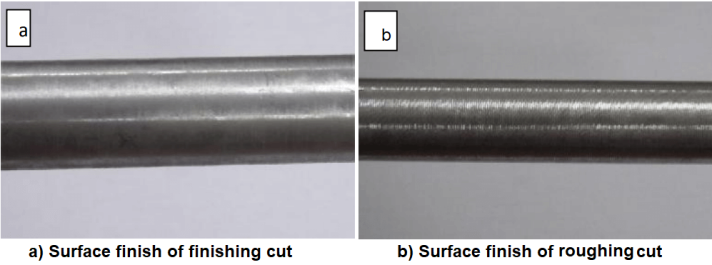
CNC cutting aluminum with high speed and low feed rate produces a smooth cut with a good surface finish.
It is recommended to use the multi-pass technique with a shallow depth of cut to enhance the surface finish of aluminum.
Furthermore, using the climb cut instead of the conventional cut also improves the surface finish of the cut performed on aluminum.
However, if a highly polished surface is desirable, additional machining processes like sandblasting, grinding, etc., might be required.
Tool Selection
When it comes to choosing the right endmill for a process, CNC routers provide various options.
Selecting the right tool for machining improves the surface finish and reduces the cycle time of the process.
The selection of the suitable end mill for cutting aluminum on a CNC machine depends upon various factors.
Based on Tool Material
The material used for making the tool determines its ability to withstand extreme machining conditions without losing its sharpness.
Powder-coated endmills and carbide endmills are the two most popular types of endmills used for machining aluminum.
The soft nature of aluminum leads to the clogging of chips on flutes of the endmill.
Powder coating on the endmill helps to alleviate sticky chips generated while cutting aluminum.
Endmills with Titanium aluminum nitride (TiAlN) or titanium carbo-nitride (TiCN) coating are used for milling aluminum as it makes the flutes slippery to keep chips moving.

Carbide-coated cutters can handle high RPM and are therefore recommended for machining aluminum.
These endmills are generally more costly than HSS end mills, but they provide better rigidity with long tool life and can cut through aluminum like butter.
Carbide-coated endmills are recommended for small-scale businesses as they provide high strength of carbide at a reasonable price.
For large-scale industries, it is recommended to use Solid carbide endmills as they are comparatively more rigid, capable of delivering higher cutting force and provide a long-lasting tool life with minimum maintenance.

However, an HSS endmill can also be used for cutting aluminum occasionally and is therefore recommended for DIY enthusiasts and hobbyists.
Based on the Number of Flutes
The cutting edge of an endmill is known as flute, and the higher the number of flutes, the higher will be the material removed per revolution.
However, as the number of flutes increases, the ability of the chip to slide away from the tool decreases.
This results in chip accumulation in the endmill, leading to tool wear and even breaking the tool.
On the other hand, less flutes provide good chip clearance and enable the chip to slide away from the cutting area easily.
Therefore, when machining a ductile material with low melting temperature, like aluminum, it is recommended to use a 2 or 3-flutes endmill that facilitates easy chip clearance.
Based on Helix Angle
The helix angle is the angle between the center axis and the tangent to the tool’s cutting edge.
A higher helix angle is recommended for easy chip removal as it allows the chip to slide over it and move away from the cutting area.
However, a high helix angle increases the friction of the chip sliding over the tool, thereby increasing the temperature and may result in the chip being welded to the tool surface.
Therefore it is recommended to use an endmill with a helix angle of 35° to 40° for roughing and an endmill with a 45° helix angle for finishing applications.
Tool Life Management
When cutting aluminum, it is necessary to ensure the sharpness of the tool to achieve the best results.
Although aluminum is a ductile metal, it drastically affects the tool life and blunts the cutting edge of the end mill.
This can be minimized by following the optimized tool path.
A ramping moment is generally recommended for cutting internal contours like holes and slots.
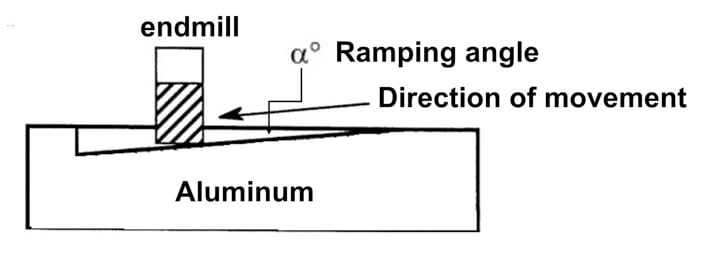
In this technique, instead of plunging into the workpiece, the tool follows a path with gradually increasing depth.
This reduces the force exerted on the cutting edge and improves the tool life.
Furthermore, when performing cuts on the external contours, it is recommended to use the adaptive tool path technique.
The adaptive tool path uses an arc movement (curved tool path) at the entry and exit of the tool from the workpiece.
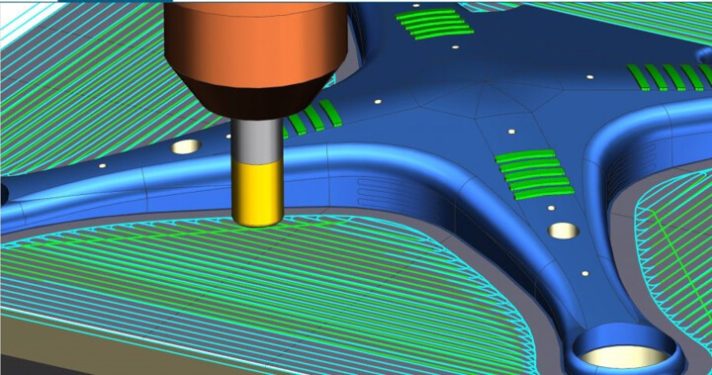
This improves the tool life by maintaining a constant chip load on the end mill throughout the cut.
Lubrication
The heat generated during the cutting process can also damage the cutting tool.
So, a good lubrication system is essential to retain the sharpness of the tool while performing long-duration machining on aluminum without overheating.
Occasional small cuts and other short-duration machining processes can be performed in the absence of a lubricant at the cost of surface finish and tool life.
However, when performing operations involving high material removal rates, it is recommended to use either a mist lubrication system or flood lubrication.
The flood lubrication system is comparatively cheaper than mist lubrication but creates more mess.
A cheap and effective alternative for the costly mist lubrication and messy flood lubrication is a spray can of WD-40.
Chip Clearance

The high heat generated during the machining of aluminum can result in the chips getting welded on the tool.
This affects the surface finish of the cut made in the workpiece and drastically reduces the tool life.
To avoid these derogatory conditions, it is necessary to clear the chips away from the tool and the workpiece.
A shop vac or an air blaster can be used for this purpose.
However, when using a shop vac, the chips tend to get trapped in the dust shoe and scratch the workpiece as the dust shoe slides along the surface.
On the other hand, an air blast nozzle pointing at the head of the cutting tool is more reliable as the compressed air blast pushes the chips away from the cutting area.
This improves the surface finish of the cut and helps regulate the temperature of the cutting tool.
Rigidity of the CNC Router

Aluminum machining requires a lot more rigidity than cutting wood or plastic.
A good CNC router for milling aluminum should be rigid enough to deliver high cutting force without compromising the quality of the cut.
A CNC router with a ball-screw or rack and pinion drive system is generally recommended for aluminum.
This is because they provide better rigidity than leadscrews and belt drive and hence minimize the issues of flexing and vibrations.
When machining aluminum on a small-size desktop CNC that offers less rigidity, it is recommended to perform shallow cuts and use stub-length endmills to dampen the vibrations.
Clamping
Being a soft metal, clamping aluminum can sometimes be challenging, especially when working with thin-walled aluminum jobs.
Vacuum suction cup applies a uniform holding force along the entire surface and is recommended for holding thin plates of aluminum.
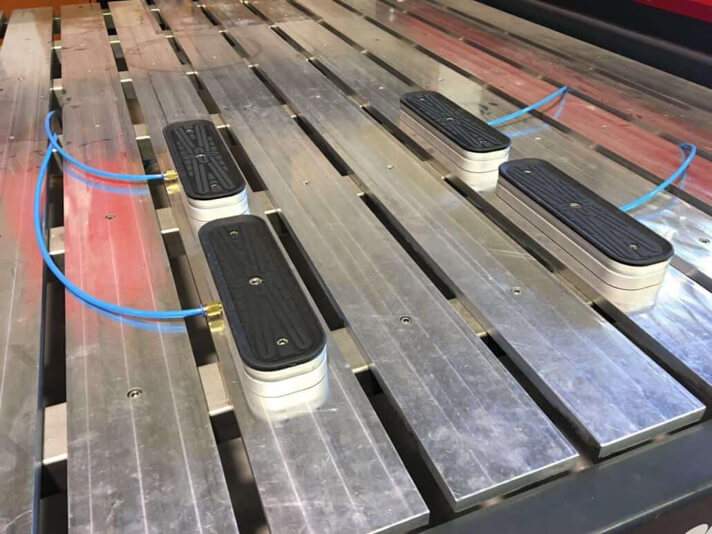
Furthermore, it is recommended to stuff the cavities of a thin-walled aluminum workpiece before clamping, as it provides extra rigidity.
Best Aluminum Alloys for Machining
Aluminum is a ductile metal with good electrical and thermal conductivity and a low melting point.
Pure aluminum is ductile in nature and is rarely used in CNC manufacturing.
Adding some alloying elements to aluminum results in different grades of aluminum that offer better strength while maintaining the properties of pure aluminum.
Depending upon the alloying elements added to aluminum, there are various aluminum alloys that are used in different industries, like aerospace, transportation, and electronics.
These aluminum alloys can be categorized according to their composition and heat treatments.
Heat-Treatable Aluminum Alloys
These alloys are produced by mixing the alloy material with pure aluminum at high temperatures (900℉ – 1050℉) to increase solid solubility.
This high-temperature treatment increases the strength of the aluminum alloy.
Aluminum 6061

It is the most popular aluminum alloy for CNC machining that offers an excellent strength-to-weight ratio and natural corrosion resistance.
This makes Aluminum 6061 a preferred choice for aerospace, consumer goods, and general manufacturing industries.
Although it offers good resistance to cracking under stress, it is not recommended for high-stress applications.
It offers excellent machinability and workability, making it ideal for CNC machining applications.
Aluminum MIC-6

MIC-6 is the second most widely used aluminum alloy in CNC machining projects.
It is a 7000 series aluminum alloy that contains zinc as its primary alloying element.
MIC-6 is available in cast plates that are immune to temperature change and stable against distortions during CNC machining.
If your project demands precise control of dimensions and tolerance, such as making tools, measurement equipment, and medical instruments, you should consider aluminum MIC-6.
However, it has limited weldability compared to 6061 because the welded joints may crack due to corrosion.
Aluminum 6082
Aluminum 6082 offers higher tensile strength than 6061 while costing lesser than the 7000 series.
It has properties similar to aluminum 6061 and offers the highest tensile strength in 6000 series alloys with exceptional resistance to corrosion.
For its high tensile strength, this alloy is generally used for making load-bearing structures such as mounts, frames, etc.
Aluminum 7075
This alloy is also known as aerospace-grade aluminum due to its excellent strength-to-weight ratio.
It is a light-weight metal that provides strength and hardness comparable to steel.
This makes it suitable for high-stress applications in aerospace, military, and transportation industries for making huge components with minimal addition to the weight of the product.
Aluminum 7075 can handle fatigue well and is a good choice for making parts that undergo repeated loading and unloading cycles.
However, it has less workability and weldability when compared to the other alloys and has the least corrosion resistance among the aluminum alloys due to the presence of copper.
Aluminum 2024
Aluminum 2024 is a moderate-to-high strength aluminum with copper as its primary alloying element.
It offers an excellent strength-to-weight ratio with good fatigue resistance but is not as strong as aluminum 7075.
For aerospace applications, aluminum 2024 is used to make aircraft fuselage and wing tension members.
However, it is susceptible to thermal shock and has poor corrosion resistance.
Non-Heat Treatable Aluminum Alloys
These alloys are produced by mixing pure aluminum with alloy material through cold working, such as rolling or stretching, where area reduction occurs.
This reduction stabilizes the property of aluminum alloy and controls its strength.
Aluminum 3003
Aluminum 3003 is produced by adding Manganese as the primary alloying element.
It is a general-purpose alloy with moderate strength and good corrosion resistance.
Furthermore, it offers good weldability and formability, making it suitable for parts that require reshaping after machining.
This alloy is generally used in making household goods and sheet metal applications, such as kitchen equipment, roofing, gutters, siding, and trim.
Aluminum 5052
Aluminum 5052 is the most robust non-heat-treatable alloy metal, with magnesium and chromium as major alloying components.
It is exceptionally resistant to corrosion even under the action of seawater and salt spray.
This makes it suitable for marine applications and cooking equipment that are susceptible to salty water on a regular basis.
Aluminum 5083

Aluminum 5083 shows a good weight-to-strength ratio and offers resistance to corrosion.
Moreover, the welded joints of aluminum 5083 show remarkable strength, making it ideal for manufacturing components of heavy-duty vehicles, like trucks, ships, rail cars, etc.
Final Thoughts
Machining aluminum on a CNC can throw up some challenges that can be dealt with by maintaining good process control and setting optimal parameters.
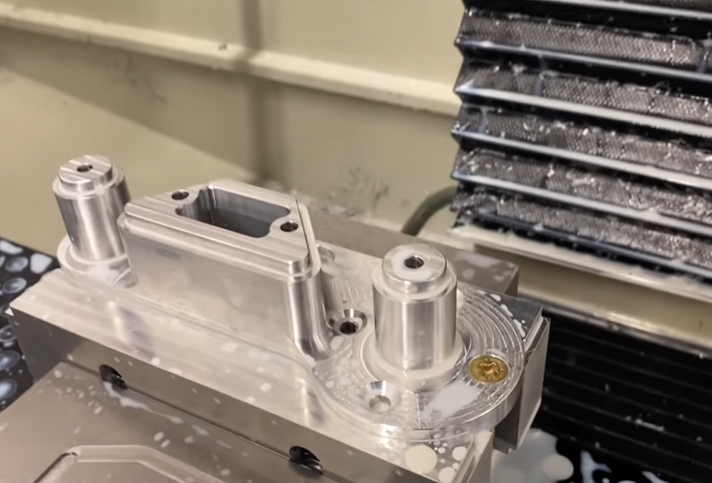
Although cutting aluminum on a small-size desktop CNC (like Shapeoko) can be a bit challenging, it is certainly achievable.
When machining aluminum on small-size CNC routers, it is always advisable to start with the lowest recommended setting and gradually increase the parameters to find the optimal setting.
Finally, the optimal parameters for cutting aluminum vary from one setup to another, and it is recommended to perform test runs on scrap material before machining the actual workpiece.
Frequently Asked Questions (FAQ)
Can I use a shop vac to clear chips during aluminum machining?
Yes, you can use a shop vac to clear chips during aluminum machining. But it is not as effective as compressed air blast. Furthermore, using a cold air gun compressor regulates the temperature of the cutting process and eliminates the need for excessive lubrication, thereby reducing the mess.
Why am I getting thin chips during aluminum machining?
Thin chips are formed during aluminum machining if the width of the cut is less than half of the diameter of the cutting tool. In this case, increasing the feed rate will improve the chip formation.
Can I cut aluminum with a desktop CNC router?
Yes, you can cut aluminum with a desktop CNC router using smart cutting strategies, such as adaptive pass and 2D pocketing. Some desktop CNC routers like the Carbide 3D Nomad 3 can cut aluminum surprisingly well with a good surface finish and quick cycle time.