




CNC machines mainly use either stepper or servo motors to drive their axes.
Although both motors can control the movement of cutting tools and axes, what’s the difference between both?
Rather than going deep into their theoretical differences, I’ll tell you every important difference that practically matters from a CNC application perspective.
| Parameter | Servo Motor | Stepper Motor |
|---|---|---|
| Size of the Machine | Suitable for large gantries | Suitable for small gantries |
| Motor Control | Closed-loop control | Open-loop control |
| Speed | Over 2,000 RPM | Under 1,200 RPM |
| Holding Torque | Higher than stepper motors | 30 oz-in to 1500 oz-in |
| Efficiency | 80-90% | 70% |
| Precision | Comparatively higher Suitable for Industrial applications | Comparatively less Suitable for Hobbyist applications |
| Noise level | Comparatively low | Comparatively high |
| Maintenance | Requires more maintenance | Requires comparatively less maintenance |
| Cost | Very costly | Almost 3x cheaper than similar servo motor |
1. Size of CNC Router
The size of CNC routers plays a vital role in deciding which motor to go with.
If you are looking to configure a CNC router with a small footprint and small work area, a stepper motor might be better than a Servo.
In general, stepper motors are used for driving linear motion components like belt drive, lead screw, and ball screw of CNC routers with a maximum cutting area of 4’ x 4’.
Some entry-level industry CNC routers with cutting areas of 4’ x 8’ and 5’ x 10’ also use stepper motors, which helps keep the cost down.
In large CNC routers, the size of gantries are large and are prone to flexing, to prevent flexing a heavier construction is used.
In such cases, a servo motor is a more suitable choice.

Another factor is the size of the motor itself. Due to their complex design servo motors are larger and heavier than stepper motors.
This means for smaller CNC applications, steppers are a better choice.
2. Motor Control
Stepper motors move a predefined number of steps with each pulse and there is no way for the controller to know whether the motor moved.
Whereas, a servo motor has closed-loop control which means the motor sends its position and direction information back to the controller.
By doing so the controller is able to check whether any error has occurred. This can be crucial when working with expensive workpieces.
For instance, let’s say you are making a 2 inch long cut on an expensive workpiece, and something jams your linear drives or the gantry.
If you are using stepper motors, the motor will skip some steps and continue cutting and because it missed steps it will stop short and won’t cut all the way to 2 inches.
You will have to throw away the workpiece (or repurpose it) and start over with a new one.
Whereas, if you are using servos, the controller knows how far the axis has actually moved and will keep going till it completes the whole cut.
Well, this also means the controller for a servo motor is complex and expensive than the controller for a stepper motor.
Another option to achieve good results with low costs is to use closed-loop stepper motors.
These motors are not as expensive as servo motors and have all the characteristics of a stepper motor with the added benefit of error prevention.
For example, ToAUTO has a closed-loop NEMA 23 stepper motor. It has positional encoders, which provide feedback for position correction.
So if you want to make precise cuts on workpieces for applications where any kind of error can be disastrous, servo motors are ideal.
However, programming for a servo is difficult than programming for a stepper which makes steppers a better choice for beginners.
3. Speed and Torque
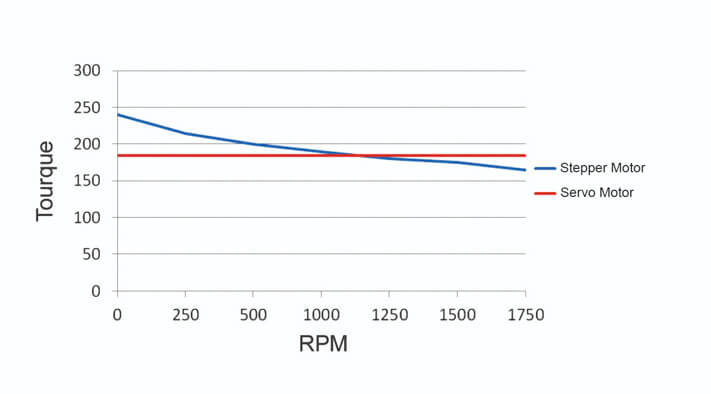
Stepper motors run effectively at 1,200 RPM or lower and can produce high torque at low speeds.
You can find stepper motors with a holding torque typically between 30 oz-in and 1500 oz-in.
But this torque decreases as motor speed increases, sometimes up to 80% at very high RPM.
Servo motors run at more than 2000 RPM and are available with much higher torque ratings than steppers, which makes them faster than stepper motors.
The great thing about servo motors is that they are capable of providing consistent torque throughout their speed range.
It is clear that servos have better torque performance when compared to steppers so if you want to use really heavy spindles you might need servos.
Also, if you use heavy gantries along with a heavy spindle you should consider using servos to get fast speeds.
Furthermore, servos have better performance under dynamic loads.
This means servos perform consistently across different materials and cut settings as they down bog down under varying loads.
But this doesn’t mean stepper motors are a bad choice always for large CNCs.
A NEMA 34 stepper can handle a 7 hp spindle on an aluminum and steel plate CNC router and still achieve rapid speeds of around 1,000 inches per minute.
Another major difference between the two is the time taken to make the cuts. Motors cannot attain full speed instantaneously, they take time to ramp up to full speed and stop.
When it comes to acceleration and deceleration servos are faster by a few milliseconds when compared to stepper motors.
A few milliseconds won’t matter as long as you are making parts that have a quick run and with a minimal number of cut direction changes.
But when you are making parts that need the spindle to change direction frequently, the motors need to stop and then accelerate in the new direction.
In such cases, those milliseconds add up and there is a significant difference in project completion time between servos and steppers.
The takeaway is that if you are in a production environment where the speed of production matters a lot you should go with servos.
4. Holding Torque
Holding torque defines the ability of the motor shaft to stay in position when the coils are energized.
A stepper motor will not rotate without an input signal as long as the torque on the motor shaft is less than the holding torque of the motor.
Whereas, in a servo motor the holding torque is pretty much non-existent. So how does a servo motor hold the load in place?
The feedback mechanism in the servo motor detects any change in shaft position and corrects the shaft position instantaneously. It basically oscillates at the held position, but the oscillations are minuscule.
But, when servos are improperly tuned it produces vibrations and noise when holding a load at a stationary position.
Holding torque is a major consideration when you have to hold a load in the vertical direction such as in the case of the spindle on the Z-axis.
This is particularly a concern when you are using ball-screws for linear motion.
The internal friction is low in ball screws and they can be back-driven.
What it means is if you are using a ball screw on the Z-axis and you lift the spindle upwards the weight of the spindle can pull the ball screw back down.
To prevent this the motor coupled to the linear motion component needs to have enough holding torque to prevent the load from back driving the linear motion components.
Using a stepper motor with enough holding torque is a simple and easy way to achieve this.
Servos can do an equally good job but it will require you to carefully tune the controller to prevent unnecessary vibrations and noise that can damage the other components of your build.
5. Input Power and Efficiency
Stepper motors run on DC power and usually work at their full potential regardless of the load. Stepper motors are around 70% efficient.
On the other hand, you can find servos that work on AC or DC supply and they draw power proportional to the load they carry, hence servos can yield 80-90% of efficiency.
Power consumption is a factor to consider when you are in a production environment and the extra money you spend on servos can save you money on your power bill.
However, if your production volumes are low and loads are less, investing in a servo has no real cost advantage which makes steppers the better choice.
6. Precision and Repeatability
The resolution of CNC motors is a factor that affects the precision and repeatability of CNC routers.
Generally, stepper motors resolution is derived from the number of steps.
A typical stepper motor has 200 steps which means it will turn 1.8 degrees for every pulse it receives.
If you use microstepping you can further improve this resolution. For example, if you use 1/8 microstepping, the resolution becomes 0.225 degrees on a 200 step motor.
Additionally, stepper motors are often favored due to their simple design and open-loop system, which require little or no tuning. Hence they offer good precision without much tuning.
Servos on the other hand use an encoder to sense the position of the motor shaft and the resolution of the motor depends on the encoder and the ability of the controller to adjust the voltage and current accurately.
For example, if a servo motor has a resolution of 1000 pulse/rev, it shows that the controller will be able to sense every 0.36 degrees of turn of the motor shaft.
Theoretically, servos have an infinite resolution but you need to tune them properly and keep the encoder and controller in good condition to achieve very high precision.
For hobbyist applications where you do not require high accuracy and precision, steppers are a perfectly reasonable choice.
However, stepper motors may miss steps and cause erroneous cuts when they get heated due to continuous operation.
Servo motors have better positioning precision than stepper motors.
This is because servo motors have closed-loop control, which lets them correct their movements.
You can also get good repeatability from servo motors if they are turned correctly. Their repeatability also depends on the quality of the encoder used.

7. Noise
Noise can be an issue when operating your CNC.
Stepper motors can be a bit noisy compared to servo motors.
To overcome this, you can use stepper drivers that support microstepping, which helps lower the noise.
You can find stepper drivers, which can control up to 1/128 micro-stepping to significantly lower noise levels and provide smooth shaft movement at low speeds.
Additionally, microstepping eliminates the effects of resonant frequency, which causes vibrations in stepper motors.
However, microstepping can produce less torque, which can be around 70% of the torque produced with full-step control.
You can use servo motors to eliminate motor noise and vibrations, but you still have the noise of the router/spindle to worry about.
Generally, router/spindle noise overpowers everything else and this makes the noise from the motor trivial.
8. Service Life and Maintenance
Stepper motors are made of fewer components, and bearing is the only wearing part you can replace.
Servo motors use encoders and gearboxes as essential components, which make them mechanically complex.
Hence, stepper motors require less maintenance compared to servo motors.
However, stepper motors are more prone to damage due to mechanical errors like overloading and jamming than servo motors.
9. Cost-Servo vs Stepper
Cost is often the biggest reason for choosing stepper motors rather than servos.
A typical servo is at least three times costlier than a stepper motor of the same size and power.
This is due to the complexity of its design.
Stepper motors use an open-loop system and have a simple design, eliminating the complexity and added cost.
Servo motors use a closed-loop design, which involves an encoder or a resolver and gearbox to produce torque.
Moreover, servo motor controllers use complex circuitry to achieve high performance.
Stepper motor drivers are inexpensive when compared to servo drivers due to their simple design and availability.
Overall the additional components and sophisticated system make a servo motor system costly.

However, in an industrial-grade production environment, the additional cost is justified by the higher efficiency of the servo motor system.
Also, servos produce parts that have fewer rejects and reduce raw material wastage.
10. Conclusion
The features discussed above should help you decide which motor to choose for configuring your CNC router.
Primarily, which motor you choose depends on your budget and the type of work you will do.
In my opinion for applications that do not require an ultra-high grade of precision, such as in woodworking, a stepper motor is a good choice.
For perspective, most CNC routers costing under $25,000 use stepper motors and not servo motors.
Stepper motors can typically provide feed rates between 50 to 1000 inches per minute while servos can go above 2500 inches per minute.
If you need very high precision and high production speeds servos are a better choice.
You can also consider a closed-loop stepper motor which is good at preventing errors due to missed steps and can be a good option when you need a budget-friendly solution to work with expensive workpieces.
You can also check out the article DC vs Stepper motor
Frequently Asked Questions (FAQ)
Why do most CNC routers use stepper motors instead of servo motors?
Stepper motors have a small footprint and simple design ideal for smaller applications like CNC routers. They are also less expensive than servo motors.
Why are servo motors more expensive than stepper motors?
Servo motors use rare-earth magnets, which are costlier than conventional magnets, which are used in stepper motors. Servo motors also have either encoder or resolver and gearbox. Hence, the overall arrangement makes servo motors mechanically more complex and costlier than stepper motors.
Can I replace the encoder of my servo motor by myself?
It’s very difficult to DIY the replacement of the encoder in a servo motor. It requires finding an offset between the encoder and rotor position and is best done by trained service personnel.
Can I add an external encoder to my stepper motors?
You can add external encoders to your stepper motors. encoder lets you track the position and velocity of the motor shaft. The addition of an encoder on the stepper has a significant impact on the motor’s performance.
Can I upgrade my CNC router with a closed-loop stepper motor?
Yes. But if you use an open-loop stepper driver with a closed-loop stepper motor, you can’t connect the motor encoder to the driver. Hence you also need to upgrade the stepper driver as well.