




A CNC tool changer improves the efficiency of a CNC manufacturing process by eliminating the need for human input to change the tool.
A CNC tool changer is a device that can store different tools in the tool magazine and change tools automatically with the help of a short G-code. It reduces machine cycle time by eliminating the need to change tooling for multiple tasks manually.
This article discusses CNC tool changers in detail by going through their types, advantages, and costs.
MellowPine is reader-supported. When you buy through links on my site, I may earn an affiliate commission at no extra cost to you.
What is a CNC Tool Changer?
CNC tool changers allow a CNC machine to perform different machining operations in a single run, without the need for stopping the machine to manually change the cutting tool for different operations.
As a result, it enhances the productivity of the process and eliminates human errors such as misaligned tool installation, which can affect the machining quality.
Apart from improving the overall production efficiency, the device also increases its tool-carrying capacity for performing more intricate operations that require different tooling.
CNC tool changers are also known as automatic tool changers (ATC) and require special ATC spindles that facilitate automatic tool changing.
Depending upon the time taken in changing the tool and the tool-holding capacity, there are different types of ATCs available on the market.
Although ATCs were first used in milling and turning machines, they are now available for almost every CNC machine.
For instance, panel-bending machines are now integrated with CNC-controlled ATC that customizes the punches’ movement according to the size of the workpiece.
ATCs are also installed in press brakes, consisting of a shuttle selecting tools from the tool rack beside the press brake and placing them in the desired location.
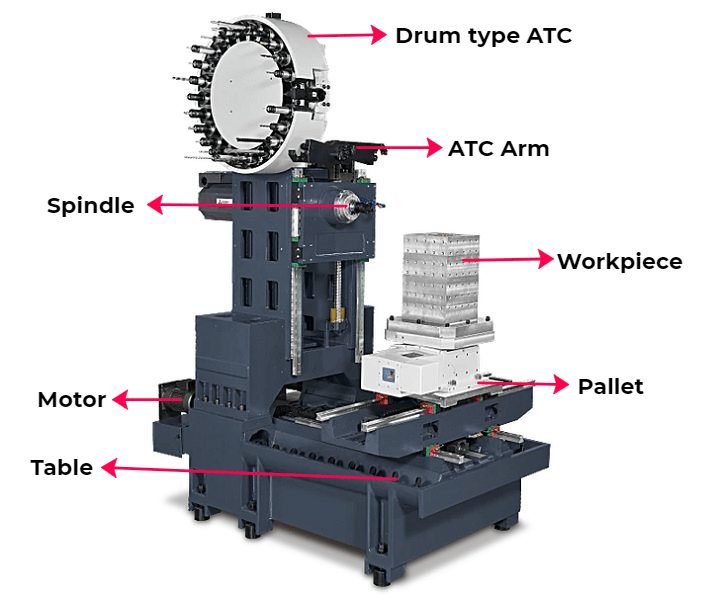
In general, a CNC tool changer system consists of the following parts.
| Part | Function |
|---|---|
| Tool magazine | Indexable storage unit for multiple tools. |
| Tool holders | For holding different types of tools. |
| Automatic tool changer | Removes the current tool from the holders attached to the machine spindle and replace it with the new tool according to the CNC program. |
| Coding rings of tools and their systems | For recognizing the exact tool according to the program. |
The ATC picks the tool automatically from the magazine according to the CNC program and inserts the desired tool (mounted in uniform holders) in the chuck or tool holder of the CNC machine being operated.
Different tool holders are suitable for holding different types of cutting tools used for various operations like face milling, peripheral milling, thread milling, drilling, reaming, tapping, turning, boring, etc.
| Holder type | Purpose |
|---|---|
| Arbor-type holder | For holding an arbor-type cutter which is required for face milling and end milling. |
| Positive lock holder | For holding shank mills |
| Straight shank collet holder | For holding tools for drilling, reaming, and boring. |
| Compression and tension collet holders | For holding tools for tapping. |
Upon completion of the operation, the tool is either returned to the magazine or replaced according to the CNC program.
Types of CNC Tool Changers
CNC tool changers can be of five types based on the arrangement of the magazine and the number of tools.
| Type | Tool holding capacity |
|---|---|
| ATC system with a gripper arm | 32 tools maximum |
| ATC system with a rotary drum. | 30 tools maximum |
| ATC system with a chain magazine | Minimum 32 and is capable of holding more than 100 tools. |
| ATC system with disc magazine | Minimum 32 and maximum 64 tools |
| ATC system with Turret Head | Maximum 8 tools. |
ATC System with a Gripper Arm
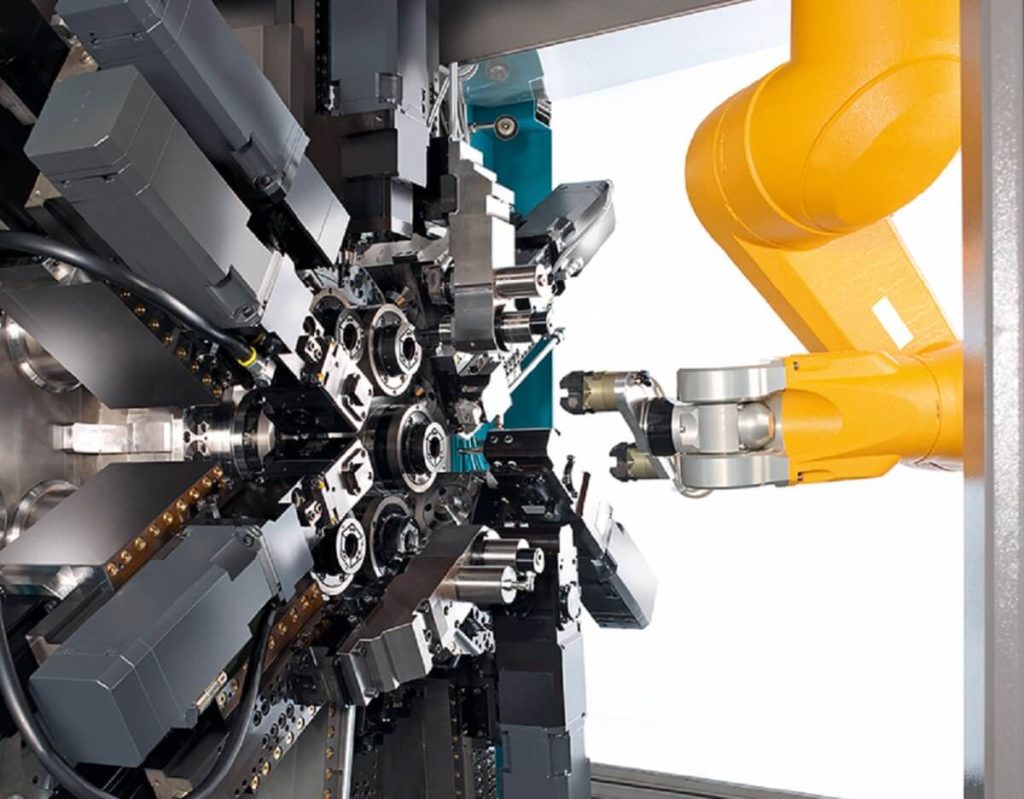
This kind of system usually consists of a gripper arm and a disc with a magazine that can hold up to 32 tools.
The tools required in operation are indexed sequentially in front of the gripper arm, and the CNC controller is programmed accordingly.
During the operation, the gripper arm picks the tools based on the indexing mentioned in the program and places the tool back in the same place upon completion of the operation.
The tool gripper structure is usually made of aluminum, and the terminals for picking up the tools are hardened steel.
A spring-based mechanism actuated by arm rotation is employed for tool gripping and release.
This type of tool changer is generally used in multi-spindle lathe machines like Index MS52-6.
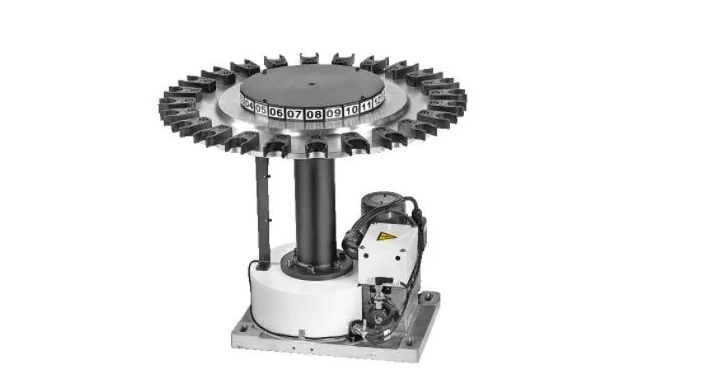
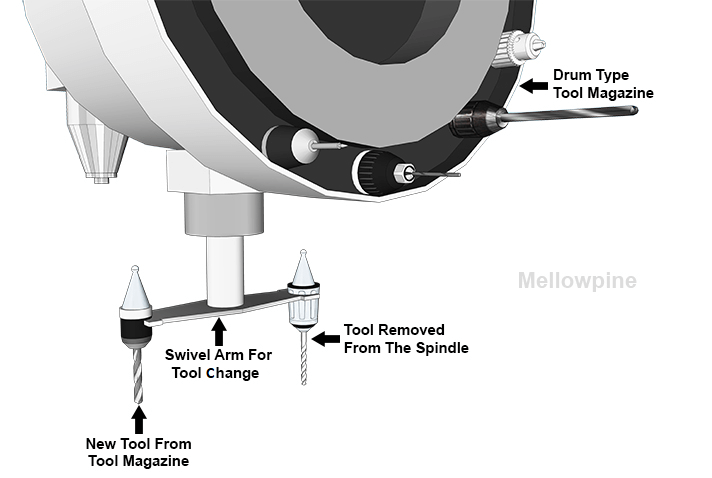
ATC System with a Rotary Drum

This type of ATC operates with 30 tools (maximum) placed in a magazine at the periphery of a rotating drum.
The system consists of a cam-based gearbox responsible for changing the tools using roller gear and grooved plate cams.
Owing to their shorter unit length and simplistic structure, ATC systems based on rotary drums have faster operating time, better efficiency, and are also cost-effective.
As a result, drum-type tool changers are best suited for industrial applications where high productivity is desirable.
ATC System with a Chain Magazine

A chain is employed with tool-holding magazines that can hold a minimum of 32 tools and a maximum of above 100.
Based on a tool’s programmed position, the chain is indexed directly in front of the headstock.
It consists of a swivel arm that changes the tool and replaces it with the new tool from the magazine.
In some modern chain-type ATC, there is no separate arrangement for the removal of tools, and the machining is done while the tools remain mounted on the chain.
The arrangement is ideal for heavy machinery and mass production, but usually involves higher maintenance costs and slower tool search speed due to a large inventory of tools.
ATC System with Disc Magazine
This arrangement consists of a large disc and is provided with tool grippers along its periphery.
It can consist of multiple magazines, with grippers holding the tools during and after machining, and are suitable for small to medium-scale manufacturing.
The indexing of the tools is done based on the gripper position.
ATC systems with disc magazines usually have a faster-operating speed than chain-based systems and can hold a minimum of 32 tools and a maximum of 64 tools.
As a result, disc-type ATCs are ideal for applications where a large tool-holding capacity is required with quick tool change time.
ATC System with Turret Head
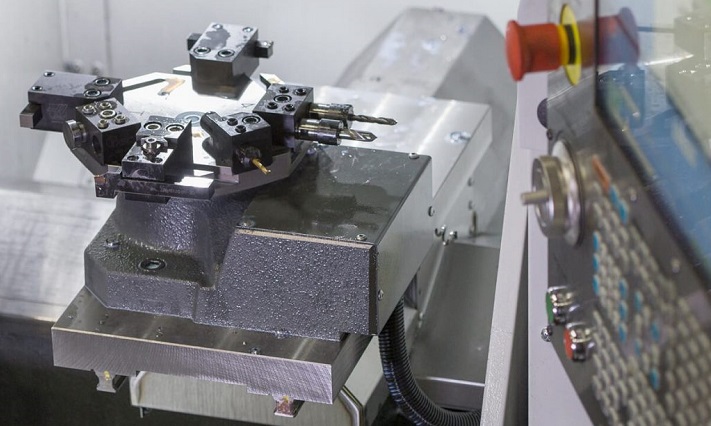
This kind of system is usually applied in CNC lathes, such as turret lathes, capstan lathes, swiss lathes, etc., and can hold a maximum of 8 tools.
The system is regulated using a pneumatic mechanism, and tools are numbered on the head, which rotates clockwise.
The system usually has high repeatable accuracy and is ideal for small-scale lathe operations.
Turret head tool changer is available in both CNC lathes and manual lathes.
While manual lathes involve indexing the tool manually, CNC lathes require a CNC programmer to operate the CNC lathe programming software and execute the automatic tool-changing process.
How Much Does a CNC Tool Changer Cost?
The cost of a CNC tool changer depends upon its type, capacity, and quality.
A small-size CNC tool changer from a Chinese brand can cost under $100 and are generally suitable for DIY and small-scale production applications.
Whereas a large-size industrial CNC tool changer from reputable brands like HaasCNC can cost as high as $30,000 or even more.
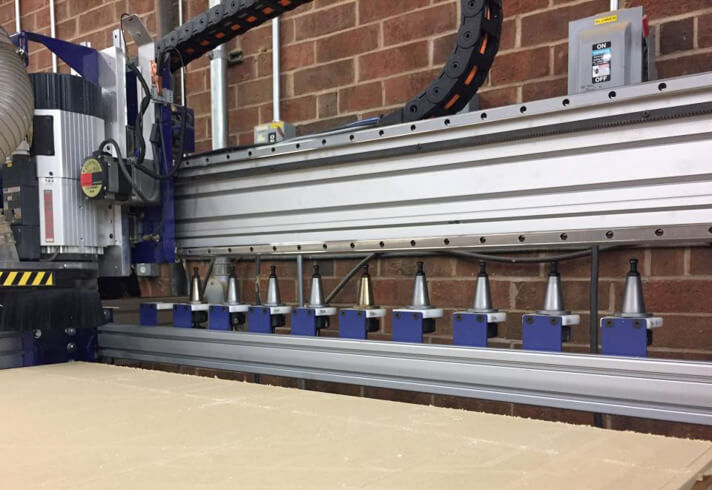
A straight tool magazine for holding 6 tools can cost around $200 – $300 and is ideal for CNC routers used for woodworking.
Similarly, a disc-type ATC compatible with a NEMA34 stepper motor and capable of holding around 16 tools can cost around $600.
On the other hand, reliable industrial drum-type and chain-type ATCs, with a capacity of over 30 tools can cost over $3,000.
However, when purchasing a tool changer for professional applications, it is important to go for reputed brands as they ensure reliable operation and good after-sale services.
Advantages of Using a CNC Tool Changer
Increases Productivity of the CNC Machine
Automatic changing of the tools decreases the cycle times by eliminating the time required for manual tooling and thus increases the rate of productivity of the machine.
As a result, CNC tool changers are recommended for industrial applications where high productivity leads to high profit.
Reduction of Labor Costs
Using CNC tool changers, the machine can perform multiple functions automatically, thereby eliminating the need for an operator for tool change.
This reduces labor costs while also improving shop floor safety by reducing any accidents caused by manual errors.
Increase in Tool Storing Capacity of the Machine
The tool magazines can store tools ranging from 8 to 100 based on the type of ATC.
Such an arrangement allows the machine to perform intricate and complex operations without frequent human input.
Better Process Repeatability and Product Quality
Installing ATC eliminates the operator intervention during the process and thus reducing human error involved and increasing the process repeatability.
The above factors enhance the quality of the final product obtained via the process.
Wide Range of Sizes
The ATCs are available in a wide range of sizes and types from which you can select based on your requirement.
Making CNC tool changers affordable for almost any scale of business application.
Better Worker Safety
Incorporating ATCs allows the CNC operators and CNC machinists to supervise the process instead of direct participation, thus improving their safety.
Generally, a CNC machinist is responsible for the initial setup of the process, while a CNC operator ensures that the process is followed accordingly.
How Does a CNC Tool Changer Work?
The basic working of the CNC tool changer can be explained by the arm-based system.
After acquiring the tool change command via the program, the tool to be changed will be moved to a fixed position known as the “tool change position.”
The ATC arm, swivels between the turret and the magazine, picking the tool from the tool change position.
The grippers on both sides of the arm can rotate 90°, by virtue of which the tools are delivered to the turret front face.
One of the grippers is responsible for picking up the old tool from the turret, while the other picks up the newly commanded tool from the magazine.
Subsequently, the arm rotates 180° and places the tools in their respective position.
The arm and spindle’s relative movement can also have several variations.
For instance, in the case of a quill-type spindle, the spindle moves towards the arm gripper to accept or replace the tool.
Whereas for the regular spindles, the arm itself pursues the in and out motion for inserting or extracting the tools.
However, In the chain type ATC, the tools are either coded physically or in the magazine loaded with the tool.
Based on the program provided to the CNC controller, the chain driver motor rotates clockwise or anticlockwise to position the tool at the desired position.
The addition of a tool changer increases the difficulty of CNC programming, as it requires additional codes for tool change.
T-codes are commonly used for tool selection. For instance, T26 in the program means select tool number 26.
The M06 command in the program instructs the ATC for a tool change, and it needs to be executed before the T command.
Things to Consider While Operating an ATC.
Tool Length
Tool length plays an important role in the safe operation of ATC.
When using a tool larger than the standard permissible length, it is advised to monitor the Z-axis clearance as the contact between the tool and the part to be machined, can damage the fixture.
In case the tool is obstructed during operation, it is recommended to immediately activate the emergency stop to prevent any fatal damage.
Tool Weight
In ATC, the maximum permissible tool weight includes the weights of the holder, collets, and all their parts.
The individual weight of the tool is always lighter than the permissible weight.
On exceeding the permissible weight, the tool changer might fail to anticipate the predefined machining center, leading to process inaccuracy.
Final Thoughts
A CNC tool changer or ATC can rapidly change the tool without the involvement of any operator and thus reduces production downtime.
It also improves the machine’s tool holding capacity and flexibility by allowing it to store various tools for different functions.
However, A tool changer is recommended for batch to mass-scale production where the requirements of speed and repeatability are critical.
A turret-type ATC is suitable for small-scale projects, but it is only applicable to lathe machines.
For small-scale industries with one or two machines, the cost involved in installing and maintaining the ATC usually needs to be justified.
Frequently Asked Questions (FAQ)
What is the amount of time ATC takes for tool changing?
The time taken by an ATC for a tool change usually lies between 3 to 7 seconds.
Why is a rotary encoder sometimes used in a magazine motor?
Incorporating a rotary encoder in a magazine motor eliminates the need for a camshaft; hence, there is no stopping time involved, which reduces the operation time of the ATC.
What is the meaning of “tool change operation sequence”?
Tool change operation sequence means the path transversed by the tool from the magazine to the spindle while replacing the tool or vice versa.
What is the use of the T minus (T-) command in ATC programming?
The T minus (T-) command is used for pre-staging the next tool in the operation for optimizing the tool changing time.
What is the standard tool length for a dual arm changer ATC?
The standard tool length for a dual arm changer ATC is 400 mm.