



In milling operations, a rotary cutter removes material from the stock and shapes it into a planned part.
There are various types of milling operations. This includes end milling, profile milling, thread milling, peripheral milling, angular milling, face milling, etc.
Peripheral milling is a machining operation in which special tools having cutting teeth on their outer periphery performs the cutting action. It is usually performed on a horizontal spindle machine, and the surface of the workpiece is kept parallel to the cutter’s axis of rotation.
This article details peripheral milling by discussing its fundamentals, operation types, tools, applications, etc.
MellowPine is reader-supported. When you buy through links on my site, I may earn an affiliate commission at no extra cost to you.
Peripheral Milling Explained: Up Milling and Down Milling
Peripheral milling, also known as plain milling, is a milling operation that uses a rotating milling cutter with an axis parallel to the workpiece.
Here the cutter is positioned so that its cutting edges on the periphery grind at the workpiece rather than its tip.

Peripheral milling and face milling are the two common milling operations. Their main difference lies in the mounting of the cutting tool.
Unlike peripheral milling, in face milling, the cutting tools are mounted perpendicular to the stock, and the cutter’s tip presses against the stock.
Peripheral milling is the best option if you want to remove large amounts of surface material from a workpiece.
In a typical peripheral milling setup, the blank is mounted on the worktable of the milling machine, and the cutter is fixed to a rotating spindle.
The rotating tool continuously removes material from the surface of the blank. Using this arrangement, you can mill smooth horizontal surfaces.
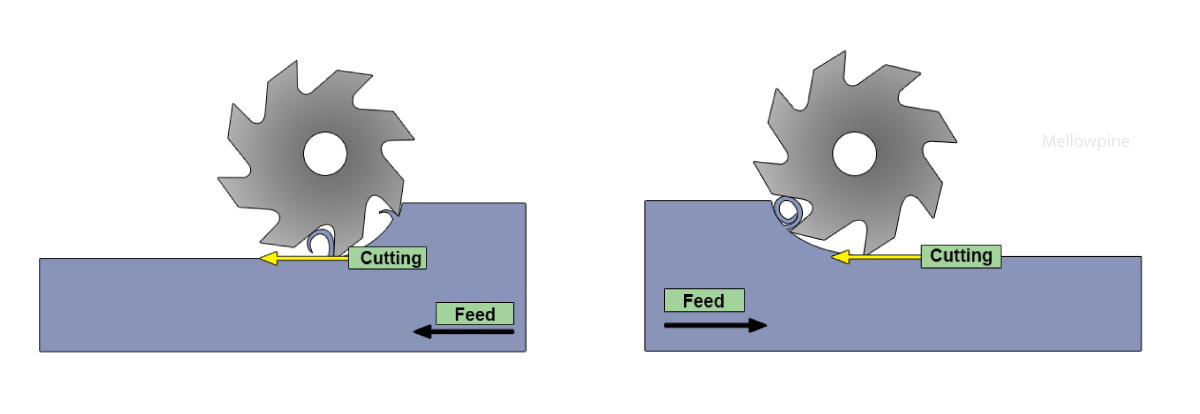
Based on the direction of the cutter rotation, there are two forms of peripheral milling operations: up milling and down milling.
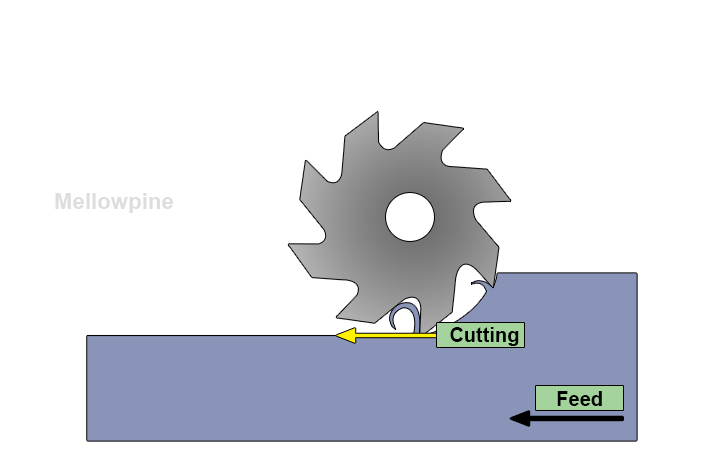
Up Milling
Up milling is a conventional operation in which the cutter teeth move opposite the feed direction. Here, the chips formed are thin initially but gradually grow throughout the cut.
The cutter engagement is usually set for longer, leading to long chip formation due to prolonged tool engagement with the workpiece.
Here, the chips formed are carried upward by the cutting teeth and dropped in front of the cutting tool. This causes chip recutting and produces a comparatively poor surface finish.
Up-milling tends to lift the workpiece as the cutter exits the material due to the tangential forces. Hence the workpiece fixture should be able to resist these lifting forces.
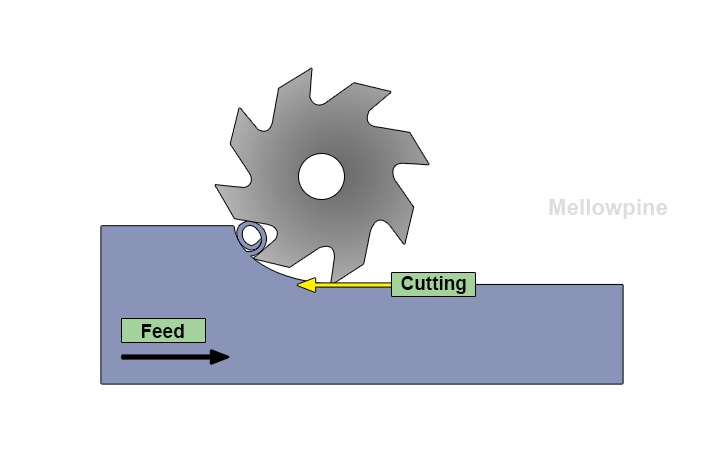
Down Milling
Down milling, also known as climb milling, refers to a milling operation in which cutter teeth move in the same direction as the direction of the feed.
The chips formed are shorter than up milling, and the chip thickness decreases over the length of the cut.
Compared to up milling, down milling encounters fewer frictional forces between the workpiece and the tool as the direction of feed and tool rotation is the same.
This minimizes heat generation and prolongs tool life.
Also, chip management is easier in down milling as the chips are carried away from the cutting direction.
In down milling, the tangential forces act downward, pressing the stock towards the worktable resulting in a steady cut.
At the same time, the cutting action pulls the workpiece into the cutter, resulting in an increased feed rate. It can result in excessive chip thickness.
Down milling operation is largely used for finishing jobs as the cuts have a superior surface finish.
Up Milling vs Down Milling
| Up Milling | Down Milling |
|---|---|
| Cutter direction is opposite to the feed | Cutter direction is the same as the feed |
| Requires high cutting power is required | Only requires less cutting power |
| Cutting forces act upwards | Cutting forces act downwards |
| Suitable for rough-cutting operations | Suitable for surface finishing operations |
| High tool wear rated | Less tool wear rate |
| Chip thickness increases over the length of the cut | Chip thickness decreases over the length of the cut |
| Mostly used for brass, bronze, and ferrous metals | Mostly used for aluminum and its alloys |
Types of Peripheral milling operations
Peripheral milling is performed on a standard milling machine, with the workpiece clamped to the table and the cutter mounted on the arbor.
You can adjust the size, shape, and mounting of milling cutters on the arbor to accomplish various milling operations.
Slab Milling
In slab milling, a plain milling cutter, usually wider than the workpiece, is used to shape a flat surface or reduce the part’s thickness.
Slot Milling
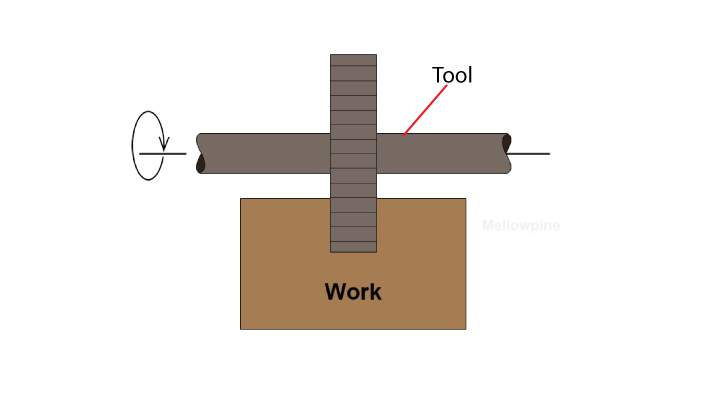
In slot milling, the cutter width is less than the part and is used to make rectangular or round channels in the workpiece.
Fine slots can be made using thin cutters, which can also cut the workpiece by making through slots.
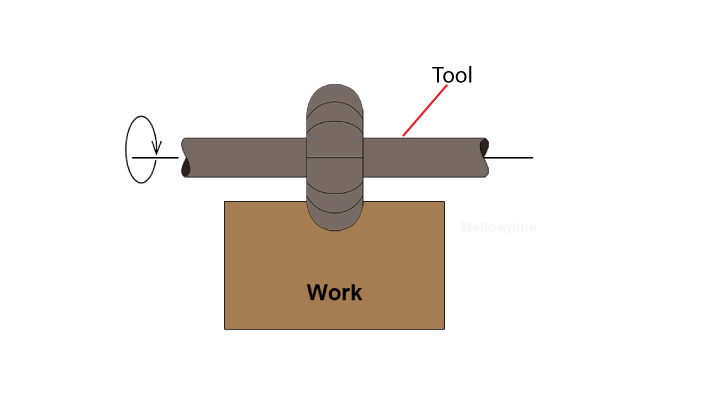
Side Milling

Machining a surface at a right angle to the cutter’s axis of rotation is called side milling.
Here, the cutter machines the side faces of the workpiece using a side milling cutter to produce a flat vertical surface.
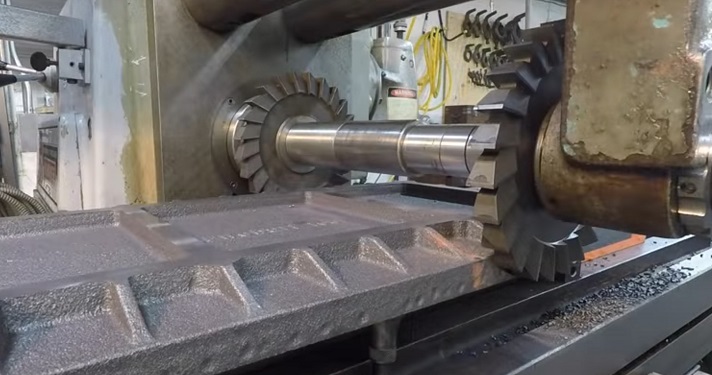
Gang Milling

Gang milling is an operation in which more than one parallel vertical surface is machined in a single pass.
Multiple cutters are mounted on the same arbor and set apart based on the required width using spacers.
You can cut the required profile using a combination of cutters varying in shape, size, and width.
Straddle Milling
The straddle milling process is similar to gang milling, as multiple cutters are mounted on the same arbor.
A unique feature of straddle milling is it cuts two slots at the same time.
Form Milling
Form milling cutters are specifically designed based on the required contour. It’s used to machine different patterns on the workpiece.
Common form milling operations involve cutting round recesses and beads using a convex and concave cutter.
Types of Peripheral Milling Cutters
Slab Milling Cutter

Slab mill cutter has straight or spiral teeth on the periphery of a circular disc.
It is used on a horizontal milling machine to remove a large amount of material and to produce flat surfaces.
Side Milling Cutter

The side mill cutter has cutting teeth on one or both sides, along with the teeth on the periphery of the cutter. This is used in straddle milling jobs and for cutting slots.
Staggered Milling cutter

Staggered mill cutters are side milling cutters with tooths at the periphery and sides.
The teeth are arranged in zig-zag order, and it helps prevent the chip from interfering with the cutting actions.
It is suitable for milling slots where the depth is larger than the width of the slot.
Concave & Convex Milling Cutter

As their name denotes, concave and convex milling cutters can mill convex and concave contours on the workpiece surface. The diameter of the circular form determines the cutter size.
Woodruff Milling Cutter

Woodruff cutters have cutting teeth on the periphery of a disc connected to a straight shank.
These cutters have slightly concave sides to provide chip clearance. They are used for cutting keyways in shafts.
Hobbing Cutter

Hobbing cutter is a cylindrical cutter with helical cutting teeth having grooves that aid in cutting and chip removal.
They are used to cut teeth in the workpiece, and specially designed hobs are used for cutting splines and sprocket gears.
Selecting the Tool – Quick Tips
You can make similar cuts with different types of tools, but it is better to use cutters specifically designed for the job.
High-speed steel is the most affordable cutter material in terms of cost and wear.
More rigid cutter materials, such as cemented carbides and cutting ceramic, are best for high-performance milling jobs.
The number of flutes determines the feed rate. More flutes result in less material removal allowing for higher feed rates.
Coarse tooth cutters are used for rough cuts, while fine tooth cutters are used for light cutting and finishing jobs.
Applications
Peripheral milling is a common milling operation used by manufacturers. It is used to make parts in various shapes and sizes.
Due to high precision and flexibility in milling, it is widely used in the aerospace, defense, automotive, and other manufacturing industries.
It is largely used to work on flat surfaces but can also handle some roughness.
Final Thoughts
You can perform peripheral milling jobs on various machines using different tools.
Selecting the right stock and cutter can boost productivity, reduce costs, and improve the finished product quality.
Unfortunately, the surface finish quality obtained from peripheral milling is comparatively lower than face milling. However, it is better at removing a large amount of material from the workpiece.
With proper designs, peripheral milling is suitable for high-volume manufacturing jobs and can machine unique parts.
You can combine peripheral milling with other milling jobs to make parts of various sizes and shapes efficiently.
Frequently Asked Questions
What is the best type of milling?
Climb or down milling is the best type of milling as it puts less load on the cutting edge. This results in improved tool life and a better surface finish. It is the preferred method when the workpiece, fixture, and tool allow a down cut.
Which materials can be milled?
You can mill metallic and non-metallic materials such as aluminum, copper, stainless steel, titanium, hard plastics, nylon, acetal, HDPE, PVC, carbon fiber, etc.
What is the difference between turning and milling?
The difference between turning and milling is that, in turning jobs, the workpiece is rotated while a cutting tool is fed to remove material. The cutting tool is rotated in milling, and the workpiece is fed. Turning suits axially symmetrical shapes such as cylinders, cones, etc., while you can perform milling operations on symmetrical and unsymmetrical shapes.