




Thread milling is one of the most versatile and effective thread-cutting techniques that can be used for threading different sizes of holes with high precision.
But how exactly do you perform thread milling? And what are the factors that affect the thread milling process?
Thread milling is a metal cutting process used to cut both internal and external threads on workpieces of various sizes. It uses a thread mill cutter that rotates at a high speed and craves out threads by its circular motion, whereas the Z-axis movement determines the pitch of the thread.
This article discusses thread milling operation in detail and provides a detailed guide on selecting the appropriate cutting tool for your application.
In the end, the article also discusses the difference between thread milling and tapping.
What is Thread Milling?
Thread milling is a process that uses a high-speed rotating tool to remove material from the surface of the workpiece and produce threads.
This process is generally performed for metal threading applications where threads are to be cut on the internal or external surface of a large workpiece.
Although threading can also be performed on lathe, milling provides higher material removal with quick cycle time.
To execute a thread milling process, a hole of the desired diameter is drilled for inserting the thread milling tool.
Then, the circular motion of the rotating tool carves out the thread in the case of an internal thread.
Similarly, external threads are machined on cylindrical surfaces of the desired diameter.
Things to Consider For Thread Milling
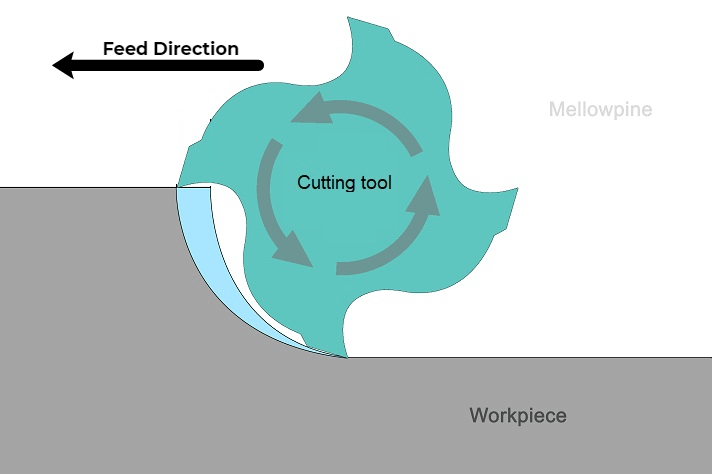
Thread milling is generally performed by using the climb milling machining process (also known as down milling).
Climb milling involves the rotation of the cutter in the direction of feed, generating less heat and minimal tool deflection, leading to lower vibrations.
Thread mills use the side cutting edge of the tool to remove the material from the workpiece, which leads to a high cutting torque.
Therefore, it is advised to use a rigid tool holder to minimize tool deflection and avoid chatter.
While producing right-hand and left-hand threads, it is vital to check the direction of the feed in the z-direction.
Right-hand internal threads require a bottom-to-top feed in a counterclockwise direction along the Z-axis, whereas a counterclockwise top-to-bottom feed is preferred for left-hand internal threads.
Advantages of Thread Milling Over Tapping
| Parameters | Thread milling | Tapping |
|---|---|---|
| Quality | Better quality with clearance | Quality is poor |
| Tool | Tools of smaller size are used | Tools of the same size are needed |
| Machine | Uses a CNC machine to attain the desired speed | Can be performed either by hand or a machine |
| Cutting force | Lower cutting force | Higher cutting force |
| Hole size | The right hole size is not needed to be cut | A drill hole of a slightly larger size needs to be machined |
| Tool breakage | A broken tool falls off the drilled hole due to a comparatively smaller size | A broken tap gets jammed inside the workpiece |
| Types of Thread | Both right-hand and left-hand threads can be machined using the same tool | Require different tools for different threads |
| Tool | A single tool is used for a wide range of hole sizes | Tools of different sizes are needed for different thread sizes |
| Machining time | Tool change-over and machining downtime are minimal | Long tool changeover time |
| Accuracy | Higher accuracy | Lower accuracy |
Improved Tool Life
Thread milling operation delivers comparatively lower cutting forces, making it suitable for machining brittle materials that are prone to breaking or cracking under the influence of strong cutting forces.
Apart from that, low cutting forces also reduce the stress induced on the cutting edge, increasing the life of the thread cutting tool.
Whereas in the case of tapping, there are high chances of tool breakage due to strong cutting forces and friction of the tool against the workpiece.
Apart from that, the tapping operation involves a tight fit between the cutting tool and the drilled hole, reducing the tolerance and increasing the chances of tool damage.
Complete Machining
Thread mill cutters assure a complete machining process as they encounter low cutting force during machining, leading to longer tool life.
Chances of tool breakage are minimal, and thus the machine downtime is negligible.
Tapping tools have a high chance of breakage during the process as the tool teeth are circumferentially engaged with the workpiece, leading to many stress concentration regions. Thereby resulting incomplete machining process.
Flexibility in Cutting

A thread mill cutter is used to thread both internal and external threads, holes of different sizes with the same pitch, and also for both right-hand and left-hand threads.
Thus, being able to perform many operations using a single tool reduces the tooling cost as well as the tool changeover time.
However, this versatility is not available with a tapping tool, and can only be used to perform internal threading.
Better Quality Threads
Thread mill cutters provide optimal machining conditions like lower cutting force and better evacuation of chips as the diameter of the mill cutter is smaller than the thread diameter.
In the case of a tapping process, taps are the same size as the hole, leading to poor chip clearance from the tapped hole.
As a result, thread mill cutters provide a smoother cut with a high surface finish than a tapping tool.
Lower Machining Time
Although tapping can be performed at a comparatively faster machining speed, the time spent in changing the tool for threading different holes is significantly high.
As a result, the lead time for threading holes with variable diameters is comparatively less for thread milling, making it ideal for large-scale production applications.
Higher Accuracy
Thread mill cutters offer higher accuracy than tap tools. For threads that are too coarse for a die or a tap tool to form, thread milling is chosen.
Applications of Thread Milling

Thin-walled components
The cutting forces delivered to the workpiece in thread milling are comparatively lower than the forces delivered in other threading processes.
This minimizes the risk of deforming the workpiece, making it ideal for machining thin-walled components.
High Volume Production
Thread milling is chosen in cases when a vast volume of different or same hole sizes needs to be threaded.
A single-thread milling tool can be used for machining threads of different dimensions. Thus minimizing the machining time and tool change over time.
Machining Fine Threads
Thread milling is suitable for fine threads. In the case of machining coarse threads, tapping is chosen over thread milling.
This is because tapping is comparatively a quicker threading process but provides less accuracy.
Threading Blind Holes
Thread mill cutters can create a complete thread profile even in intricate and difficult-to-access holes like blind holes.
On the other hand, tapping requires a hole deeper than the length of the thread.
Tools Used for Thread Milling
Thread milling tools are generally classified based on their geometry.
Spiral Flute Thread Mill

A spiral flute end thread mill is a flat-ended spiral tool that creates a helical groove on the drilled surface of the workpiece.
The spiral flute allows the chips to move upwards along its surface, facilitating easy chip clearance out of the hole.
As a result, this type of mill is suitable for threading blind holes (holes drilled to a certain depth without passing through the opposite side of the workpiece).
The spiral design minimizes the cutting pressure by reducing the machining forces and enabling high-speed cutting operations.
Therefore, it is used to machine tough and thin-walled parts.
Spiral point Thread Mill

A spiral point end thread mill is a pointed spiral tool that pushes the chip forward (along the direction of tool movement).
This forward movement of chips makes it difficult to machine blind holes.
However, this type of cutting tool is ideal for cutting threads through holes.
Single profile Thread Mill

Single profile thread mill cutters produce external and internal threads with minimum side cutting force.
In addition, it can be used to cut threads of different pitches due to multiple flutes made onto the same tooltip.
Straight flute Thread Mill

Straight flute thread mill cutters are used for machining materials that produce short chips, such as brittle materials like cast iron.
The flutes are designed so that the short chips can be moved easily. This may not be the right choice for long and spiraled chips.
Straight flute tools provide maximum tool rigidity with minimum chip clearance.
Tool Holder with indexable inserts

An indexable thread mill cutter is a versatile thread cutter with tough, durable inserts clamped to the tool holder.
Each insert has a minimum of two or more cutting edges, and replacing a set of inserts costs comparatively less than replacing an entire tool.
Furthermore, the inserts can be replaced easily, providing the ability to use a single tool shank for different operations.
Selecting a Thread Milling Tool

Machining cost and tool cost play a significant role in deciding the choice of tool in various circumstances.
Machining cost involves both machining time and machining rate per hour, whereas tool cost includes tool life and the price of the tool or tool insert.
Under such a circumstance, when tools exhibit the same machining time, the tool cost determines the final choice. For example, a carbide tool costs higher when compared to a tool with inserts.
Purchasing a tool body for an indexable thread mill is cheaper when compared to owning a solid carbide tool because the same tool body can be used for multiple machining operations.
But on the other hand, the cost incurred in purchasing a carbide tool can be recovered when used for a considerable production lot.
For example, a carbide tool can last for almost 2000 threads, which is almost twice that of an indexable tool.
Reconditioning a carbide tool (for example, regrinding the tool) is less expensive than purchasing a new tool. The cost per thread reduces with the number of times reconditioning is performed on the tool.
In the case of the indexable tool, more than 20 sets of inserts are used before the tool body is botched.
However, using an indexable tool would be a better choice for applications where spending valuable time on reconditioning the tool is not an option.
Apart from that, indexable tools can be used for machining threads of different pitches, whereas a solid carbide tool is specifically made to cut threads of a specific pitch.
What is a Thread?

A continuous spiral groove having a crest and a root is defined as a thread.
Threaded grooves are generally cut-in workpieces to provide an easy fastening option that helps in the quick assembling/joining and disassembling/disjoining of two or more parts.
Traditionally, threads were cut manually in workpieces by using different hand tools. However, with the introduction of CNC machines and lathes, the process can now be performed faster and more accurately.
Depending upon the geometry, there are various types of threads such as acme threads, circular threads, single-start threads, multi-start threads, etc.
Nomenclature of a Thread
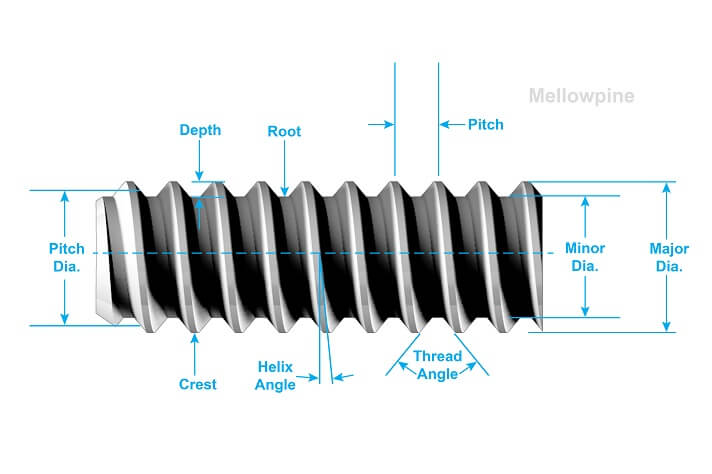
Crest/Root
The top and bottom surfaces of the thread are known as the crest and root, respectively
Major and Minor Diameters
They are the largest and smallest diameters of a thread.
Major diameter is measured between the crest of a thread, whereas minor diameter is the distance between the root of the thread.
Pitch Diameter
It is the nominal diameter of an imaginary circle that passes through the threads. Threads are usually specified by pitch diameter.
Pitch
It is defined as the distance between a point on a tooth to a similar point on the adjacent tooth.
Pitch can also be defined as the distance between two adjacent crests of adjacent roots of a thread.
Lead
It is defined as the distance traversed by a thread axially for one rotation.
Frequently Asked Questions (FAQ)
What type of thread mill is required for a deep coarse thread?
A single-profile thread mill is suitable for achieving a deep coarse thread. Although a single-profile thread mill having a single set of teeth takes a longer time to machine a deep coarse thread, it produces quality threads.
Is it possible to thread deep holes?
Yes, indexable long-shank thread mill cutters help in threading deep holes. Holes with depth three times the hole’s diameter are termed deep holes.
How do we decide the number of passes to machine a thread?
The number of passes to machine a thread depends upon the type of material being machined, the material of the cutter, and the depth of the thread required. Generally, a minimum of three passes are recommended to achieve quality threads.