




Laser cutting or engraving techniques have continuously evolved over the years.
Today laser engravers are capable of engraving complex contours on a material surface using the 3D laser engraving technique.
But how does a laser engrave 3D reliefs and patterns? Is there any special tool required for performing 3D laser engraving?
This article discusses 3D laser engraving in detail by explaining its workflow, compatible materials, and more.
In the end, I recommend some laser engraving machines that you can use for 3D laser engraving jobs.
MellowPine is reader-supported. When you buy through links on my site, I may earn an affiliate commission at no extra cost to you.
What is 3D Laser Engraving?
3D laser engraving technology uses varying depth maps to engrave three-dimensional shapes, unlike traditional 2D laser engraving, which does the whole process at a fixed depth. For the laser machine to engrave at variable depths, it uses a toolpath generated from a grayscale image of a 3D design.
Depending on the percentage of grey on the image, the laser uses varying output power to engrave the 3D design on the work material.
Generally, CNC engraving, when compared to laser engraving, produces better quality 3D engravings, but a high-powered laser with good process control can also produce equally good results.
2D Laser Engraving – The Basics
For performing any type of laser engraving, the first step is making the design. In the CAD phase, you have to consider various factors like fill, path thickness, file type, etc., to get a good engraving result.
The laser control software uses pixel information in the engraving design. High-quality images have lots of pixel information, and so with such images, the engraving time will also be higher.
Once the control software has your design, it generates the necessary toolpath to control the laser to engrave the design.
The laser beam engraves the pixel information of the design row-by-row. Then, wherever the laser beam comes in contact with the material, it removes a layer of material from the surface.
This technique is used for performing different laser operations like marking, engraving, and etching.
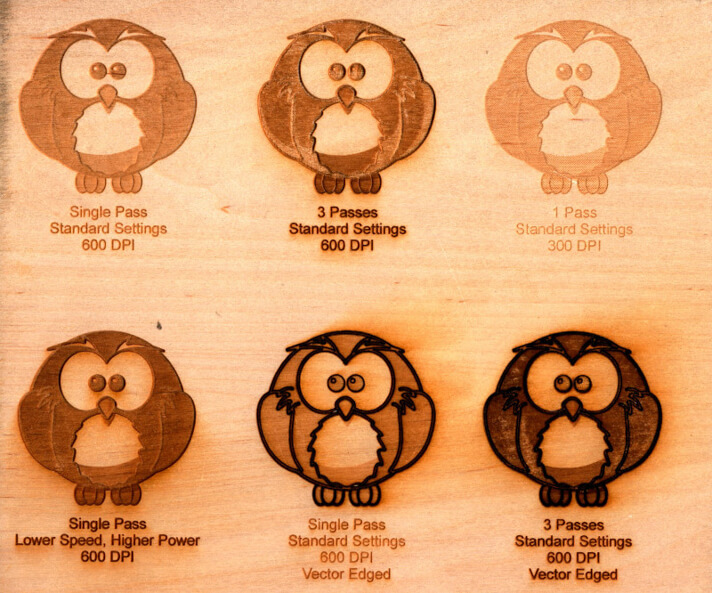
The rate of surface layer removal depends on the laser power and speed of engraving.
Higher powers remove more material, and lower powers remove less material.
Also, when you engrave at a lower speed, the material and laser beam contact time will be higher, which in turn causes dark deeper engravings.
Likewise, at higher speeds, the engraving will be light as there is less contact time between the laser beam and the material.
You can engrave at a much higher speed with high-powered lasers as it requires less dwell time to produce the engraving effect.
3D Laser Engraving – What changed?

In 3D laser engraving, the engraving depth is what changes. For 3D engraving, machines use the variable depth parameter to make protruded designs.
2D laser engraving doesn’t use a variable depth, and it engraves at a constant depth throughout the design. Hence the engraved shapes are plane and two-dimensional.
Because of the variations in engraved depth on 3D laser engraving, the design has a three-dimensional look.
Compared to 2D engraving, 3D laser engraving is much more complicated, and it takes numerous test runs for you to figure out the proper settings of CAD and control.
Furthermore, the optimal design and control parameters for producing a 3D engraving vary from one material to another.
Making it important to learn about the behavior of different materials when processed under a laser to ensure quality output.

Sub-Surface Laser Engraving (SSLE)
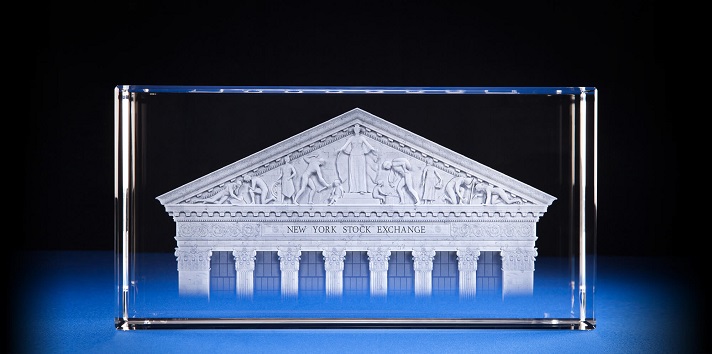
Sub-Surface Laser Engraving (SSLE) is a 3D laser engraving technique used on materials having high optical clarity. For example, transparent acrylic, Borosilicate glass (BK7 or K9 glass), etc.
The design, text, or image is engraved inside the crystal by focusing the laser beam at tight spots. This causes microfractures inside the crystal material.
When engraved with great details, the microfractures will be crowded and close to each other. This, in turn, makes crystals more fragile.
The sub-Surface 3D engraving technique is widely used in making bubblegrams, custom glass gifts, and prizes/trophies.
Materials Compatible with 3D Laser Engraving
Wood

Wood is the most used material for 3D laser engraving, especially hardwoods like oak, cherry, maple, walnut, birch, etc.
Their grain arrangement and density are well suited to engrave varying contours on their surface.
Different woods have varying grain density, resin content, and structure, requiring different laser settings.
Therefore, using the best suitable wood for laser engraving will produce far superior results than laser engraving on wood with an uneven grain pattern.
MDF
MDF (Medium Density Fibreboard) is engineered wood with a fine grain structure. It’s widely accessible and affordable.
Its refined grains get burned layer by layer, showing a visual depth. In addition, there is a specially crafted MDF called Laser MDF, which is best suited for engraving with lasers.
Glass/Crystal
CO2 laser operating at a wavelength of 10,600 nm is considered the best option for 3D laser engraving glass or other crystalline laser compatible materials.
Engravings done on glass have a longer lifespan, and because of their inert nature, they are well suited for laser engraving.
Acrylic
Acrylic is a type of plastic with a glass-like appearance, that offers a cheaper alternative to glass with the durability of plastic.
It is light in weight and is easily accessible. In addition, with a higher melting point, it is largely immune to chemical reactions.
A CO2 laser operating at 10,600 nm is a good option for engraving light, dark, and transparent acrylic.
The Process/Workflow
Software – Preparing the Design
Grayscaling is a crucial factor to consider in the CAD phase to make a design compatible with 3D laser engraving.
For grayscaling, you need to have a three-dimensional design. The design is then converted to a grayscale image and is used as the depth map source for a laser engraver or cutter.

The converted grayscale image will have many shades of gray. The darkest grey or black will be the deepest part of the engraving.
There won’t be any engraving in the white parts of the image, and those parts are the most protruded parts of the design.
Any shade of gray in between black and white will be a relief. While engraving, the dark grays in the design will be more profound than the light grays.
For 3D sub-surface laser engraving, you need to use 3D designs created from 3D CAD software like Blender, Autodesk, etc.
These 3D designs are later converted into point cloud files that the laser machines use.
Laser ON – Engraving it
You can send the prepared grayscale image to the laser control software to analyze and generate a toolpath sent to the laser controller for controlling the machine.
Once you start the engraving process, the laser head moves left and right, engraving the material with a proper power setting depending on the shades of gray.
The laser uses 100% of its power for black parts of the image, and for white parts, it uses 0% power. For any grayscale color in between, the laser uses a particular power depending on the percentage of gray.
It is always advised to perform test runs on the material you are planning to engrave because the optimal settings for laser engraving vary from one machine to another.
Generally, we use a grayscale pattern to find out the variation in the engraving depths.
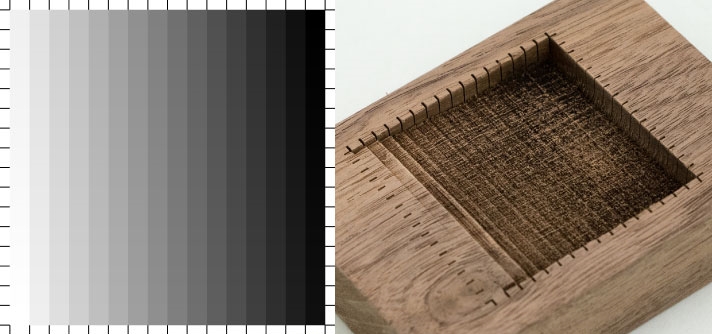
Once you are happy with the result of the test material, you can optimize your grayscale image accordingly and send it to the laser for engraving.

In most cases, depending on the material, the 3D laser-engraved surface of the material will be charred because of the burns caused by the laser during the engraving process.
Therefore, further processing is required to achieve a good surface finish.
Using a low-pressure air assist will blow the burnt material away from the workpiece, thereby minimizing the need for post-processing.
Post-Processing
Post-processing is a major part of 3D laser engraving because deep engraving leaves behind many smoke stains and chars.
The most effective method of cleaning the engraved surface is by scrubbing it using a soft brush under continuously flowing water.
As you scrub, the stains will come off, and the running water will remove them from the material’s surface.
While cleaning, make sure you are using a soft brush. If not, some delicate parts in the engraving will be smoothed out.
Once you clean it well, you will be left with a clean 3D engraved surface depending on your material.

On the other hand, 3D sub-surface laser engraving is done inside the crystal, eliminating the need for post-processing. They will be ready to use right out of the machine.

Best 3D Laser Engraving Machines
Trotec Speedy Series

The Speedy series of laser machines of Trotec Laser is a good option for small businesses wanting to do 3D laser engraving.
These machines are available with fiber and CO2 laser options. For 3D engraving applications, CO2 lasers are the best choice.
The speedy series of machines have laser powers ranging from 20W to 120W, and there are four variants in the speedy series.
| Speedy 100 | Speedy 300 | Speedy 360 | Speedy 400 | |
|---|---|---|---|---|
| Footprint | 40″ x 30.8″ (1018 x 784 mm) | 44.5″ x 37.1″ (1130 x 943 mm) | 48″ x 32.6″ (1221 x 830 mm) | 56.2″ x 37.5″ (1428 x 952 mm) |
| Work Area | 27.2″ x 13.6″ (690 x 346 mm) | 31.3″ x 17.3″ (795 x 440 mm) | 35″ x 23.6″ (890 x 600 mm) | 43.1″ x 27.4″ (1096 x 698 mm) |
| CO2 laser power | 30 – 60W | 30 – 120W | 60 – 120W | 60 – 120W |
A quick comparison of different variants under the speedy series of laser machines
Its OptiMotion technology automatically changes the cutting speed to match the material’s surface geometry.
Trotec uses Ruby software to prepare the design and send it to the laser machine for engraving.
Their machines are extensively customizable, and as per your requirements, you can get different laser powers, accessories, services, etc., from Trotec.
Many valuable learning resources are available on the download area of their website.
You can contact Trotec through phone, email, or by visiting their showroom in Plymouth, USA.
Glowforge Plus 3D

Glowforge Plus 3D is a 40W CO2 laser cutter or engraver that operates at a wavelength of 10,600 nm.
Its footprint is 38″ x 20.75″ and work area measures 11″ x 19.5″. It has an enclosed setup and can work on a maximum of 2″ thick materials.
The laser module’s autofocus feature adjusts the laser beam’s focus by scanning the thickness of the workpiece.
Glowforge Plus 3D can work on wood, fabric, cork, cardboard, rubber, leather, mylar, Delrin, glass, stone, marble, titanium, ceramic, anodized aluminum, etc.
The machine is controlled by OS-independent software that runs on web browsers.
It works with the onboard camera to show a preview of the work area and the design to align the design with the workpiece visually.
Glowforge provides a one-year warranty for the Glowforge Plus laser cutter. You can contact them by phone or email.
They have a dedicated community forum for you to take part in and discuss various laser-related topics and projects.
The Glowforge Pro model provides a pass-through slot to engrave on workpieces with infinite lengths.

It has a work area of 11 x 19.5 inches.
Comes with a one-year warranty.
Final Thoughts
Though 3D laser engraving is a messy process, it certainly is a rewarding technique.
Once you start experimenting with different materials, you will keep improving.
Compared to other laser machining techniques like marking, 2D engraving, etching, and cutting, 3D laser engraving is time-consuming, resource-intensive, and labor-intensive.
It requires a lot of laser run time, and once you are done with the engraving, the material surface further needs to be cleaned and processed for getting a good finish.
If you can overcome all these challenges, 3D laser engraving is a good technique to enhance your laser machine’s capabilities and work on many creative projects.
Frequently Asked Questions
Do I have to use any special software for designing 3D laser engraving files?
For 3D laser engraving, you need to use design software that can design the shape in a three-dimensional space. Then the 3D design has to be converted into a grayscale image. If your current software doesn’t have these features, you’ll have to use dedicated software. Blender is free software that you can use for designing in 3D and converting it into a grayscale image which laser control software accepts.
Why are grayscale images used for 3D carving or engraving in a CNC machine?
Grayscale images are used on CNC machines for 3D carving or engraving applications because their control software uses the shades or percentage of gray color in the image to create a 3D toolpath. The generated 3D toolpath is then used for controlling the CNC machine.
Which software is used for laser engraving?
For laser engraving applications, you need mainly three types of software CAD, CAM, and control. The CAD software is the one that is used to make the design, and the CAM software creates the toolpath from the design, then the toolpath is sent to the control software for controlling the laser machine. In the case of laser cutters or engravers, most control software is also CAM compatible, so you wouldn’t need to use dedicated CAM software.