



If you are into metal machining, you must have come across the term “chip load” and wondered what that is.
It is one of the most important parameters in CNC machining and one that confuses beginners.
Calculating the appropriate chip load helps reduce tool wear, improve surface finish, and increase the overall efficiency of the machining process.
But what exactly is chip load? How do you calculate it? And what are the parameters that affect chip load?
This article will provide a detailed guide on chip load along with steps to calculate the optimal chip load for your operation.
MellowPine is reader-supported. When you buy through links on my site, I may earn an affiliate commission at no extra cost to you.
What’s in this article?
What is Chip Load?
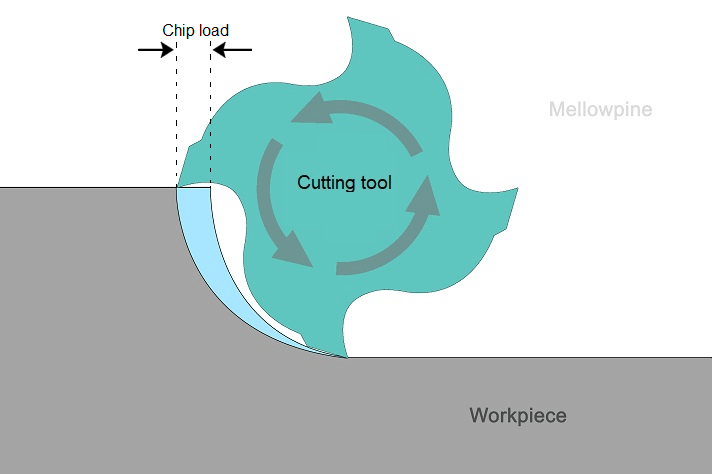
Chip load is defined as the thickness of the chips removed during a machining operation. Chip Load = Feed Rate (inches per minute) / (RPM x number of flutes). Setting machining parameters to ensure optimal chip load improves machining quality and prolongs tool life.
It can also be defined as the maximum load that a cutting tool such as router bits, can withstand without degrading the tool’s life.
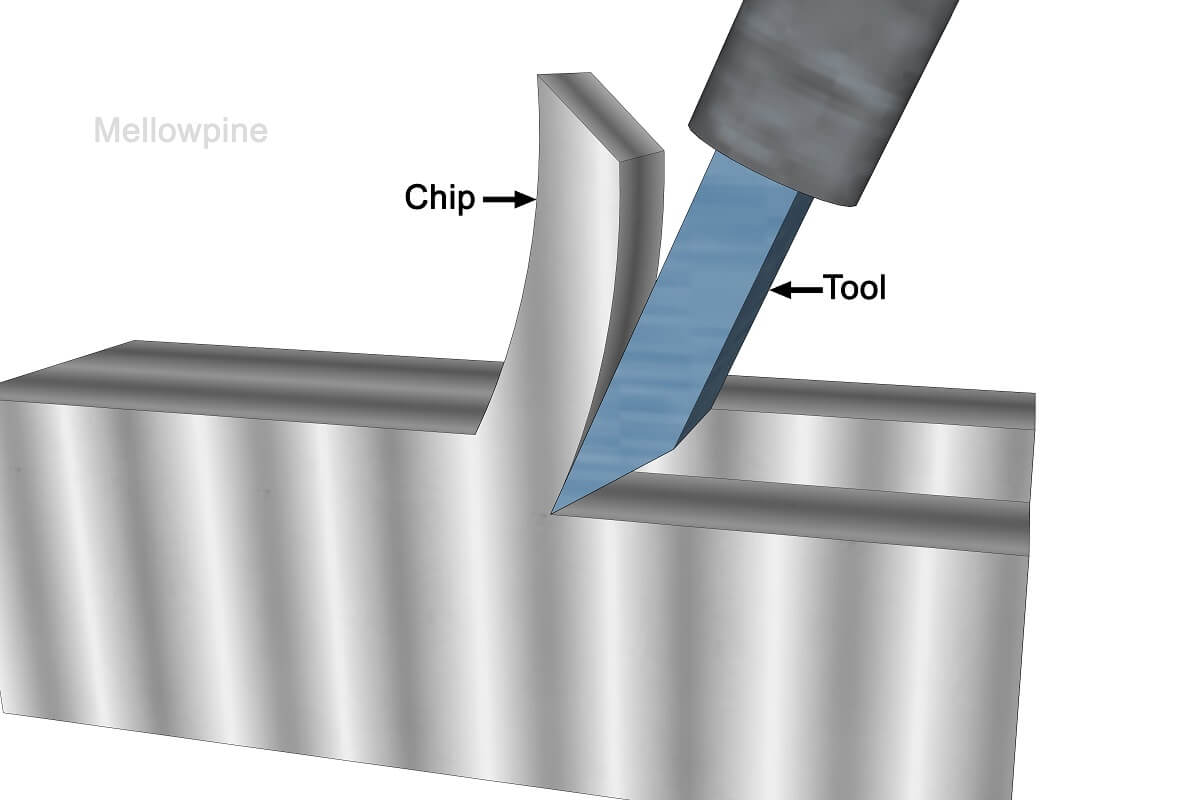
Generally, when performing a machining operation, the tool digs into the material to perform a cutting action.
The resistance offered by the material against the shearing action of the tool results in the development of load on the cutting edge.
This load drastically affects the tool’s life, and if the load exceeds a certain limit, it can even lead to breaking the tool.
So, the logical decision here is to maintain an extremely shallow depth of cut to reduce the resistance offered by the material.
However, this technique can degrade the tool life at an even faster rate.
Thicker chips dissipate heat readily, thereby preventing overheating and minimizing the need for cutting fluid, whereas thin chips fail to do so.
Although shallow cuts will eliminate the risk of snapping the tool, the rubbing action of the cutting edge against the workpiece can result in work-hardening of the cutting edge, and eventually losing its sharpness.
Therefore, it is important to ensure optimal chip load to produce high-quality machining results with maximum tool life.
You can either use the chip load formula or a chip load calculator to calculate the chip load value for your setup and then compare it with the optimal chip load value for a similar setup.
How to Calculate Chip Load
Calculating the chip load is a fairly easy process that involves a simple mathematical equation.
Chip load = Feed rate in IPM ÷ (RPM × Number of flutes)
According to the above equation, the chip load varies directly with the feed rate in inches per minute (IPM) and inversely with RPM and the number of flutes of the cutting tool.
To calculate the chip load for your setup, multiply the spindle RPM by the number of flutes on the cutting tool.
Then divide the feed rate (in IPM) by the product obtained by multiplying RPM and the number of flutes.
Apart from these factors, chip load also depends upon the type of material, tool size, and depth of cut.
The table below shows the optimal chip load for different materials and cutting tool diameters when the depth of cut is equal to the diameter of the tool.
| Material | 1/8″ tool | 1/4″ tool | 3/8″ tool | 1/2″ tool |
|---|---|---|---|---|
| Hardwood | .003”–.005” | .009”–.011” | .015”–.018” | .019”–.021” |
| Softwood/ Plywood | .004”–.006” | .011”–.013” | .017”–.020” | .021”–.023” |
| MDF/Particle board | .004”–.007” | .013”–.016” | .020”–.023” | .025”–.027” |
| Hard plastic | .002”–.004” | .006”–.009” | .008”–.010” | .010”–.012” |
| Soft plastic | .003”–.006” | .007”–.010” | .010”–.012” | .012”–.016” |
| Acrylic | .003”–.005” | .008”–.010” | .010”–.012” | .012”–.015” |
| High-pressure laminate | .003”–.005” | .009”–.012” | .015”–.018” | .023”–.025” |
| Aluminum | .003”–.004” | .005”–.007” | .006”–.008” | .008”–.010” |
Optimal chip load for some of the popular materials and tool diameters
When performing machining operations, it is important to ensure the calculated chip load for your setup lies in the corresponding range of optimal chip load from this table.
However, as mentioned before, if the depth of cut is increased to around twice or thrice the tool diameter, the values in the table should be decreased by about 25% and 50%, respectively.
Importance of Chip Load Equation
The primary objective of calculating the chip load is to improve tool life and the surface finish of the process.
Chip load calculation can help you find the optimal cutting tool for your operation.
Let’s take the example of machining aluminum with a 2-flute end mill at 15,000 RPM and a feed rate of 240 ipm.
Calculating the chip load by using the formula as follows:
Chip load = Feed rate/(RPM x number of flutes)
Chip load = 240/(15,000 x 2)
Chip load = 0.008″
Therefore, from the optimal chip load table, we can identify the optimal tool diameter (3/8″) for aluminum corresponding to 0.008″ chip load.
Apart from that chip load also helps set the optimal machining parameters.
For example, when using a 1/2″ 3-flute cutting tool for machining 3/8″ softwood on a CNC machine operating at 10,000 RPM, you can calculate the optimal feed with the help of chip load.
First, use the table to find the optimal chip load corresponding to softwood and 1/2″ tool diameter, which is around 0.022″.
Then use the formula to calculate the optimal feed rate.
0.022 = Feed rate/(10,000 x 3)
Feed rate = 0.022 x (10,000 x 3)
Feed rate = 660 ipm
However, these parameters are also affected by the ability of a CNC machine used for the process.
A beginner-level CNC machine cannot handle such high feed rates, and therefore these parameters need to be updated to match your machine’s capabilities.
In this example, we can reduce the feed rate by replacing 3-flute with a 2-flute cutting tool and setting the chip load to minimum of the recommended value in the table, which is 0.021″.
You can further reduce the optimal feed rate by reducing the RPM to 8,000, but it must be noted that reducing the RPM too low can degrade the quality of the cut.
So, the new feed rate according to the modified parameters will be:
Feed rate = 0.021″ x 8000 x 2
Feed rate = 336 ipm
To further reduce the feed rate, you can use a cutting tool with a smaller diameter (such as 1/8″ 2-flute tool), which reduces the optimal chip load (to around 0.004″), thereby reducing the optimal feed rate (to around 64 ipm).
Similarly, you can use the chip load calculation to set the optimal values for other machining parameters.
Factors Affecting Chip Load
| Parameter | Relation with Chip Load |
|---|---|
| Spindle speed | Inversely proportional |
| Feed rate | Directly proportional |
| Flutes | Inversely proportional |
| Depth of cut | Directly proportional |
| Machinability of Material | Inversely proportional |
Machining parameters and their proportionality with chip load
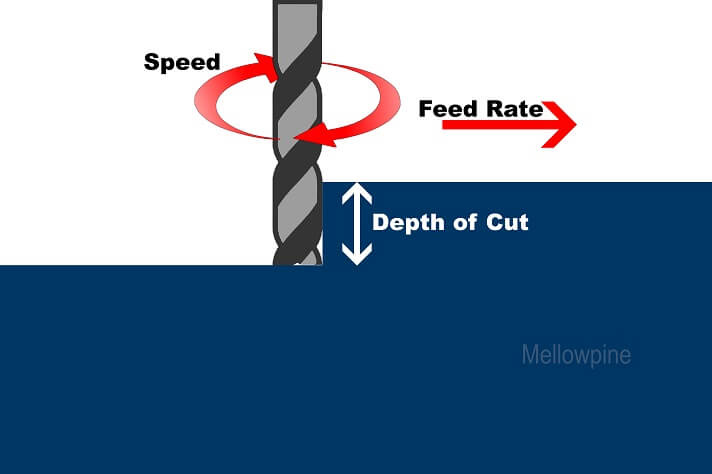
Chip load during a machining process is primarily dependent upon factors such as speed, feed, and the number of flutes of the cutting tool.
However, it also depends upon other factors like depth of cut, type of material, machining capability of the CNC machine, etc.
Spindle Speed
Spindle speed is the speed at which the cutting tool rotates to remove the material from the workpiece.
By the rule of thumb, the higher the spindle speed lower will be the chip load. This is because higher RPM results in a high inertial force, which thereby facilitates an easy chip removal.
Shallow depth of cut at high RPM can result in rubbing of the tool against the workpiece and generating a lot of heat to damage the workpiece and the tool.
Therefore, it is important to regulate the RPM for maintaining optimal chip load.
Feed Rate
Feed rate is the speed at which the tool advances along the surface of the workpiece to remove the material.
Generally, it is recommended to maintain a low feed rate for finishing cuts, whereas high feed rates are used during roughing cuts.
This means that the higher the feed rate, the higher will be the chip load and therefore, the lower will be the quality of the cut.
As a result, high RPM with a slow feed rate is the ideal configuration for low chip load.
However, maintaining an extremely slow feed rate will increase the cycle time and also affect the tool life by increasing the dwell time.
Depth of Cut
Depth of cut during a machining process also has a direct effect on the chip load.
The standard optimal values of chip load are calculated with a depth of cut equal to the diameter of the cutting tool.
However, as the depth of cut increases, the chip load on the tool increases, and therefore the value of optimal chip load, for a particular feed, speed, and flute configuration, decreases.
Generally, it is recommended that, for a depth of cut equal to twice the tool diameter, the optimal chip load should be decreased by around 25%.
Whereas for depth of cut equal to thrice the tool diameter, the optimal chip load is reduced by around 50%.
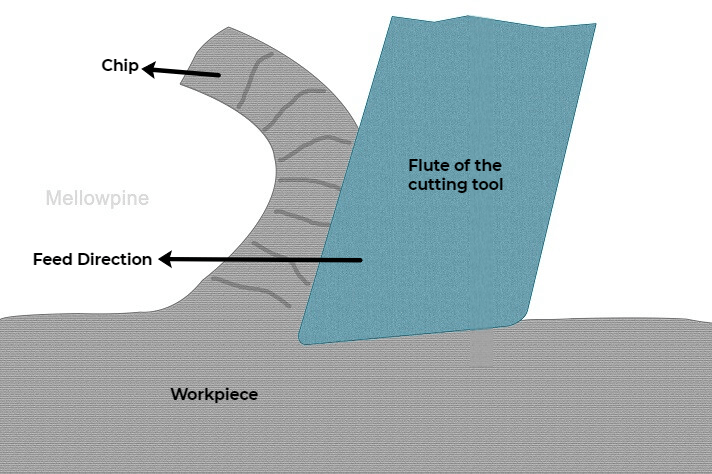
Number of Flutes
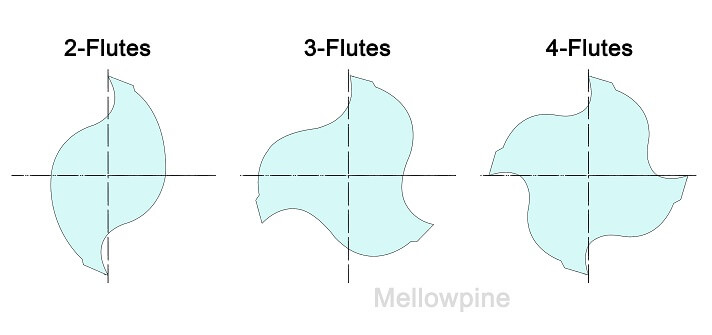
The flute is the cutting edge of the tool, and as the number of cutting edges increases, the chip load decreases.
This can be understood from the fact that a single flute cutting tool produces one chip per revolution, whereas a 3-flute cutting tool produces three chips per revolution.
However, the amount of material removal per revolution remains the same, provided the tool diameter and other machining parameters are similar.
As a result, the chip load is equally distributed among the flutes of the cutting tool, thereby reducing the chip load on individual flutes.
Type of Material
The type of material also plays an important role in determining the optimal chip load for the process.
Generally, soft materials shear off easily under the action of the cutting tool. Hence, they have a higher value of optimal chip load.
Similarly, hard materials are difficult to machine, and increasing the chip thickness can result in tool wear, therefore hard materials have a lower value of optimal chip load.
Frequently Asked Questions (FAQ)
How to find the optimal chip load for a cutting tool?
Generally, most manufacturers provide an approximate value of optimal chip load in terms of the percentage of the tool diameter or a chip load table for their product. This approximate value provides a reference point and you can slightly vary the parameters during the test runs to find the best suitable setting for your application.
Why do harder materials have a lower value of optimal chip load than softer materials?
Optimal chip load determines the maximum feed per tooth while ensuring minimum tool wear. Cutting hard material requires a stronger shear force and hence when cutting through the same thickness of the workpiece, hard materials exert a greater load on the cutting edge, compared to softer materials. Therefore, to minimize tool wear, hard materials have a comparatively lower value of optimal feed per tooth.
Is chip thickness equal to the depth of cut?
No, the chip thickness is not necessarily equal to the depth of cut. For a cutting tool with multiple flutes, the number of chips produced per revolution is equal to the number of flutes, as a result, the chip thickness, for a particular depth of cut, decreases with an increase in the number of flutes.