



Every CNC machining operation requires you to set the optimal speeds and feeds for the process.
They are two of the most important parameters in machining that directly affect quality, efficiency, and tool life.
But what are the factors that affect these parameters and how do you identify the optimal speeds and feeds for the process?
This article provides a detailed guide about the speeds and feeds of a machining operation and explains how to calculate optimal values.
MellowPine is reader-supported. When you buy through links on my site, I may earn an affiliate commission at no extra cost to you.
What are Speeds and Feeds in CNC Machining?
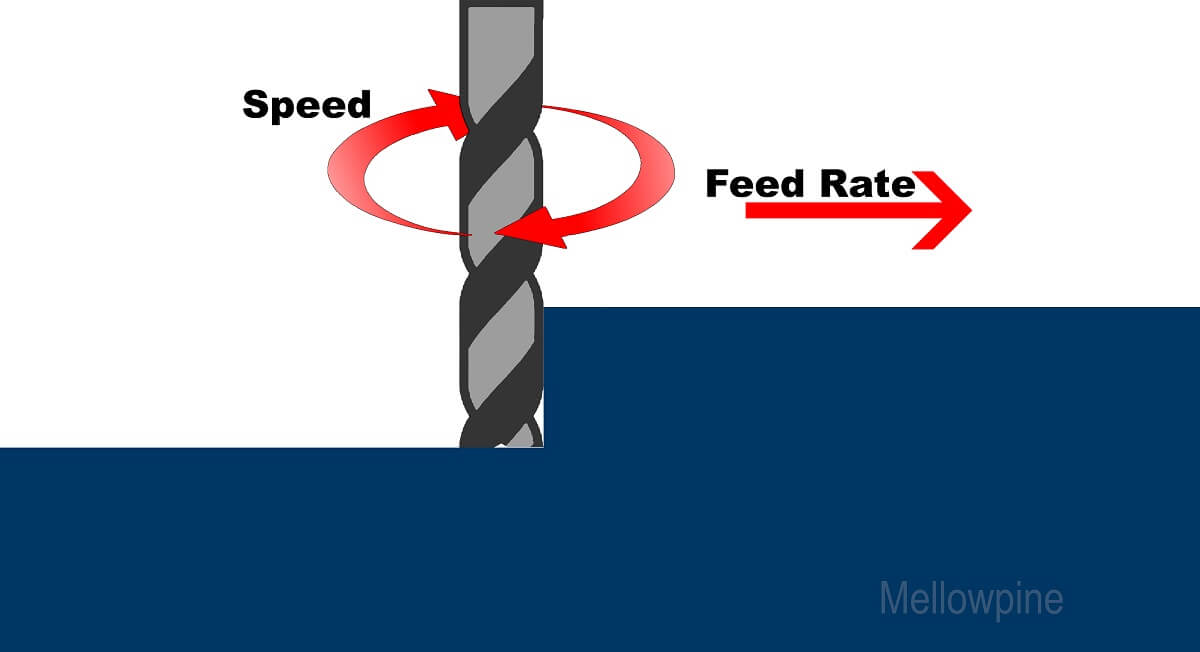
Speeds and feeds refer to different velocities of a cutting process. While cutting speed determines surface feet of material removed per minute (SFM), spindle speed is the rotational speed of the cutting tool/workpiece (RPM), and feed rate is the speed at which the cutting tool advances along the workpiece.
Getting started with a CNC requires thorough knowledge of various parameters, such as speeds, feeds, depth of cut, chip load, etc., that determine its functionality.
In order to produce the best results, each CNC machining process requires a specific combination of these parameters.
Generally, high speed with a slow feed rate is recommended for producing smooth cuts, but machining the material at an extremely high speed can result in overheating and tool damage.
Similarly, a very slow feed rate will increase the cycle time and reduce the productivity of the process.
Therefore, it is important to set the optimal value that produces clean cuts with high productivity.
Speed parameters of a CNC machine consist of two types of speeds: cutting speed and spindle speed.
Cutting Speed
Cutting speed is the relative speed between the workpiece and the cutting tool.
It can be defined as the speed at which a particular point of workpiece passes through the cutting edge.
The cutting speed is generally calculated in terms of meters per minute (MPM) or surface feet per minute (SFM).
Therefore, cutting speed can also be defined as the surface removed by cutting teeth per minute.
Cutting speed, along with the feed rate and depth of cut, determines the material removal rate (MRR) during a machining process.
The cutting speed of a process depends upon factors such as workpiece material, cutting tool material, and expected tool life.
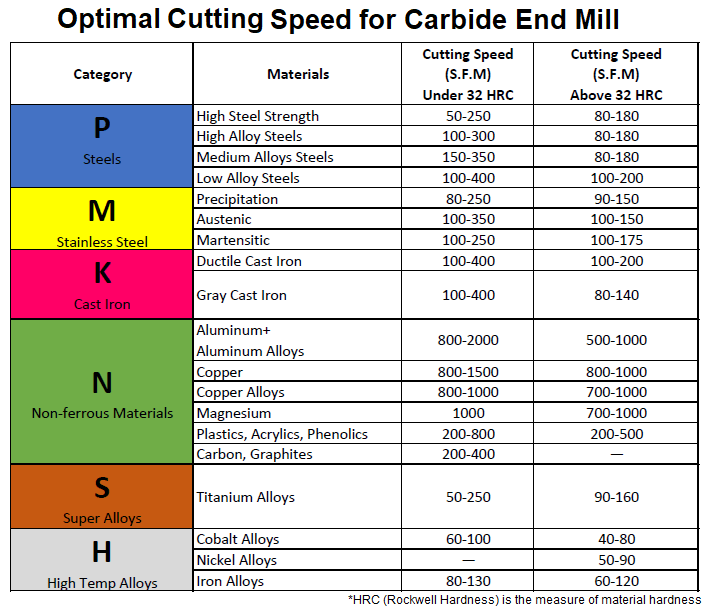
Generally, the optimal cutting speed of a tool can be determined from the reference manual provided by the manufacturer.
These manuals are usually color-coded and have a designated alphabet for each category of material.
P (blue) is for steels, M (yellow) is for stainless steel, K (pink) for cast irons, N (green) for non-ferrous metals like aluminum, S (brown) for superalloys like titanium alloys, and H (gray) for high-temperature alloys.
Spindle Speed
Spindle speed determines the number of rotations that a cutting tool performs per minute (RPM).
The difference between spindle speed and cutting speed can be understood by the fact that two circles of different diameters, rotating at the same RPM, will cover different distances.
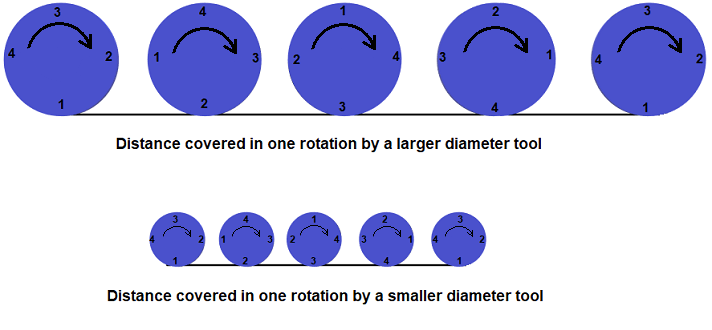
A circle with a larger diameter has a comparatively greater circumference, and therefore, each rotation of the larger circle covers a greater distance than the smaller circle.
As a result, when running at the same RPM setting, the cutting speed (SFM) of the tool with a larger diameter is greater than the tool with a smaller diameter.
The spindle speed primarily depends upon the ability of your CNC machine, cutting tool, and type of material being machined.
Generally, it is recommended to set a high RPM for machining soft materials and a low RPM for machining hard materials.
However, machining a material at too high or too low spindle speed can damage the workpiece and drastically affect the tool life.
Therefore, it is advised to set the optimal speed for your application.
Feed Rate
Feed rate is the speed at which the cutting tool advances along the workpiece to remove material.
It is dependent upon the RPM of the cutter, the number of flutes of the cutting tool, and the chip load.
Generally, a slow feed rate with high RPM produces clean cuts with a high surface finish, whereas a high feed rate might result in a rough cut with a comparatively poor surface finish.
Factors Affecting Speeds and Feeds
| Parameters | Relation with speed or feed |
|---|---|
| Cutting speed | Directly proportional to spindle speed |
| Tool diameter | Inversely proportional to spindle speed |
| Spindle speed | Directly proportional to the feed rate |
| Number of flutes | Directly proportional to the feed rate |
| Chip load/ Feed per tooth | Directly proportional to the feed rate |
Machining parameters and their proportionality with speed and feed
Speeds and feeds of a machining process are directly dependent upon various factors such as the diameter of the cutting tool, the number of flutes, and the chip load.
Apart from these, there are various other factors, such as workpiece material, cutting tool material, rigidity of the CNC machine, tool deflection, etc., that indirectly affect the optimal speed and feed configuration for a machining operation.
Tool Diameter
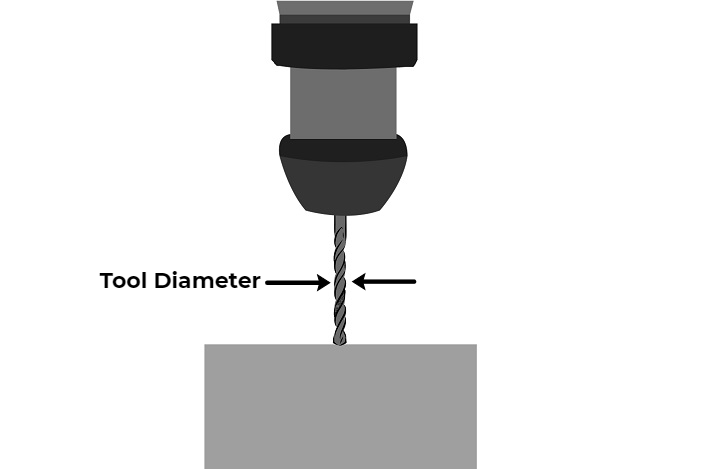
Tool diameter plays an important role in setting the optimal RPM.
A tool with a larger diameter can remove more material than a smaller tool, at the same RPM setting.
For example, consider a 1/8″ cutting tool and a 1/2″ cutting tool, both rotating at the same spindle speed.
Both tools are used for a similar cutting operation with identical cut size and depth.
Due to its larger size, the 1/2″ cutting tool will complete the cutting operation faster than the 1/8″ tool, irrespective of the quality of cut.
This is because the bigger cutting tool removes comparatively more material in each revolution.
Therefore, to attain a quality cut, it is important to consider the diameter of the tool when setting the optimal RPM for the process.
Number of Flutes
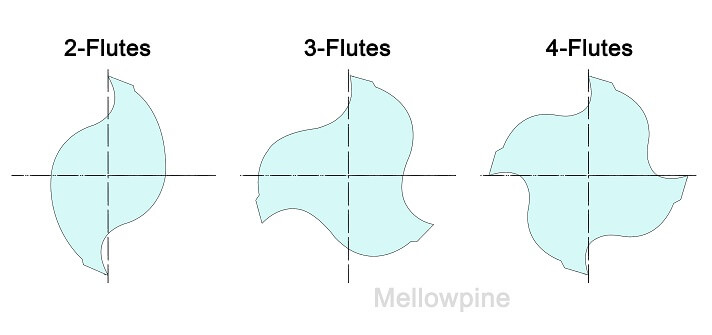
The number of flutes (cutting teeth) of a tool plays an important role in setting the optimal feed rate.
A cutting tool with a single tooth will produce a single chip in one revolution, which means, the entire cutting action will be performed by one tooth.
Whereas in a multi-flute cutter, the cutting operation is performed by all the flutes, and generally, the number of chips produced in one revolution is equal to the total number of flutes.
As a result, the cutting force is equally distributed among different flutes, thereby reducing the risk of damaging the cutting tool.
Therefore, as the number of flutes increases, the optimal feed rate also increases.
Chip Load
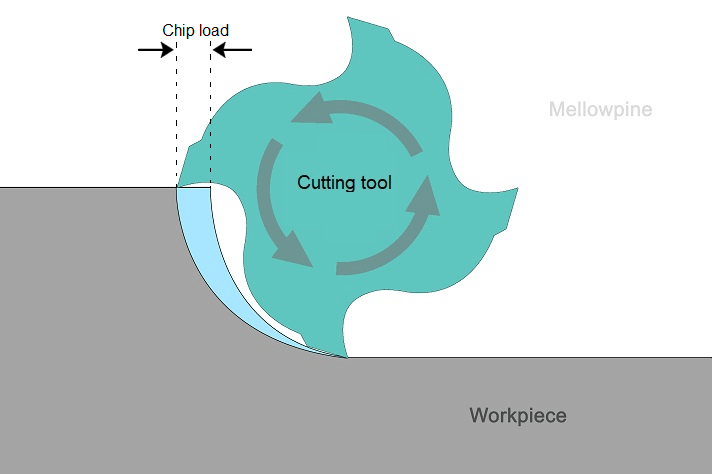
Chip load, also known as feed per tooth, can be defined as the thickness of the chips removed during a machining process.
It is one of the most important machining parameters. Calculating the optimal chip load for a machining process can help set the optimal feed rate of the process.
As the optimal chip load increases, the value of the optimal feed rate also increases.
You can use a chip load calculator to find the chip load value for your machining setup.
Workpiece Material
The type of material of the workpiece also plays an important role in determining the optimal speeds and feeds.
Generally, hard materials, like metals, are difficult to machine, and therefore require a slower feed rate than soft materials like wood.
Furthermore, machining hard metals require greater shearing force to perform the cutting action, therefore a slow RPM and high-torque configuration is ideal for such operations.
Whereas soft materials like wood are relatively easy to machine and require a high RPM to glide the cutting tool through the workpiece.
Cutting tool Material

The cutting tool material determines its ability to withstand strong cutting forces.
A carbide cutting tool can handle stronger force than HSS tools, and therefore can be used for machining at a faster speed and feed configuration.
Rigidity of the Machine
The rigidity of the machine determines the maximum cutting force that can be delivered to the workpiece.
Generally, a CNC machine with a rigid chassis can deliver comparatively stronger cutting forces.
Whereas a machine with a less rigid structure will flex under the load developed due to high cutting forces.
Tool Deflection
The deflection of the tool is one of the most underrated parameters that affect the quality of machining.
A tool with a long shank is more prone to being deflected under strong cutting force, and therefore cannot be used for high speeds and feeds configurations.
Whereas a tool with a minimum stick-out has very less scope for deflection under the action of cutting force and can be used to deliver comparatively stronger forces.
Calculating Optimal Speeds and Feeds
When calculating the speeds and feeds for a machining operation, it must be noted that the optimal cutting speed (SFM) can be obtained from the reference catalog provided by the tool manufacturer.
Similarly, the optimal chip load of a cutting tool for a particular workpiece material can also be obtained from the tool catalog provided by the manufacturer.
Then you can perform the following calculations to obtain the optimal spindle speed and feed rate for different machining operations.
Calculations for Milling Operations

The equation for calculating the optimal spindle speed for a CNC milling operation:
S = (Vs x 12)/(π x D)
Where S denotes the spindle speed in RPM, Vs denotes cutting speed in SFM, and D denotes the diameter of the cutting tool in inches.
You can also calculate the spindle speed in metric units as follows:
S = (Vs x 1000)/(π x D)
Where Vs denotes cutting speed in meters per second (m/sec) and D denotes the diameter of the tool in millimeters (mm).
Similarly, you can calculate the optimal feed rate (in inches per minute) by using the following equation:
Feed Rate = Spindle Speed x Number of flutes x Chip load
It must be noted that the product of multiplying chip load with the number of flutes, gives the cutting feed in inches per revolution (IPR).
Therefore, feed rate (IPM) can also be defined as the product of spindle speed (RPM) and cutting feed (IPR).
Calculations For Lathe Operations
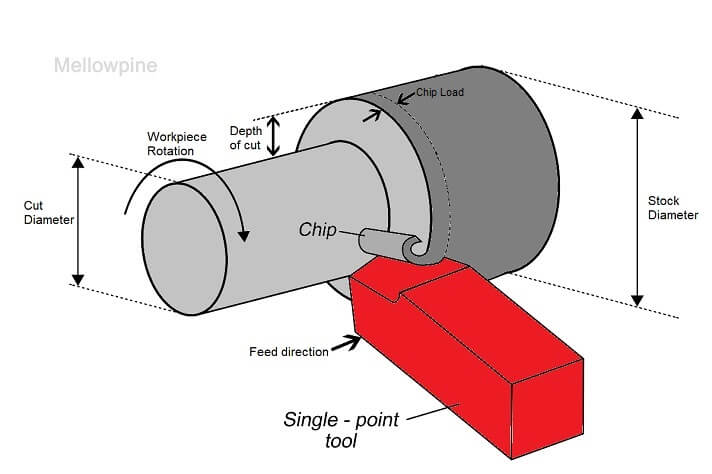
Machining operations of a CNC Lathe are different from other operations because instead of a rotating tool, lathe machines consist of a rotating workpiece.
Therefore, a lathe cutting tool is significantly different from router bits or end mills.
However, the speed and feed calculations for turning operations is quite similar to milling and drilling, with the only difference being the concerned diameter for calculations.
As lathe machines consist of a rotating workpiece, we consider the machined diameter of the workpiece (instead of tool diameter) to calculate the optimal spindle speed.
The optimal speed for a turning operation can be calculated as follows:
S = (Vs x 12)/(π x D)
Where S is the spindle speed in RPM, Vs is the cutting speed in SFM, and D is the cut diameter in inches.
It must be noted that the product of π and the diameter of the workpiece or cutting tool gives its circumference.
Therefore, spindle speed can also be defined as the ratio of cutting speed at the tool-workpiece interface and its circumference.
Furthermore, lathe tools used for turning operations are mostly single-point cutting tools, hence, chip load is equal to the cutting feed per revolution (in inches per revolution).
Feed rate (IPM) = Spindle speed (RPM) x feed per revolution (IPR)
Calculations For Drilling Operations
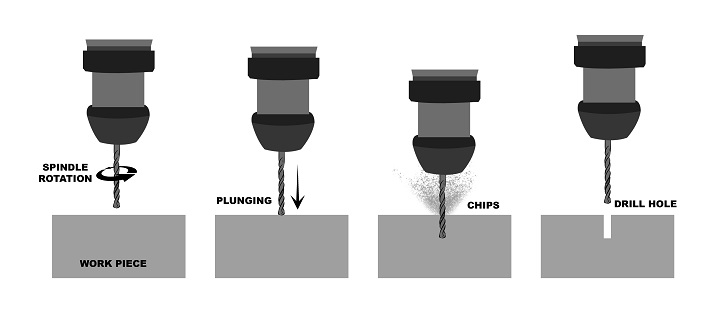
Similarly for drilling operations, the speeds and feeds can be calculated as follows.
S = (Vs x 1000)/(π x D)
Where Vs denotes cutting speed in meters per second (m/sec) and D denotes the diameter of the tool in millimeters (mm).
Feed rate (IPM) = Spindle speed (RPM) x feed per revolution (IPR)
Frequently Asked Questions (FAQ)
Does the depth of cut affect speeds and feeds for a machining process?
Yes, the depth of cut is an important factor that affects the chip load, and therefore affects the optimal speed and feed for a machining process. Generally, as the depth of cut increases, the optimal feed rate decreases.
Do calculated speed and feed always ensure perfect results?
No. Although the calculated speeds and feeds consider all the possible variables involved in the process, there are certain variables that vary from one setup to another, such as rigidity of the machine, tool stick-out, vibrations of the machine, etc. Therefore, the calculated speeds and feeds do not always ensure perfect results, and it is necessary to perform test runs and tune the parameters according to your setup.
How to calculate speeds and feeds for a drilling operation performed on a lathe?
Drilling operation on lathe is performed by using a drill bit, and therefore the optimal speeds and feeds for the process should be calculated by using the formula for drilling operations. However, lathe consists of a rotating workpiece, and the RPM involved in the calculations is the spindle speed of the chuck.