




If are into CNC machining or CNC routing you might have come across the term ER collets.
In this article, I explain to you what an ER collet is, what are the popular types, their applications, and the sizes they come in.
What is an ER collet?
Collet
Before understanding ER collets you should know what a collet is.
A collet is a clamp-like holder that can exert a great force onto an object onto which it is tightened.
ER collet
The ER collet system is the most popular clamping system that is widely used for different applications.
Formerly they were referred to as “E” collets and were standardized according to alphabetical order.
Later Rego-Fix, a Swiss precision tool manufacturer, modified E collet, then patented and marketed it as ER collet, where “R” stands for Rego-Fix.
ER collets are commonly used in CNC machines as a tool holder for high precision drilling, milling, and grinding applications.
ER Collet Design

A nut and a threaded body shaft together make an ER collet system.
The tool is inserted onto the collet with the nut already in place, this is because the end mill or router bit may deform nut bearings.
Inserting the cutting end of the tool into the collet can damage the collet.
Once the tool is inserted the nut is tightened and the collet system tightens around the tool shank which provides a great grip on the tool and is held well in place.
If you are someone who has been dealing with ER collets, you would have come across the DIN-6499 standardization.
ER collets are standardized internationally as ISO-15488, but in the marketplace, it’s mostly referred to as DIN-6499 which is the same but a German standardization.
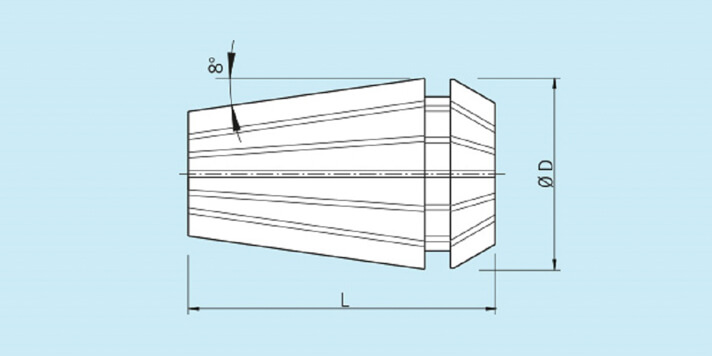
ER collet exerts high holding power to the tool by a combined mechanism of an 8-degree back taper and a 30-degree front nose taper.
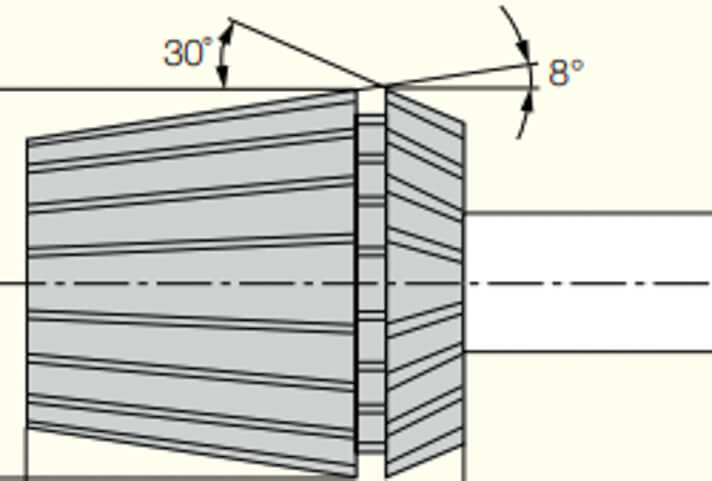
The front nose has a wide surface area for the nut to contact the collet. This helps exert a high clamping pressure onto the tool shank.
All parts including ER chucks, ER collets, and ER clamping nuts are standardized by ISO-15488 (DIN-6499).
This lets you interchange various ER collet systems from different manufacturers since they all follow a common standard.
Unlike ER collet systems other holding systems don’t take into consideration the clamping-range (tolerance) values different manufacturers are using.
That is, ER collets can hold tools of different diameters within a specified range, unlike normal holders which can only accommodate one tool size.
Though ER collets are generally used as a tool-holder they can also be used as a work-holder through ER collet fixtures that can hold cylindrical workpieces.

You have the flexibility of choosing ER collets with additional features like hard touch coating, thermal shrinking, anti-friction coating, and more.
Added hard touch coating provides improved corrosion protection, water resistance, prolonged surface finish quality, and long-runout accuracy.
Thermal shrinking is an enhancement to existing collet systems. It uses the phenomenon of thermal expansion and shrinking for the rigid clamping of tools.
ER-collet nuts have a unique two-piece friction mechanism that combines angular and radial self-centering movements.
It is balanced for a high spindle spin with its unique extractor teeth design and exerts a powerful grip force that is about 50-100% higher than common nuts.

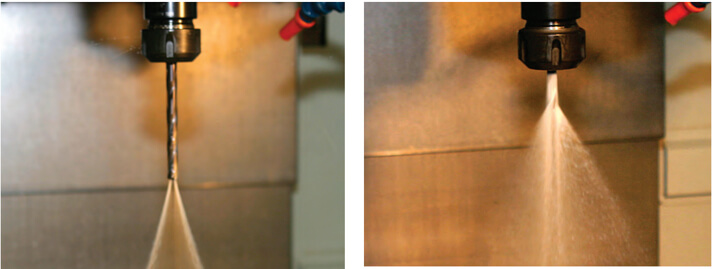
When it comes to sealed collets, two types of sealed collets are generally used. One has an internal coolant supply and is used for straight shank cutting tools with a coolant hole.
The second one comes with angular double-nozzles which are used for cutting tools with a standard straight shank, that don’t accommodate a coolant hole.
Standard Sizes of ER Collet System
ER systems come in different sizes to fit into different machines and to hold different tool sizes. You need to check the size of the collet supported by your spindle.
For example, ER11 can hold a shank with a diameter that ranges from 0.5mm to 7mm.
| System size | Length(mm) | Diameter(mm) | Max Shank Range(mm) | Total Clamping Range(mm) |
|---|---|---|---|---|
| ER-8 | 13.6 mm | 8.5 mm | 1 – 5 mm | 0.5 – 5 mm |
| ER-11 | 18 mm | 11.5 mm | 1 – 7 mm | 0.5 – 7 mm |
| ER-16 | 27.5 mm | 17 mm | 1 – 10 mm | 0.5 – 10 mm |
| ER-20 | 31.5 mm | 21 mm | 1 – 13 mm | 0.5 – 13 mm |
| ER-25 | 34 mm | 26 mm | 1 – 16 mm | 0.5 – 16 mm |
| ER-32 | 40 mm | 33 mm | 2 – 22 mm | 1 – 22 mm |
| ER-40 | 46 mm | 41 mm | 3 – 30 mm | 2 – 30 mm |
| ER-50 | 60 mm | 52 mm | 6 – 36 mm | 4 – 34 mm |
Standard series ER collet set dimensions
The size mentioned on the collet is the largest size it can hold, it can hold any tool within its clamping range.
ER Collet Subsystems
Before jumping onto ER collet sub-systems, I want to explain some complex-looking words to make it easy to understand.
Collet Pocket
A Collet pocket is a space for the tool to get through the ER collet. The collet pocket size of an ER collet represents the maximum tool diameter it can accommodate.
Tolerance
Tolerance value refers to what extent an ER collet pocket can be tightened or how much a collet can contract to accommodate a tool.
Clamping Range
The clamping range is directly related to the tolerance value and specifies the diameter range of tools that an ER collet can accommodate.
For example, the ER8 collet set has a clamping range of 0.5mm – 5mm.
That is, an ER8 collet set can hold tools with a diameter of 0.5mm to 5mm.
There are many collet sub-systems in a standard series. These sub-systems are differed by their collet pocket sizes.
For example, an ER8-1mm collet is a sub-system collet under ER8 style and it can’t hold any shank bigger than 1mm in diameter.
But it can hold any shank sizes in between 0.5mm to 1mm since it has a tolerance value of 0.5mm.
The following chart is as per the DIN-6499 standard followed by Rego-Fix and will give you a clearer picture of different collet sizes and their holding capacity.
This large chart below has all the data you need to find your optimum tool holder (ER8 to ER 50).
| System size | Collet pocket size | Tolerance value | Clamping range |
|---|---|---|---|
| ER8 | |||
| ER8 | 1 mm | 0.5 mm | 1 – 0.5 mm |
| ER8 | 1.5 mm | 0.5 mm | 1.5 – 1 mm |
| ER8 | 2 mm | 0.5 mm | 2 – 1.5 mm |
| ER8 | 2.5 mm | 0.5 mm | 2.5 – 2 mm |
| ER8 | 3 mm | 0.5 mm | 3 – 2.5 mm |
| ER8 | 3.5 mm | 0.5 mm | 3.5 – 3 mm |
| ER8 | 4 mm | 0.5 mm | 4 – 3.5 mm |
| ER8 | 4.5 mm | 0.5 mm | 4.5 – 4 mm |
| ER8 | 5 mm | 0.5 mm | 5 – 4.5 mm |
| ER11 | |||
| ER11 | 1 mm | 0.5 mm | 1 – 0.5 mm |
| ER11 | 1.5 mm | 0.5 mm | 1.5 – 1 mm |
| ER11 | 2 mm | 0.5 mm | 2 – 1.5 mm |
| ER11 | 2.5 mm | 0.5 mm | 2.5 – 2 mm |
| ER11 | 3 mm | 0.5 mm | 3 – 2.5 mm |
| ER11 | 3.5 mm | 0.5 mm | 3.5 – 3 mm |
| ER11 | 4 mm | 0.5 mm | 4 – 3.5 mm |
| ER11 | 4.5 mm | 0.5 mm | 4.5 – 4 mm |
| ER11 | 5 mm | 0.5 mm | 5 – 4.5 mm |
| ER11 | 5.5 mm | 0.5 mm | 5.5 – 5 mm |
| ER11 | 6 mm | 0.5 mm | 6 – 5.5 mm |
| ER11 | 6.5 mm | 0.5 mm | 6.5 – 6 mm |
| ER11 | 7 mm | 0.5 mm | 7 – 6.5 mm |
| ER16 | |||
| ER16 | 1 mm | 0.5 mm | 1 – 0.5 mm |
| ER16 | 1.5 mm | 0.5 mm | 1.5 – 1 mm |
| ER16 | 2 mm | 1 mm | 2 – 1 mm |
| ER16 | 2.5 mm | 1 mm | 2.5 – 1.5 mm |
| ER16 | 3 mm | 1 mm | 3 – 2 mm |
| ER16 | 3.5 mm | 1 mm | 3.5 – 2.5 mm |
| ER16 | 4 mm | 1 mm | 4 – 3 mm |
| ER16 | 4.5 mm | 1 mm | 4.5 – 3.5 mm |
| ER16 | 5 mm | 1 mm | 5 – 4 mm |
| ER16 | 5.5 mm | 1 mm | 5.5 – 4.5 mm |
| ER16 | 6 mm | 1 mm | 6 – 5 mm |
| ER16 | 6.5 mm | 1 mm | 6.5 – 5.5 mm |
| ER16 | 7 mm | 1 mm | 7 – 6 mm |
| ER16 | 7.5 mm | 1 mm | 7.5 – 6.5 mm |
| ER16 | 8 mm | 1 mm | 8 – 7 mm |
| ER16 | 8.5 mm | 1 mm | 8.5 – 7.5 mm |
| ER16 | 9 mm | 1 mm | 9 – 8 mm |
| ER16 | 9.5 mm | 1 mm | 9.5 – 8.5 mm |
| ER16 | 10 mm | 1 mm | 10 – 9 mm |
| ER20 | |||
| ER20 | 1 mm | 0.5 mm | 1 – 0.5 mm |
| ER20 | 1.5 mm | 0.5 mm | 1.5 – 1 mm |
| ER20 | 2 mm | 1 mm | 2 – 1 mm |
| ER20 | 2.5 mm | 1 mm | 2.5 – 1.5 mm |
| ER20 | 3 mm | 1 mm | 3 – 2 mm |
| ER20 | 3.5 mm | 1 mm | 3.5 – 2.5 mm |
| ER20 | 4 mm | 1 mm | 4 – 3 mm |
| ER20 | 4.5 mm | 1 mm | 4.5 – 3.5 mm |
| ER20 | 5 mm | 1 mm | 5 – 4 mm |
| ER20 | 5.5 mm | 1 mm | 5.5 – 4.5 mm |
| ER20 | 6 mm | 1 mm | 6 – 5 mm |
| ER20 | 6.5 mm | 1 mm | 6.5 – 5.5 mm |
| ER20 | 7 mm | 1 mm | 7 – 6 mm |
| ER20 | 7.5 mm | 1 mm | 7.5 – 6.5 mm |
| ER20 | 8 mm | 1 mm | 8 – 7 mm |
| ER20 | 8.5 mm | 1 mm | 8.5 – 7.5 mm |
| ER20 | 9 mm | 1 mm | 9 – 8 mm |
| ER20 | 9.5 mm | 1 mm | 9.5 – 8.5 mm |
| ER20 | 10 mm | 1 mm | 10 – 9 mm |
| ER20 | 10.5 mm | 1 mm | 10.5 -9.5 mm |
| ER20 | 11 mm | 1 mm | 11 – 10 mm |
| ER20 | 11.5 mm | 1 mm | 11.5 – 10.5 mm |
| ER20 | 12 mm | 1 mm | 12 – 11 mm |
| ER20 | 12.5 mm | 1 mm | 12.5 – 11.5 mm |
| ER20 | 13 mm | 1 mm | 13 – 12 mm |
| ER25 | |||
| ER25 | 1 mm | 0.5 mm | 1 – 0.5 mm |
| ER25 | 1.5 mm | 0.5 mm | 1.5 – 1 mm |
| ER25 | 2 mm | 1 mm | 2 – 1 mm |
| ER25 | 2.5 mm | 1 mm | 2.5 – 1.5 mm |
| ER25 | 3 mm | 1 mm | 3 – 2 mm |
| ER25 | 3.5 mm | 1 mm | 3.5 – 2.5 mm |
| ER25 | 4 mm | 1 mm | 4 – 3 mm |
| ER25 | 4.5 mm | 1 mm | 4.5 – 3.5 mm |
| ER25 | 5 mm | 1 mm | 5 – 4 mm |
| ER25 | 5.5 mm | 1 mm | 5.5 – 4.5 mm |
| ER25 | 6 mm | 1 mm | 6 – 5 mm |
| ER25 | 6.5 mm | 1 mm | 6.5 – 5.5 mm |
| ER25 | 7 mm | 1 mm | 7 – 6 mm |
| ER25 | 7.5 mm | 1 mm | 7.5 – 6.5 mm |
| ER25 | 8 mm | 1 mm | 8 – 7 mm |
| ER25 | 8.5 mm | 1 mm | 8.5 – 7.5 mm |
| ER25 | 9 mm | 1 mm | 9 – 8 mm |
| ER25 | 9.5 mm | 1 mm | 9.5 – 8.5 mm |
| ER25 | 10 mm | 1 mm | 10 – 9 mm |
| ER25 | 10.5 mm | 1 mm | 10.5 -9.5 mm |
| ER25 | 11 mm | 1 mm | 11 – 10 mm |
| ER25 | 11.5 mm | 1 mm | 11.5 – 10.5 mm |
| ER25 | 12 mm | 1 mm | 12 – 11 mm |
| ER25 | 12.5 mm | 1 mm | 12.5 – 11.5 mm |
| ER25 | 13 mm | 1 mm | 13 – 12 mm |
| ER25 | 13.5 mm | 1 mm | 13.5 – 12.5 mm |
| ER25 | 14 mm | 1 mm | 14 – 13 mm |
| ER25 | 14.5 mm | 1 mm | 14.5 – 13.5 mm |
| ER25 | 15 mm | 1 mm | 15 – 14 mm |
| ER25 | 15.5 mm | 1 mm | 15.5 – 14.5 |
| ER25 | 16 mm | 1 mm | 16 – 15 mm |
| ER32 | |||
| ER32 | 2 mm | 1 mm | 2 – 1 mm |
| ER32 | 2.5 mm | 1 mm | 2.5 – 1.5 mm |
| ER32 | 3 mm | 1 mm | 3 – 2 mm |
| ER32 | 3.5 mm | 1 mm | 3.5 – 2.5 mm |
| ER32 | 4 mm | 1 mm | 4 – 3 mm |
| ER32 | 4.5 mm | 1 mm | 4.5 – 3.5 mm |
| ER32 | 5 mm | 1 mm | 5 – 4 mm |
| ER32 | 5.5 mm | 1 mm | 5.5 – 4.5 mm |
| ER32 | 6 mm | 1 mm | 6 – 5 mm |
| ER32 | 6.5 mm | 1 mm | 6.5 – 5.5 mm |
| ER32 | 7 mm | 1 mm | 7 – 6 mm |
| ER32 | 7.5 mm | 1 mm | 7.5 – 6.5 mm |
| ER32 | 8 mm | 1 mm | 8 – 7 mm |
| ER32 | 8.5 mm | 1 mm | 8.5 – 7.5 mm |
| ER32 | 9 mm | 1 mm | 9 – 8 mm |
| ER32 | 9.5 mm | 1 mm | 9.5 – 8.5 mm |
| ER32 | 10 mm | 1 mm | 10 – 9 mm |
| ER32 | 10.5 mm | 1 mm | 10.5 -9.5 mm |
| ER32 | 11 mm | 1 mm | 11 – 10 mm |
| ER32 | 11.5 mm | 1 mm | 11.5 – 10.5 mm |
| ER32 | 12 mm | 1 mm | 12 – 11 mm |
| ER32 | 12.5 mm | 1 mm | 12.5 – 11.5 mm |
| ER32 | 13 mm | 1 mm | 13 – 12 mm |
| ER32 | 13.5 mm | 1 mm | 13.5 – 12.5 mm |
| ER32 | 14 mm | 1 mm | 14 – 13 mm |
| ER32 | 14.5 mm | 1 mm | 14.5 – 13.5 mm |
| ER32 | 15 mm | 1 mm | 15 – 14 mm |
| ER32 | 15.5 mm | 1 mm | 15.5 – 14.5 |
| ER32 | 16 mm | 1 mm | 16 – 15 mm |
| ER32 | 16.5 mm | 1 mm | 16.5 – 15.5 mm |
| ER32 | 17 mm | 1 mm | 17 – 16 mm |
| ER32 | 17.5 mm | 1 mm | 17.5 – 16.5 mm |
| ER32 | 18 mm | 1 mm | 18 – 17 mm |
| ER32 | 18.5 mm | 1 mm | 18.5 – 17.5 mm |
| ER32 | 19 mm | 1 mm | 19 – 18 mm |
| ER32 | 19.5 mm | 1 mm | 19.5 – 18.5 mm |
| ER32 | 20 mm | 1 mm | 20 – 19 mm |
| ER32 | 21 mm | 1 mm | 21 – 20 mm |
| ER32 | 22 mm | 1 mm | 22 – 21 mm |
| ER40 | |||
| ER40 | 3 mm | 1 mm | 3 – 2 mm |
| ER40 | 3.5 mm | 1 mm | 3.5 – 2.5 mm |
| ER40 | 4 mm | 1 mm | 4 – 3 mm |
| ER40 | 4.5 mm | 1 mm | 4.5 – 3.5 mm |
| ER40 | 5 mm | 1 mm | 5 – 4 mm |
| ER40 | 5.5 mm | 1 mm | 5.5 – 4.5 mm |
| ER40 | 6 mm | 1 mm | 6 – 5 mm |
| ER40 | 6.5 mm | 1 mm | 6.5 – 5.5 mm |
| ER40 | 7 mm | 1 mm | 7 – 6 mm |
| ER40 | 7.5 mm | 1 mm | 7.5 – 6.5 mm |
| ER40 | 8 mm | 1 mm | 8 – 7 mm |
| ER40 | 8.5 mm | 1 mm | 8.5 – 7.5 mm |
| ER40 | 9 mm | 1 mm | 9 – 8 mm |
| ER40 | 9.5 mm | 1 mm | 9.5 – 8.5 mm |
| ER40 | 10 mm | 1 mm | 10 – 9 mm |
| ER40 | 10.5 mm | 1 mm | 10.5 -9.5 mm |
| ER40 | 11 mm | 1 mm | 11 – 10 mm |
| ER40 | 11.5 mm | 1 mm | 11.5 – 10.5 mm |
| ER40 | 12 mm | 1 mm | 12 – 11 mm |
| ER40 | 12.5 mm | 1 mm | 12.5 – 11.5 mm |
| ER40 | 13 mm | 1 mm | 13 – 12 mm |
| ER40 | 13.5 mm | 1 mm | 13.5 – 12.5 mm |
| ER40 | 14 mm | 1 mm | 14 – 13 mm |
| ER40 | 14.5 mm | 1 mm | 14.5 – 13.5 mm |
| ER40 | 15 mm | 1 mm | 15 – 14 mm |
| ER40 | 15.5 mm | 1 mm | 15.5 – 14.5 |
| ER40 | 16 mm | 1 mm | 16 – 15 mm |
| ER40 | 16.5 mm | 1 mm | 16.5 – 15.5 mm |
| ER40 | 17 mm | 1 mm | 17 – 16 mm |
| ER40 | 17.5 mm | 1 mm | 17.5 – 16.5 mm |
| ER40 | 18 mm | 1 mm | 18 – 17 mm |
| ER40 | 18.5 mm | 1 mm | 18.5 – 17.5 mm |
| ER40 | 19 mm | 1 mm | 19 – 18 mm |
| ER40 | 19.5 mm | 1 mm | 19.5 – 18.5 mm |
| ER40 | 20 mm | 1 mm | 20 – 19 mm |
| ER40 | 20.5 mm | 1 mm | 20.5 – 19.5 mm |
| ER40 | 21 mm | 1 mm | 21 – 20 mm |
| ER40 | 21.5 mm | 1 mm | 21.5 – 20.5 mm |
| ER40 | 22 mm | 1 mm | 22 – 21 mm |
| ER40 | 22.5 | 1 mm | 22.5 – 21.5 mm |
| ER40 | 23 | 1 mm | 23 – 22 mm |
| ER40 | 23.5 | 1 mm | 23.5 -22.5 mm |
| ER40 | 24 | 1 mm | 24 – 23 mm |
| ER40 | 24.5 | 1 mm | 24.5 – 23.5 mm |
| ER40 | 25 | 1 mm | 25 – 24 mm |
| ER40 | 25.5 | 1 mm | 25.5 – 24.5 mm |
| ER40 | 26 | 1 mm | 26 – 25 mm |
| ER40 | 27 | 1 mm | 27 – 26 mm |
| ER40 | 28 | 1 mm | 28 – 27 mm |
| ER40 | 29 | 1 mm | 29 – 28 mm |
| ER40 | 30 | 1 mm | 30 – 29 mm |
| ER50 | |||
| ER50 | 6 mm | 2 mm | 6 – 4 mm |
| ER50 | 8 mm | 2 mm | 8 – 6 mm |
| ER50 | 10 mm | 2 mm | 10 – 8 mm |
| ER50 | 12 mm | 2 mm | 12 – 10 mm |
| ER50 | 14 mm | 2 mm | 14 – 12 mm |
| ER50 | 16 mm | 2 mm | 16 – 14 mm |
| ER50 | 18 mm | 2 mm | 18 – 16 mm |
| ER50 | 20 mm | 2 mm | 20 – 18 mm |
| ER50 | 22 mm | 2 mm | 22 – 20 mm |
| ER50 | 24 mm | 2 mm | 24 – 22 mm |
| ER50 | 25 mm | 2 mm | 25 – 23 mm |
| ER50 | 26 mm | 2 mm | 26 – 24 mm |
| ER50 | 28 mm | 2 mm | 28 – 26 mm |
| ER50 | 30 mm | 2 mm | 30 – 28 mm |
| ER50 | 32 mm | 2 mm | 32 – 30 mm |
| ER50 | 34 mm | 2 mm | 34 – 32 mm |
| ER50 | 36 mm | 2 mm | 36 – 34 mm |
Different ER collet sizes, tolerances, and range
Commonly larger ER collet sizes are used for big and hard materials.
Bulky collet sizes are mostly used to mill rigid materials as they can hold big-sized shanks.
ER collets hold the tool very well and can efficiently transfer the machine’s power directly onto the work material.
ER Style Collet Identification System
It’s important to buy the correct collet system for your machine, and the proper one can be found by referring to its identification number.
The ER collet identification uses a five-block system to build the identification system, they are
- System size
- Collet style
- Special features
- Collet bore size
- Unit size
1. System size
System size comes in the numbers 8, 11, 16, 20, 25, 32, 40, 50. These numbers represent the diameter of the collet in mm.
They are widely represented as ER8, ER11, ER16, and so on.
However, they are not the exact diameter values but are close enough with a deviation of around 0.5 mm – 2 mm from the actual diameter.
For example, an ER8 has a diameter of 8.5 mm and an ER50 has a diameter of 52 mm.
2. Collet style
This block is filled as “ER” to refer to it as a standardized DIN-6499 collet.
It’ll always be mentioned as ER since it has an ER-styled collet design.
3. Special features
This refers to the features that the collet support. Typically, C, TC, and TCT are used to denote the collet’s features.
C refers to coolant style-bonded collets.
TC refers to the solid tapering (square for drive) feature.
TCT refers to the split tapering with tension only feature.
4. Collet bore size
This section mentions the bore size in mm or inches.
For example, it mentions metric values as 010 for 1mm, 160 for 16mm, 245 for 24.5mm, and so on.
Likewise, it mentions values in inches as 0125 for ⅛”, 0500 for ½”, 1000 for 1”, and so on.
5. Unit
Denoted as M if a metric unit is used to mention the collet bore size.
If a unit in inches is used then this block, that is the fifth block, is left blank to denote inches.
Now each of these five blocks is put in place in the above order on a straight line to identify the collet system.
For example, 16-ER-C-300-M is used to refer to a coolant style-bonded, ER16 type collet with a 30mm bore.
If the same collet is mentioned in the unit inch, it’ll be written as 16-ER-C-1181.
Applications of ER Collets
ER collets are widely used in different industries to help perform milling, drilling, and tapping operations.
They are also used to hold tools used in rigid tapping, reaming, boring, coolant through, and grinding applications.
ER collets are commonly used by woodworkers in routers. In metalworking, rigidly holding the tool is extremely important.
ER collet holds and transfers enough power to the tool to mill through metals.
The diameter of ER collet and the torque exerted by it are directly related. Higher diameter ER collets can exert more torque.
ER collets are generally used in highspeed milling operations and there is a limit to the diametre of the tools they can accommodate.
For tool sizes larger than 36mm in diameter ER collets are not used, but an end mill holder can be used.

Handling ER Collets
ER collets have to be kept clean for maintaining high accuracy.
While switching collet systems from different machines be mindful of degreasing them.
Placing them back in the collet-set box after thoroughly cleaning with rust preventative will help ensure long life.
Overtightening a collet is a common mistake and causes the collet threads to deform, it can affect the accuracy and repeatability of a CNC.
Never try to fit in a collet with a cutting tool with a shank larger than the recommended. It’ll damage the collet and will take hold of precision.
Coolant inducing application uses sealed ER collets, and a proper tool shank has to be attached to it.
If the tool radius does not match the collet pocket then a complete seal can’t be achieved, this causes coolant canals to form.
Make sure that you don’t confuse this with the collapse range specified by different manufacturers, as sealed ER collets do not have a collapse range.
It has to be matched with a tool of proper size, otherwise, coolant canals will be a common occurrence in sealed ER collets.
While inserting and releasing the collet from the nut make sure you tilt the collet a little, this helps it snap into place.
Only tighten the nut if it is aligned properly with the threading. If not it’ll damage the threading, and in turn the collet.
Advantages of ER Collets
ER collets can serve the purpose of small parts holding fixtures. While there are many other holders, like a standard chuck, they are limited to a fixed diameter tooling.
For high-speed applications, ER collet systems are the best and provide good versatility with both metric and imperial sizes.
ER collets are consumable and are pretty affordable for anyone in the hobby.
They are available in sets, which helps because it brings in a great deal of flexibility to your work.
There are a lot of accessories available in the marketplace to mix and match with your ER collet system to attain extra performance.
ER collets are more efficient in their working than other holders and so are used in CNC and other machines which require high precision.
Limitations of ER collets
ER collets are made to hold cylindrical parts, hence can’t be matched with tools of different geometry, like square/hexagonal ones that 5C collets can hold.
Optimizing repeatable accuracy and clamping pressure are the biggest challenges faced by ER collets. For achieving this, the ER collet system has to be properly maintained.
Over-torquing the nut will lead to crack building on the collet pocket. This will eventually take hold of the precision of your work.
It demands regular cleaning and maintenance. You’ll have to spend some time degreasing and safekeeping ER collets to attain their said performance.
ER collets need a longer tool to exert more grip on it as the tool has to go all the way through the collet to hold it rigidly.
The holder and the nut threads have a large contact surface area, and so a lot of friction is generated.
This has to be controlled by a special anti-friction material coated collet nut, it provides better accuracy and up to a 75% increase in holding power.
ER collets can’t be put in use for heavy machining operations, they are only suitable for lighter high-speed milling, and drilling applications.
Final thoughts
The ER collet systems are one of the well-standardized and calibrated industry go-to standards for holding applications.
Collet’s design complications give it a great holding power and transfer the torque to the tool constantly and efficiently.
ER collets are available in different sizes to fit into different classes of machines for different applications.
You’ll have to put in some effort to maintain them well in operational condition, but it’s worth that effort.
They have decades of fool-proof operational track record and are used alike by large-scale industries and seasonal hobbyists.
Frequently Asked Questions (FAQ)
Are all ER collets the same?
All ER collets of a specific size from different manufacturers are the same, which means they have identical dimensions.
This is because all manufacturers adhere to a common standard for making ER collets.
For example, an ER25-10mm collet from different manufacturers has the same dimensions.
ER collets for different holder sizes (different styles) are not the same as their dimensions differ and each has a different tool holding capacity.
For example, collets like ER8, ER11, and ER16 have different dimensions.
Are ER collets interchangeable?
Yes, they are. ER-collet manufacturers are following a universally standardized system (DIN-6499).
Since all manufacturers follow a common system, ER collets from different manufacturers can be interchanged.
How do you identify ER collets?
The ER collet suited for an ER holder can be identified by just measuring the diameter of the holder pocket.
For a holder diameter of 8mm an ER8 collet is used, for a diameter of 11mm an ER11 collet is used, and so on till ER50.
If you’re having an ER collet and if you’re interested in knowing which ER collet it is, then you can check and verify its length and diameter.
You can refer to the standard dimensions of the ER collet set series table to find the dimension of ER collets.
There is also an ER-style collet identification system in place.
This uses a five-block code to identify the correct ER collet, and you can refer to the ER collet identification system to identify your collet.
What is the difference between a collet and a chuck?
Collet holds the tool throughout its shank and provides a good grip.
Chuck does not provide a uniform grip throughout the shank.
Chuck like a three-jaw chuck has only three contact points that touch the tool and this reduces the efficiency of transmitting the power of the machine to the tool.
Collets are used for special purposes, but chuck is the most used for all general applications.
Collets are generally used to hold tools below 34mm in diameter, it can hold the tool with a greater grip and provide better accuracy than chucks.
Chucks can also hold tools below 34mm but they are typically used to hold large-sized tools.
While both collet and chuck can be used as a work holder, chucks are widely used for this purpose.
Chucks like a four-jaw chuck has the flexibility of holding different shapes, this is why chucks are widely used.