




If you ever had to work with CNC machines or power tools you would have come across the terms “end mill” and “router bit”.
Both are used in CNC machines, hand routers, and router tables for various machining operations.
In this article, I provide a detailed overview of router bits and end mills. I talk about their types, the major differences, and the jobs for which they are used.
End Mill vs Router Bit- Quick Answer
Router bits are primarily used for wood carving applications while end mills are used for metalworking applications. End mills make use of their spiral-shaped flute to plunge and mill through hard materials while router bits have straight flutes with bearings, and they are mainly used for grinding and shaping operations.
Router Bit or End Mill – Which one to use?
The question of what to use and when to use depends on the work material, cut type, machine used, holder size, and the project that you are working on.
Flute Count-Does it make a difference?
Yes, they do. The flute count is a significant factor to consider when selecting the best router bit or end mill for your project.
It’s easy to think that more flutes in a bit will give more cutting capacity with faster cutting.
Though that’s true, one major downside is that as the number of flutes increases there is little escape room for the chips to evacuate out of the cutting cavity.
This can cause the chips to get stuck and produce friction which can lead to burned edges or the tool breaking.
| 2 flute bit | 3 flute bit | 4 flute bit | 6 flute bit | |
|---|---|---|---|---|
| Chip pocket | 50% | 45% | 40% | 20% |
| Pros | Large chip space | Good chip space | Rigid | High rigidity, smooth cut |
| Cons | Less rigid, rough cut | Less rigid | Little chip space | Very little chip space |
| Used in | Slotting, side milling, sinking, and much more | Heavy cutting, finishing, side milling, slotting | Shallow slotting, side milling, finishing | Very rigid materials, side milling, shallow slotting |
Comparison of different flute counts in a bit
In the case of end mills, they have spiral-shaped flutes which can effectively mill and plunge through the work material with a screw-like action.
Bits with a single flute are specifically designed to cut on plastics, HDPE, and acrylic.
While working with plastic, you need a cut pattern that removes as much material as you can but also evacuates it quickly as possible without generating any heat.
If you generate heat while cutting plastic the plastic will slowly melt and stick to your bit causing all sorts of problems to your milling process.
As the flute size increases, you have to cut the material a little slower, else it’ll generate more heat.
Heat is a bad thing for most cutters, it reduces the sharpness of your flute and can sometimes be the root cause of a fire in your workspace.
However, there are special cutters with coatings that only get activated once they reach a certain temperature.
Bits with two flutes are used for cutting wood and aluminum as they can efficiently cut the material and still keep the bit cool.
Here only two flutes are engaging with the material, it gives enough time and space for the chips to easily escape from the cutting pocket.
Lower flute count can achieve a high chip evacuation but after the cut, it leaves a rough surface.
Whereas bits with more flutes can give a smooth cut but they generate more heat and reduce chip evacuation.

In the case of router bits, a large number of the router bits in the market are of two flutes as they are widely used for woodworking.
Like an end mill, router bits also come with multiple flutes. But what is unique about them is, they have an added bearing and mostly come with straight flutes.
There are router bits with spiral-shaped flutes too and it is used for working on rigid materials.
Quality Matters
Whichever tool you choose make sure those are of good quality. This is true for both end mills and router bits as the quality of these tools is hard to determine with the naked eye.
At first look, inexpensive cutters will look just like any other cutter in the market but the issues only start when they are put into work.
You have to make use of precise measuring tools to find their hardness and balance to determine their build quality.
Some low-quality bits use cutters made of coarse carbide grains that can easily snap while cutting.
High-quality cutters will have sharpened carbide cutters having a rigid build, these can operate continuously and minimize material kickback.
How Does Mass of The End Mill or Router Bit Affect Cutting?
A bit with a greater mass will dissipate heat a lot better and can also greatly reduce chatter or vibration than a bit with less mass.
Does Shank and Bit Size Matter?

Let’s understand this considering a 1/4″ and a 1/8″ shank bit. 1/8″ is only half of 1/4″.
The 1/4″ shank bit is going to provide a greater degree of stability than the 1/8″ bit as it is thick and with its larger diameter, it has a lot of surface area to attach to the tool holder
With a single shank size, you can get a variety of smaller bit sizes. These can be very useful if you want to get into tight corners or to reproduce some fine geometry without moving to the V-cutters.
To give you an example, a 1/8″ shank toolset can have bit sizes of 1/8″, 1/16″, and 1/32″.
Here, 1/16″ and 1/32″ bit are of smaller diameter compared to their shank and can be used to cut small pockets without switching to a different tool holder because of their uniform shank size.
While considering the shank, the first and foremost thing to take note of is the shank diameter.
Another parameter to consider is the heating effect, tools with larger diameters have more area that rubs on the surface of the material, which means the heat generated is also more.
For example, if you are cutting wood, you will be using high RPMs, when combined with a large shank tool the heating can damage the workpiece or the cutter.
This is the reason you need to use small shank cutters when working at high RPMs.
In the case of metals, the RPM ranges are low, if we were to use a small shank cutter, it would take forever to make a significant cut.
Hence, for metals, we use cutters with a large shank. Here, heating is not much of an issue as we typically use coolants when cutting metals. Also, using a large shank tool will provide better torque at the cutters for a smooth cut.
That said, before buying a bit you should make sure that its shank is a correct fit for the collet you are housing in your router. Then comes the length.
What can a Larger Shank Length do?
A tool with a larger shank length allows you to do deeper cuts into the material and remove material from a much deeper pocket.
However, while using lengthy end mills and router bits you have to make sure that you are not cutting deeper than your flute length, if you do so the shank will rub against your material.
In this case, if you are using a shank of larger diameter than your bit then you won’t be able to achieve an accurate cut.
Cutting Length and Cutting Diameter, How Does it Help?

Cutting length (CL) is the length of a tool from its cutting tip to the shank. It is generally measured from where the flute starts and to its end.
When you use thick materials you’ll need a bit with a larger cut length to plunge deep through the material.
Cutting diameter (CD) is the diameter of your cutting bit, just because a bit has a 1/4″ diameter shank doesn’t mean that the cutter has a 1/4″ cutting diameter. It can have a cutting diameter of any size.
Bits having smaller cutting diameters let you have a thin and detailed cut but they demand reduced speed, feed, and plunge rates, so you don’t break the bit.
Also, these bits don’t take off as much material per pass compared to larger bits and so increase your project cut time.
What to Use While Plunging Straight Down- Router bit or End mill?
While doing a plunge straight down into your work material you should always make use of a center-cutting up-cut end mill.
Do not use an up-cut bit that doesn’t have a cutter that goes all the way across till the tip. To plunge straight down you need a cutter at the end.
The down-cut mill forces the chips and dust down into the hole when you’re plunging straight down. This method chokes the chips.
As the chips have nowhere to go they’re going to sit there and grind against one another. This creates friction which in turn builds up heat and can start a fire.
An up-cut mill on the other hand forces the chips out of the plunge pocket and provides more space for the bit to cut.
Router bits are not suitable for plunging straight down, they are suitable for shaping a workpiece.
Which is best for Aluminum- Router bit or End mill?
Aluminum is a rigid material and it requires a hard cutter like a carbide-tipped cutter to do the work.
An end mill is a much better option for aluminum cutting. It can plunge, mill, and cut narrow pockets on aluminum with ease compared to a router bit.
A router bit also can be used, but only if you want to shape and mill a large piece of aluminum. One major drawback is that they can’t plunge into aluminum like how an end mill does.
Router bits have a larger cutting diameter than the end mills, it can remove a large amount of the material by making depressions but requires a larger work material surface area.
Which is best for Wood- Router bit or End mill?
Router bits are the best option for working with wood, they provide a great deal of flexibility to your process.
It comes in different sizes, shapes, and designs for various woodworking operations. They have a bearing tipped end, it helps you easily guide through the work material.
Though they can’t plunge on metals like aluminum, they can easily plunge, mill, and shape wood and wood composites.
Router bits provide a higher material removal rate in wood than end mills. This is because of its larger mass and bit size.
End Mills Explained
An end mill, also known as a spiral bit, is a set of tools used to cut a material laterally.
End mills allow high precision cutting and are used for profiling, contouring reaming, slotting, and counter-boring operations.
As the bit rotates it cuts the material horizontally and produces chips. The rate of chip production and its ejection depends on the end mill design.

The two major parts of an end mill are its shank and the spiral flute bit.
Shank is the part that attaches to the router, the collet closes down on it and holds the bit in place.
A flute is a spiral-shaped edge on the side of an end mill and it does the cutting work.
The number of flutes in a bit and their orientation changes for different types of end mills. End mills with two and four flutes are the ones most widely used.
The helix angle is an important parameter in end mills. As the helix angle increases, there will be less heat and vibration because of the flute spirals.
As the helix angle increases the spiral coiling of the flute increases which in turn reduces the cutting force. It helps achieve a greater surface finish on the workpiece.
End mills made from different materials are available in the market for various milling applications.
| End Mill Material | Work Material Capability |
|---|---|
| High-Speed Steel | Ferrous and non-ferrous materials |
| Vanadium High-Speed Steel | Stainless steels, high silicon aluminum |
| Cobalt | Cast iron, steel, titanium |
| Powdered Metal | Ferrous and non-ferrous materials |
| Solid Carbide | Cast iron, non-ferrous, plastics |
| Carbide | Iron, steel, and steel alloys |
| Polycrystalline Diamond | Non-ferrous materials, plastic |
Different materials used to make an end mill and its cutting capability
In some cases, the end mills are also coated with additional materials for surface finishing and it provides some added benefits to the end mill.

| Coating material | Advantage | Used for |
|---|---|---|
| Titanium Nitride(TiN) | High lubricity, increases chip flow, heat resistance, hard | Stainless steel, cast iron, aluminum alloys |
| Titanium Carbonitride (TiCN) | Higher spindle speed applications | Stainless steel, cast iron, aluminum alloys |
| Titanium Aluminum Nitride (TiAlN) | Higher hardness than TiN and TiCN | Stainless steel, carbon steel, nickel, and titanium alloys |
| Aluminum Titanium Nitride (AlTiN) | Hardest coating, Abrasive-resistant | Nickel, stainless steel, titanium, cast iron, carbon steel |
| Zirconium Nitride (ZrN) | Higher oxidation temperature, Resists sticking | Aluminum, brass, rubber, titanium, plastic |
| Diamond-Like Carbon | Wear, corrosion, and abstraction resistance, low friction | Stainless steel, carbon steel, nickel, and titanium alloys |
Coating materials used in an end mill and their application
Types of End Mill
There are many types of end mills available to use, each design comes with different diameters, lengths, and flute options.
End mills come individually and as a set. The best option is to buy them individually as and when you need them.
By purchasing as per your work demand, you’ll keep track of your bits and there will be none kept unused.
Centre-Cutting End Mill
Centre-cutting mills have a cutting face at the tip of the end mill. It helps plunge straight down into the work material.
All the different types of end mills which are capable of drilling/plunging into the work material make use of a center-cutting tip.
Non-Centre Cutting End Mill
Non-center cutting mills have cutting edges only on their side. These mills can’t plunge into the work material and are used to cut laterally across the material.
This type of mills are generally used for performing face milling, peripheral milling, slot cutting, etc.
Up-Cut Spiral End Mill

An up-cut Spiral End Mill causes the chips that you’re cutting to move up the flutes and be evacuated away from the cutting material.
For an up-cut Spiral bit, the cutting edge will be at the top edge of the spiral. The spiral wraps around the center in a clockwise direction.
Because of its upward cutting, the tear-out happens at the top of your cut while leaving the bottom cut clean.
If you are using this you should make sure that the good side of your project is facing downwards as it gives a clean bottom finish.
Up-cut bits are typically the most common bit out there but the tear-out that happens at the top makes them not the best option to cut pockets.
Down-Cut Spiral End Mill

Down-cut end mills are the opposite of up-cut mills. This bit forces the chip down into the material when you’re cutting.
For the down-cut Spiral bit, the cutting edge is on the bottom edge of the spiral. Here the spiral wraps around the center in a counter-clockwise direction.
Here not much of the chips are evacuated and you’ll end up clogging the slot you’re making deep cuts.
The down-cut bit gives a clean cut at the top but produces some tear-out at the bottom of your cut.
This makes them a great choice for making clean pockets and can work on the face surface of your work material.
If you want a perfect surface finish on materials like wood, then this is the bit you should go for.
Compression End Mill

Compression bits are a combination of an up-cut and down-cut bit. It starts with an up spiral and slowly transforms into a downward spiral.
Its design allows you to get the best of both the up and down cut bits. Hence a clean cut on the top and bottom of the workpiece can be achieved without any tear-out.
In theory, its design should be a solution to the tear-out problem, but you’ll have to attain a sufficient depth of cut to achieve this feat.
For that, you have to make sure your first pass goes deep enough to engage the down-cut part of the bit.
The compression bit is something that you should use when you want clean edges on both the surface faces of your workpiece.
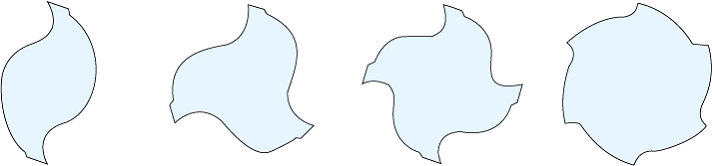
Ball Nose End Mill
Ball nose end mills have a curved cutting tip, this lets you cut round bowl type channels into your workpiece instead of the regular square channels.
These bits can be used anywhere that you need a curved channel either for functionality or for looks.
There are up-cut and down-cut ball nose end mills, they are generally used for doing some 3D carvings where you want a smooth surface geometry.
Fishtail End Mill

Fishtail end mills can help you achieve carves with flat bottoms. It is possible because of its flat cutting surface.
Fishtail End Mills are mainly used for plunge routing and precise contouring operations.
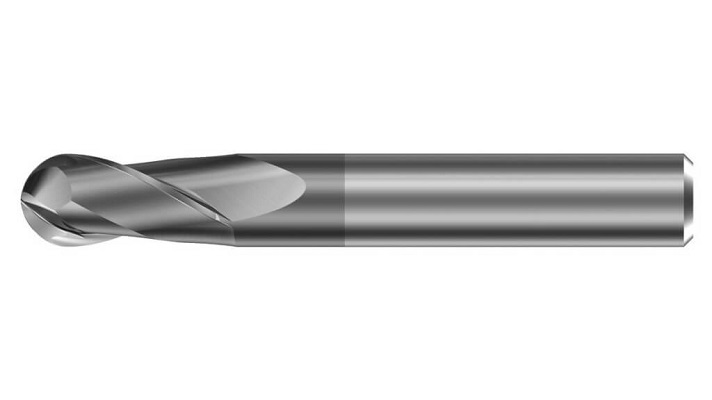
V-Carve End Mill
Commonly called as V-Bits these have pointed short ends and are used to make V-shaped carves.
These don’t have a spiral shape like other end mills and so there is no up-cut and down-cut mechanism in them.
A V-Carve bit helps you carve designs with a wide opening and narrow bottom and is widely used for making attractive designs.
There are many types of V-bits and are classified based on their angles and sizes. The most commonly used V-bits are of 30°, 60°, and 90° angles.
Bits with fine angles can get into the material quite easily and can still reproduce those fine features you want to attain.
Roughing End Mill

Roughening end mills have a serrated spiraling design. These teeth-like patterns in its flute help remove more material but leave behind a rough cut.
These bits are an ideal option if you want to remove a large amount of material in any project.
Router Bit
Router bits are mainly used by woodworkers for joint making, to shape wood edges, and to engrave various designs by making depressions.
Like an end mill, the router bit has many flutes and it comes in straight, spiral, and diamond patterns. They are available with common cut angles of 7°, 15°, 22°, 25°, 45°, 60°, and 90°.
Some come coated with materials. They are mostly coated with Aluminum Titanium Nitride(AlTiN) as it is hard and abrasive resistant.
Types of Router Bits
Router bits come in different sizes and shapes. They can achieve different cut styles and are generally made of carbide, HSS, and steel.
They are used in CNC machines but are also widely used in hand routers and router tables for various applications.
Though mainly used by woodworkers, router bits are not limited to woodworking alone. Some router bits are specially made to shape non-ferrous metals like aluminum.
It can work on wood, aluminum, carbon fiber, ceramic, fiberglass, foam, graphite, hard plastic, particleboard/chipboard, plastic, plastic, plywood, stainless steel, and steel.
Straight Router Bits

As its name denotes it has a straight shape and helps make straight cuts on your workpiece. It is one of the most used router bits.
Composites Router Bits

Composite router bits have flutes of diamond-like pattern and its cutting edge produces a high-quality finish on different composite materials. They are used on carbon fiber, fiberglass, and graphite.
It is mostly made of solid carbide for long life and faster cutting. They are brittle and work best when used with rigid machines.
Composite router bits are available for two cutting styles, one for square cutting and the other for drill/mill cut style.
Square cutting is used to cut pockets and slots while drill/mill cutting is used for getting easier plunge cuts.
Round-Over Bit

Round-over bits are used to round over the edge of a work material just to make it smoother or to make it look good.
It comes in all sorts of sizes and combinations. The round-over bit comes as a double round-over bit, as a flush-trim round-over bit, and much more for various operations.
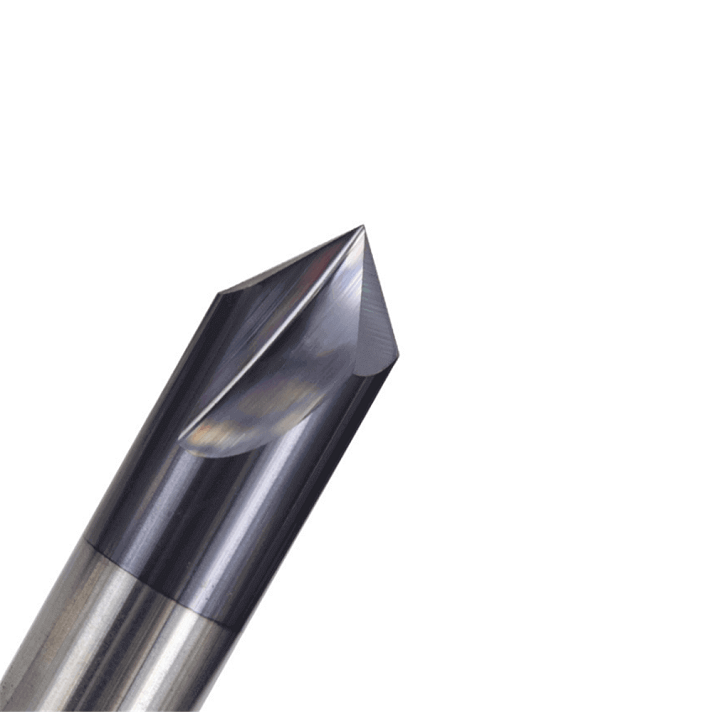
Rabbeting Bit
The rabbeting bit comes with an interchangeable bearing, this lets you attach bearings of different sizes that can be used to expose and hide the carbide cutter for deep and shallow cuts.
Rabbeting bits are designed mainly to cut a square rabbet for making joints in wooden work materials.
Flush Trim Bit

Flush trim bit’s bearing is at the same level as its carbide cutting blade. This allows you to trim the material and level it by using the bearing as the guide.
It helps you trim veneered surfaces to level them up and create a flat surface.
It has different types, some come with bearing on the top, bottom, and both sides of the bit, giving much flexibility to your work.
Ogee Bit

Ogee bits are used to design picture frames, cabinetry, and decorative molding.
They are widely called Roman Ogee because of their capability to design roman styled curved shapes.
The bearings can be changed to adjust and expose the carbide cutter for getting various slope designs.
Edge Forming Bit

Edge forming bits are used to carve out smooth decorative edges on a work material. They come in various styles for achieving different designs.
Chamfer Router Bit

Chamfer router bits are used for making cuts at a specific angle and can cut sloping edges on the work material.
Frequently Asked Questions(FAQ)
What is a Specialty Bit?
Specialty bit is an umbrella term used for a wide variety of bits that are made for a specific purpose. These bits are designed for doing a specific job.
To give you an example, a bowl bit has a round shape with flat space across its top making them suitable for use in bowl making.
With its unique shape, a bowl bit allows you to create a flat surface on a large area. It also gives a swooping round over up to the walls of the bowl.
Carbide Built and HSS Built, Which One is Better?
Most of the bits available in the market today are made of High-Speed Steel (HSS) and Carbide.
Though expensive than HSS, carbide end mills are better as it is more rigid and can cut through hard materials.
If your work produces a lot of heat then a bit made of carbide is better as HSS can easily get dulled.
Carbide bits can also run two to three times faster than HSS without overheating as it has high heat resistance.
Why are end mills and router bits coated with different materials?
End mills and router bits are coated with different materials to improve their performance. Titanium Aluminum Nitride (TiAlN) is the most used coating material.
They are also coated with Titanium Nitride (TiN), Titanium Carbonitrate (TiCN), Zirconium Nitride (ZrN), and much more to attain various added properties to the tool.
These materials provide the bit with wear resistance, corrosion resistance, abrassion resistance, lubricity, heat resistance, and much more.