




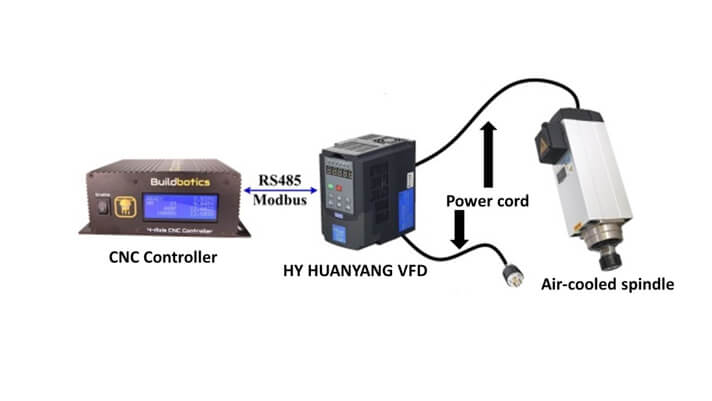
A Variable Frequency Driver (VFD) is used to control the speed of a CNC spindle by varying the frequency and voltage of the electricity supplied to the motor.
These drivers are an essential part of most CNC machines and provide the control to vary the spindle speed according to the requirement, thereby determining the quality of machining.
However, there are various VFDs available on the market, and selecting the best one for your machine can be confusing.
Huanyang Electrical manufactures HY series VFDs that have become widely popular.
But is a Chinese VFD like Huanyang worth your money?
In this article, I discuss everything about HY HUANYANG VFD to help you decide whether it is worth your money or not.
I also provide an overview of how to wire this VFD.
MellowPine is reader-supported. When you buy through links on my site, I may earn an affiliate commission at no extra cost to you.
HUANYANG VFD Review
HY series VFD from HUANYANG is available in various power options, and you can identify the power rating by looking at their model number.
For example, in the model number “HY07D543B”, HY stands for trademark, A stands for a serial number, 07D5 stands for VFD power rating, i.e., 7.5 kW, 43 stands for three-phase input power supply, and B stands for the software version.
In this section, I have reviewed HY HUANYANG VFD by going through its various features such as dimension, input, digital operator panel, wiring, programming, error codes, warranty, and customer support.
1. Dimension

HY HUANYANG VFD has a dimension of 5.98″ (L) x 8.74″ (B) x 6.97″ (H) that takes up a small space in your workshop, and can also be mounted on the side of the table/stand of your machine.

The VFD houses a DC cooling can on top, that requires a gap of at least 2 inches on both sides, and around 5 inches on its top and bottom for smooth ventilation and effective cooling.

2. Input
HY HUANYANG VFD requires a single or three-phase 220 V 50/60 Hz power supply. Although it is a Chinese VFD, it is compatible with the American power configuration.
It requires a 14 gauge wire to connect the input power and spindle to the VFD.
14 gauge wire is thick, and its single core has a sufficient maximum load current rating to carry current up to 24 A with minimum voltage drop.
3. Operator panel and its functions
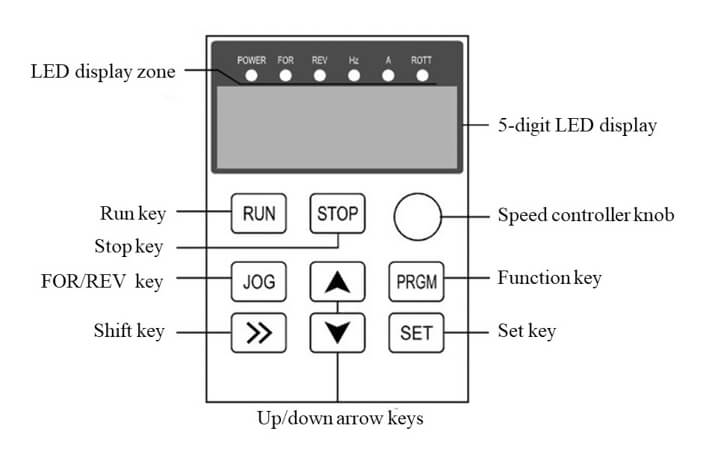
The digital operator panel of HY HUANYANG VFD is installed at the front and provides various keys/buttons to control different operations.
Display
HY HUANYANG VFD has a 5-digit LED screen at the front that displays real-time parameters like counter, current, frequency, and temperature.
LED display zone
LED display zone has lights to indicate power status, running mode (forward/reverse), frequency, current, and RPM.
Speed controller
Its speed controller is a rotating knob that lets you gradually increase/decrease the RPM of the spindle.
Run
The run key initiates the power supply to spin the cutting tool at the desired RPM set using the speed controller knob.
Stop
The stop key halts the process, clears the error messages, and lets you reset the VFD.
Jog
The Jog key lets you change the spin direction of the cutting tool, either forward or reverse.
Up/down
Up/down arrow keys enable you to increase or decrease the parameter values displayed on the LED screen of VFD.
Shift
The shift key lets you select the parameters like power, FOR/REV running mode, and RPM required for running the spindle.
You can change the parameter using the Up/Down arrow keys once the parameter is selected.
PRGM (Program)
The program key lets you navigate to select from the different programs available for your application.
Each program has different functions and after selecting the program, up/down key can be used to set values for these functions.
Set
Once you enter the parameter or choose the value in programming, the set key assigns the parameters or values to the function for its execution.
4. Wiring
In HY HUANYANG VFD, wiring is divided into the main circuit terminal and control circuit terminal covered with a VFD enclosure.
It must be ensured that all the connections are properly wired into the ports according to their functionality to control load operations.
The installation and wiring of HUANYANG VFD are straightforward, and you can complete the wiring from the power socket to the spindle in a few easy steps.
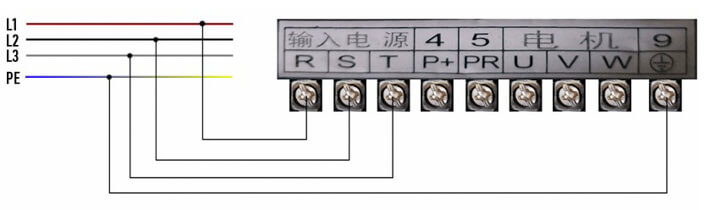
Main Circuit Terminal

The main circuit terminal lets you connect input, load (e.g., spindle), ground, and braking resistor.
While installing VFD, especially in potentially wet areas like a workshop in the basement or damp areas like a garage or outdoors, you need to install a ground fault circuit interrupter (GFCI) outlet to connect the VFD.
In wet/damp areas, there is a high risk of electrical accidents that can cause fire or injure the operator.
So, the GFCI outlet detects the abnormality and shuts off the circuit, protecting you from electrical shocks and improving safety at the workplace.
Additionally, you must connect an AC line reactor between the input supply and VFD, as AC line reactors act as buffers for surges, spikes, and transients in voltage and current.
During connection, make sure that the AC power supply of your workshop/garage matches the rated input power supply of the VFD to avoid any electrical damage.
The input and output terminals of HY HUANYANG VFD have Chinese wiring scheme labels, which can be confusing for an American user.
These input connection points are labeled as R-S-T with ground terminal (E). According to the US numbering scheme, you can consider R as L1, S as L2, and T as L3.
Note that, instead of an MCB, you need to connect a No Fuse Breaker (NFB) between the power supply and input terminals because an NFB has higher current limits than an MCB.
Hence, it can protect the VFD when the supply current exceeds specified limits.
It is advised not to connect any electromagnetic contactor between the input power supply and VFD, because such contractors may affect the service life of HY HUANYANG VFD.
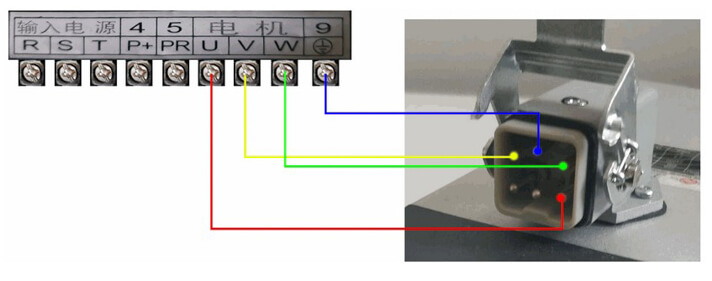
The output connection points (load terminals) are labeled as U-V-W, where you can consider U as T1, V as T2, and W as T3.
On P and PR terminals (denoted by N in the manual), you can connect a braking resistor to decelerate the RPM of the spindle.
A brake resister with low ohmic resistance is the ideal choice because it quickly reduces spindle RPM.
Furthermore, a braking resistor with a good-quality heat sink can dissipate the generated heat and keep the temperature under control.
Control Circuit Terminal

FOR, REV, RST, SPL, SPM, SPH, and DST are six multi-function input ports of the control circuit terminal.
The multi-function input ports send multiple commands like direction and speed of rotation to the spindle.
FC, FA, FB (relay ports), DRV, and UPF (optically coupled ports) are multi-function output ports with ACM and DCM as common terminals on the control circuit terminal of HY HUANYANG VFD.
RS+ and RS- ports establish communication between VFD and CNC controller following an RS485 communication protocol.
VI and AI act as a reference voltage and current ports, respectively, to provide the highest operating frequency for the spindle speed control.
You can connect a CNC controller to the VFD via a breakout board. Most breakout boards have a built-in output relay that generates 0-10V DC signal to control the VFD.
5. Programming

After completing the wiring of the VFD, you have to program the equipment to configure its parameters to match your spindle specifications.
VFD manual provides a detailed description of the functions of each program and how to configure its parameters for your spindle.
However, utmost care must be taken while setting the parameters because a wrong setting can damage the spindle motor.
You can navigate through different programs using PRGM key present on the digital operator of VFD, and change the programming parameters using the up/down arrow keys.
It must be noted that, when programming the parameters PD003, PD004, PD005, and PD0072 of spindle motor frequency, you have to set PD005 first, followed by PD003, PD004, and PD0072.
6. Speed control
The main function of HY HUANYANG VFD is to control the spindle sleep of the CNC machine.
You can control the spindle speed through RS485 communication protocol or an external source, like a potentiometer or controller software (such as Mach 3).
CNC controller breakout boards like GeckoDrive G540 have a built-in relay for the spindle. If the CNC controller does not have a built-in relay, you can connect an external relay to the VFD for speed control.
Let’s take the example of connecting the VFD to the X-Controller of the X-Carve CNC router.
For spindle speed control, connect VI and ACM of VFD to the PWM signal and ground port of the X-controller, respectively.
Next, you need to connect the 0-10V port and ground to the +ve and -ve terminals of the relay, respectively.
Once you have made all connections, run the CNC operation in controller software to check if the relay triggers the spindle and gradually increases its RPM.
7. Error codes
Error codes in the HY HUANYANG VFD are fault indication signals related to overload, short circuits, under-voltage, overheating, and many more.
The error code has EXXY format, where E indicates fault, XX means fault message, and Y shows the status of fault messages like S, A, N, and D.
The manual of HY HUANYANG VFD provides a clear explanation of error codes and possible troubleshooting methods to resolve errors.
For instance, a faulty or damaged spindle will display an “Error Over the Current on Acceleration” (EOCA) code.
In that case, you need to repair or replace the spindle and make sure that the ground wire is connected correctly.
8. Warranty and customer support
With HY HUANYANG VFD, you get a one-year warranty that includes the replacement in case of a faulty or damaged VFD.
You can reach out to HUANYANG for any queries or issue through their customer service hotline provided on their official website.
HUANYANG does not have any dedicated forums or social media groups to discuss the issues.
Therefore, you will have to rely on their customer service, which can sometimes take slightly longer than expected to resolve issues.
9. Final Thoughts
HY series VFDs offer high-quality and loaded features, making them popular among hobbyists and business owners.
Using HY HUANYANG, you can power a low-power motor with a high power-rating VFD, but the reverse is not suggested.
For its wiring and installation, you need some technical skills. Additionally, its detailed manual explains how to configure this VFD for your project and methods to detect fault codes for troubleshooting.
Overall, if you are looking for a budget-friendly, reliable, and efficient VFD for your CNC machine, air compressor, winding, or other machines where speed control is required, you can consider HY HUANYANG VFD.

220V AC output with 0-400HZ frequency.
Auto voltage regulation (AVR) technique with a broad range of working voltage.
Easy wiring and Digital display with easy controls.
MODBUS RS485 communication port for spindle speed control.
How to Setup HY HUANYANG VFD for the First Time
Let’s say you have an air-cooled spindle with the following specifications:
- Power rating: 4 kW
- Voltage rating: 220 V
- Current rating: 8.5 A
- Number of poles: 4
- Rated RPM: 24,000
When looking for a VFD for RPM control, it is advised to consider a VFD with an output power of more than the power rating of the spindle.
Therefore, for the specification mentioned above, HUANYANG HY05D543B, a 5.5 kW three-phase VFD will be the optimal choice.
1. Wiring
First, you need a 14 gauge power cord for the VFD and spindle.
In the next step, you need to connect the power cord to the VFD.
The black, white, and green leads of the power cord should be connected to R(L1), S(L2), and T(L3) terminals, respectively.
Then, to connect the spindle to the VFD, you have to remove the connector and solder black, white, and green wire to the spindle.
Now, connect the power cord to the U, V, and W terminals of the VFD. Also, ensure that you have made a wired connection between the ground terminals of VFD and spindle.
To connect a potentiometer, you need to have a 5 kOhm or 10 kOhm potentiometer.
Connect its center lug to the VI port of VFD to provide operating frequency to the spindle and one of the lugs from either side to the 5V/10V port for analog input.
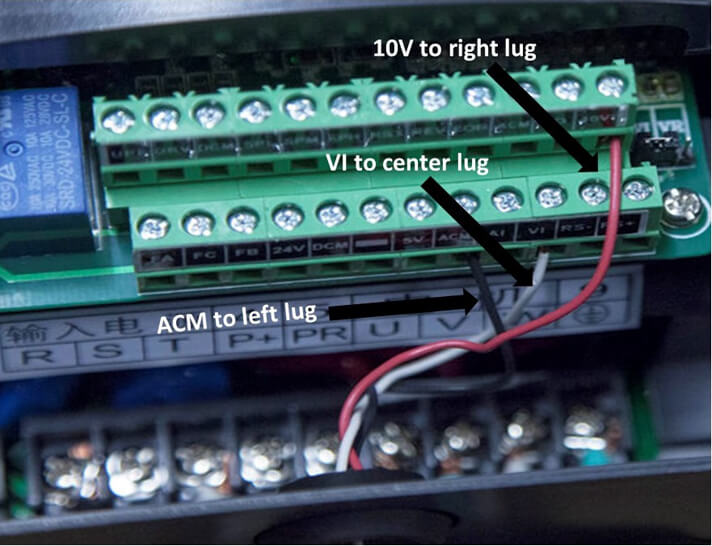
Alternatively, you can control the spindle RPM through the speed panel of the controller software.
For instance, let’s take an example of spindle RPM control using a non-GRBL CNC controller equipped with GeckoDrive G540 and Mach 3 controller software.
You need to connect output1 and ground of the G540 to the FOR and DCM port, respectively, on the VFD. This connection lets you turn on/off the VFD.
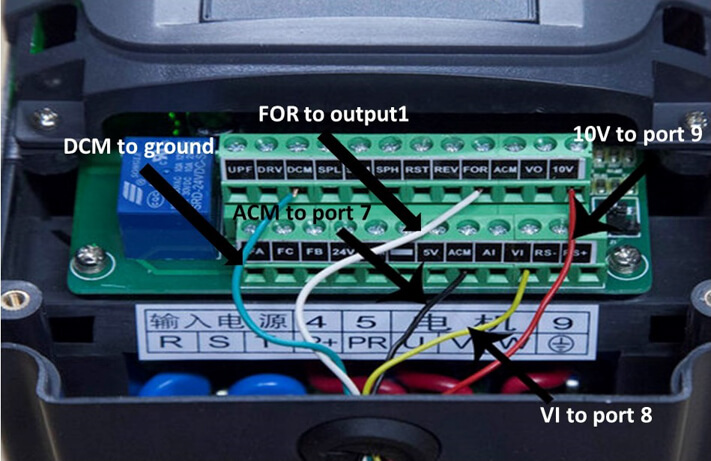
For speed control, similar to a potentiometer connection, you need to connect ports 7, 8, and 9 of G540 to ACM, VI, and 10V ports, respectively, on the VFD.
2. Programming

After completing the wiring, it’s time to configure the CNC controller software to communicate with the VFD.
Run the controller software and select HUANYANG VFD option under tool type.
Certain controller software like LinuxCNC version 2.7, has a built-in driver for HUANYANG VFD.
However, you will need to download and install the plug-in separately for software that doesn’t have the driver for this VFD.
Now set the maximum and minimum spindle RPM in the respective fields in the software.
HY HUANYANG VFD uses RS485 communication protocol. So, in the next step, you need to configure Modbus settings.
It is recommended to set Modbus ID to 1, baud to 9600, and parity to none because Modbus has a built-in error-checking mechanism.
Similarly, you also need to configure your VFD. It is a programming step that lets you set parameters like speed, spinning direction (conventional or climb), and many more.
Programming the HY HUANYANG VFD consists of some simple steps that you have to follow sequentially:
- Set PD000 to 0 to unlock programming parameters.
- If you are using an RS485 communication protocol, set PD001 to 2, and if you are using an external source like a potentiometer or controller software, set PD002 to 1.
- Similarly, set PD002 to 2, if the source of operating frequency is RS485, and if the source is an external terminal, set the value to 1.
- For RS485 communication protocol, set PD163 to 1, PD164 to 1 for the 9600 baud rate, PD165 to 3 for no parity bits.
- For the external terminal, you need to set PD005 to 400 Hz which is the maximum operating frequency, then set the same values in PD004, PD003, and PD072.
- If you are using an external source and have connected its center lug to a 10V port, set PD070 to 0.
- Similarly, if the center lug of the external source is connected to a 5V port, set PD070 to 1.
- Once all parameter values are entered, set PD000 to 1 to lock all parameters.
Now that all the programming steps are complete, press the RUN key to start the spindle. While the spindle is running, you can view its running frequency on the LED display.
You can also change the spindle speed through the control software, potentiometer, or rotary knob available on the digital operator.
Frequently Asked Questions (FAQs)
Can I use Huanyang 5.5kW VFD connected to drive my 7.5 hp spindle or should I get 10kW VFD?
No, for operating a 7.5 HP spindle, you should buy a VFD with a power rating of 7.5 kW or higher. Therefore, a 10 kW or a 7.5 kW VFD will be the ideal choice.
My cutting tool always spins the other way around, how to fix it?
You can fix it by swapping the connection of the spindle wires. This generally occurs due to an incorrect spindle wire connection in the VFD.
How should I protect my HY HUANYANG VFD from wood dust?
HY HUANYANG VFD is sealed against dust particles; hence it works fine with a wood lathe. You can cover its cooling fan slots with filter papers to provide extra protection.
My HY HUANYANG VFD is stuck in a loop and keeps turning on and off in loop, any clues?
You need to restore default settings on your VFD. If the on-off cycle continues, you need to call the seller for assistance or replacement.