




Face milling is a common type of machining operation that uses a high-speed cutting tool to remove material from the workpiece to produce a plain high-quality surface.
Different types of face milling tools can be used to perform roughing or finishing operations on the stock.
But what exactly is face milling? How do you perform it? And what are the factors that affect the quality of a face milling operation?
This article provides a detailed guide on face milling, including its tools and types.
MellowPine is reader-supported. When you buy through links on my site, I may earn an affiliate commission at no extra cost to you.
What is Face Milling?
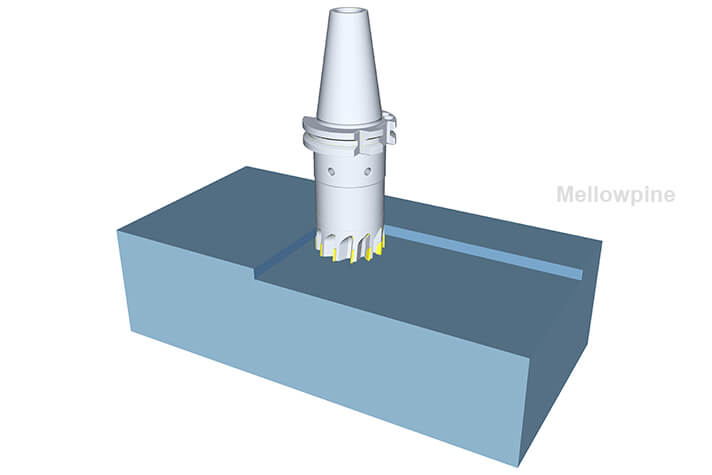
Face milling is a machining process in which the rotary axis of the cutter is perpendicular to the stock. In this process, a milling cutter with a flat face removes the top layer of the workpiece, thereby producing a flat surface with the desired surface finish.
It is generally performed on a CNC router, mill, and other CNC machining centers with similar capabilities.
However, the facing operation of CNC lathes is different from milling, as it involves rotation of the workpiece and removing material by a single-point cutting tool.
During face milling operation, the edges of the cutter grind away at the surface of the workpiece, resulting in material removal.
It means that the cutting edges present on the periphery of the cutter perform the cutting action.
Depending on the type of face milling operation, the cutting tool can remove the material from the face or the edges of the stock, with the final result being a smooth and flat surface workpiece.
A significant advantage of face milling is its ability to machine large objects and surfaces in minimal time, using a small-sized cutter.
Due to this, smaller milling machines often house face milling configurations, making them portable and cost-efficient.
The milling tools used for face milling, are available with different blade tips and geometries, thereby enhancing the flexibility to perform different facing operations.
You can choose the best-suited blade tip and design depending on the workpiece material and required geometry.
Face milling has various industrial applications and can be used for machining different materials like steel, cast iron, bronze, aluminum, alloys, wood, etc.
Some popular applications include machining complex components like gears, finishing flat-surface components, or making grooves.
There are mainly six different types of face-milling operations.
| Type of Milling | Diameter of cutter | Applications |
|---|---|---|
| Conventional | Greater than the workpiece width | Roughing and finishing cuts |
| Partial | Slightly smaller than the workpiece width | Roughing and finishing cuts |
| End | Smaller relative to workpiece width | Machining slots in the workpiece |
| Profile | Smaller relative to workpiece width | Machining/smoothening the periphery of a flat workpiece |
| Smaller relative to workpiece width | Machining shallow pockets into the workpiece | |
| Surface Contouring | Smaller relative to workpiece width | Machining contours on the surface of the workpiece |
Types of face milling and their applications
In conventional face milling, the cutter overhangs on both sides of the workpiece, while in partial face milling, the cutter extends over one side only.
The diameter of the rotary cutter in other face milling operations is much smaller, similar to a drill bit.
Surface contouring uses a ball-nose cutter with an intermittent back-and-forth feed along a curvilinear path on the workpiece.
Depending upon your requirements, you can choose the appropriate face milling operation for your workpiece.
Tools used for Face Milling
Rotary cutters, also called face mills, are made either from a single material or have inserts attached at the edges.
The tools used for face milling can be classified on the basis of their geometry and construction.
Classification on the Basis of Tool Geometry
Square End Face Mill

Face mills with square end tip geometry have a square or straight end without any radius, or chamfer.
Machining operations such as plunge cutting, profiling, and slotting use square-end face mills.
Ball Nose Face Mill
A ball nose face mill has a ball-shaped nose with a radius of half the cutter diameter, which is ideal for machining mating parts of an assembly, such as semicircular grooves.
Radius-tipped Face Mill

Radius-tipped face mills are similar to square-end face mills, with a ground radius on the tip of each cutting tooth.
This reduces the impact loading of cutting flutes during a machining process and enhances tool life.
However, these cutters cannot be used for applications where a perfectly square cut profile is required.
Chamfer Tipped Face Mill

Chamfer tipped face mills consist of sides or ends that have an angular geometry ranging from 20° to 45°, which produces an angled or chamfered cut on the edge of the workpiece.
Machining operations like spotting, chamfering, deburring, beveling, and countersinking use these types of face mills.
Classification on the Basis of Tool Construction
Face mills can also be classified based on their construction.
Fly Cutters

Fly cutters have a single-point cutting tool attached to a holder, which can be adjusted to cut workpieces with a maximum diameter of around 2″ (51 mm).
Although its single-point cutting geometry reduces the material removal rate (MRR), it produces a smooth finish with less horsepower requirement.
End mills

End mills have cutting teeth on the end of a cylindrical shank and flutes on the lateral surface, rendering them suitable for end milling.
These end mills generally have a sharp corner with the lower edge making a 1° angle with the center.
Shell mills

A shell mill is a circular cutting tool that has a flat base with carbide inserts attached along its circumference. It is commonly used for making roughing and semi-finishing cuts.
Every successive pass of each insert tipped edge removes materials and smoothens the burrs caused by the preceding edge, resulting in a smooth flat surface.
These mills have rigid construction and can be used for machining almost any material.
How to Select Tool for Face Milling
Type of Finish Desired from the Process
The finish type required on the stock is an important factor in selecting the appropriate face mill.
It can either be roughing or finishing, depending on your requirement.
Roughing is performed for quick and high material removal, whereas finishing is more time-consuming and removes lesser material but produces a higher quality finish.
Generally, shell mills are used for roughing, whereas fly cutters are used for finishing operations.
End mills, on the other hand, are ideal for roughing and finishing operations.
Type of Face Milling to be Performed
The type of operation also plays an important role while selecting the best suitable face mill for your application.
For instance, conventional face milling operations require a face mill wider than the workpiece width, whereas an end mill is recommended for end milling operations.
Number of Flutes
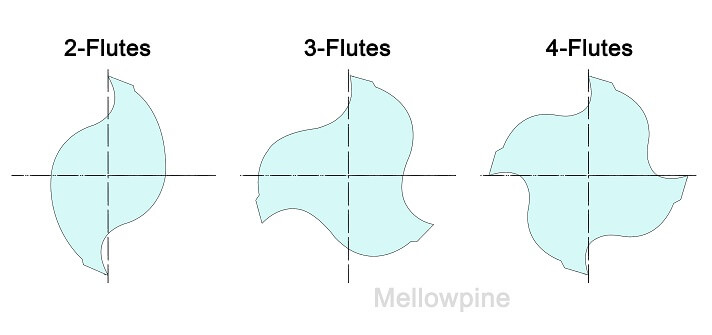
The number of flutes of the cutting edges dictates the construction type of the face mill. It mainly varies with the cutter diameter and milling material.
Flutes are the deep spiral-shaped grooves in the mill that facilitate the movement of chips out from the material during the milling operation.
Two-flute face mills are common for ductile materials that produce long chips during milling.
A higher number of flutes minimizes the magnitude of vibration and chip load.
Chip load is an important factor that directly affects the toll life and machining quality.
Therefore, it is important to use a chip load calculator and verify that the chip load for your setup is under the optimal chip load range for a similar setup.
Cutting Tool Material
The type of material to be machined and the desired finish requirement plays an important role in determining the ideal cutting tool for your facing operation.
Hard materials like carbide, cobalt, and diamond are ideal for high-speed applications, whereas relatively softer materials like steel are better suited for general purposes.
Tools made of micro grain carbides, cermets, or ceramics are preferable in surface finishing applications.
The coating on tools helps resist corrosion and abrasion while increasing the tool hardness, providing lubrication, and improving the overall tool life.
Metal inserts are another way to reduce tool wear and tear.
Tips for Improving Face Milling Quality
Here are some useful tips to improve the quality of your face milling operation.
Select an Appropriate Tool
Always choose the right tool for your face milling operation.
For instance, if you are working on aluminum or any other soft metal stock, a fly cutter is the best option.
On the other hand, a shell mill is recommended for face milling steel workpieces or other hard metals.
Face mills with carbide insert tipped edges are ideal for machining hard metals.
Follow Good Machining Practices
Position the face mill off-center from your workpiece as this results in thinner chip formation, which leads to a smoother finish.
Refrain from frequently inserting and withdrawing the tool from the workpiece during operation, as this could damage the tool and causes vibrations.
Avoid face milling over holes or slots, as this may lead to intermittent cuts that cause vibrations, unwanted stress, and tool damage.
Maintain an optimal depth of cut, as a cut performed at greater depth, can result in unwanted friction and stress.
Use a sufficient amount of cutting fluid during the machining process, to minimize friction and prevent the workpiece from overheating.
Difference between Face milling and Peripheral milling
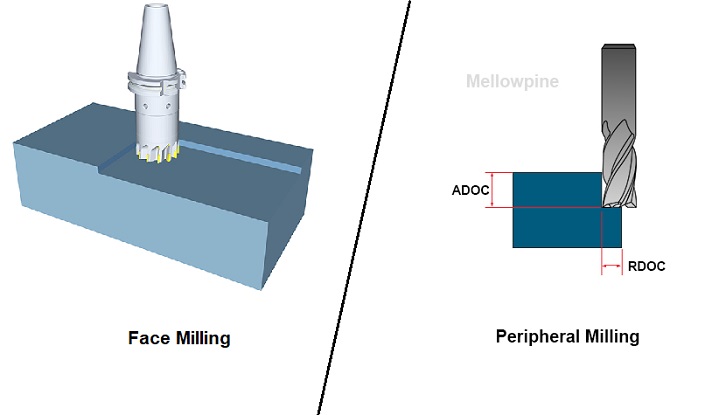
There are notable differences between face milling and peripheral milling.
| Parameter | Face Milling | Peripheral Milling |
|---|---|---|
| Teeth location | On the periphery and the face of the cutter | On the periphery of the cutter |
| Stock surface position | At right angles to the cutter axis of rotation | Parallel with the cutter axis of rotation |
| Spindle type | Both horizontal and vertical spindles | Horizontal spindle |
| Material removed | Relatively smaller volume | Large volume |
| Cutting source | Both the periphery and face | Only the periphery |
| Depth of cut | More along the radial axis | More along the axial/vertical axis |
Difference between face milling and peripheral milling
The location of the teeth and the workpiece positioning are the fundamental differences between these two milling operations.
Both these milling operations have specific applications.
Since the material removal rate is higher in peripheral milling, it is better suited for making roughing cuts.
Face milling on the other hand is preferable for semi-finishing and finishing cuts.
In face milling, the peripheral teeth and the mill face remove material. In addition, the mill face also performs finishing operations.
On the contrary, in peripheral milling, only the peripheral teeth are responsible for material removal.
Face mills generally have a large diameter, compared to end mills used for peripheral milling, which results in a larger contact area and greater radial depth of cut.
A peripheral mill has a longer axial length, and since most of the contact area between the mill and workpiece is through the mill’s axial surface, it has a greater axial depth of cut.
Frequently Asked Questions (FAQ)
What are the general features of a face mill cutter?
A face mill cutter is disc-shaped, with cutting edges along its periphery, extending for some length along the shank. Inserts can be attached to the cutting edges, and the diameter of the cutter depends on the application and type of milling in question.
Can face milling be automated?
Face milling can be automated by implementing CNC on the milling machine through a retrofitting operation.
What is depth of cut?
Depth of cut is the distance a cutting tool plunges into the surface of the stock material to perform the machining operation. This distance can be axial or radial.