



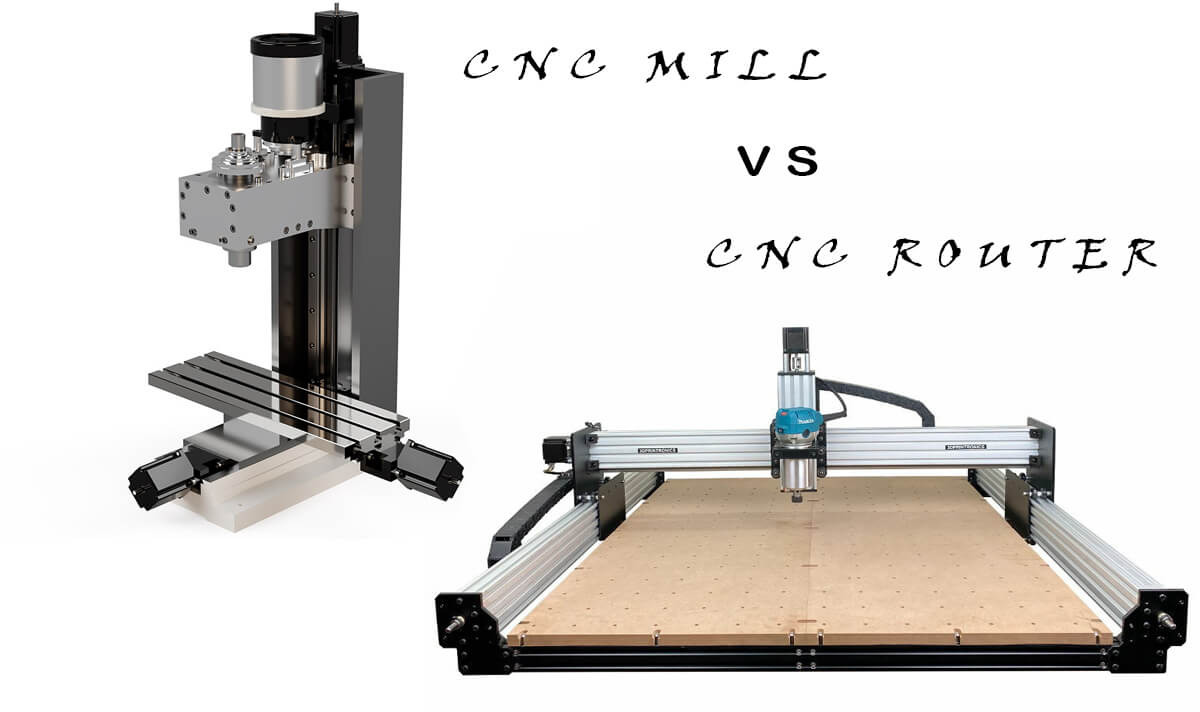
The terms CNC Router and CNC Mill are thrown around a lot in the CNC community.
Although both are computer-numerically controlled, there are some key differences that separate both.
CNC routers are generally large in terms of the cutting area, have a gantry-style design, and are mostly used for milling non-metals (Wood, PCB, plywood, etc.) and non-ferrous metals.
CNC Mills have a small cutting area, and a C-frame style design, and are primarily used for milling metals (steel, titanium, aluminum).
In this article, I go deep into the differences between a CNC router and a CNC milling machine explaining with examples.
MellowPine is reader-supported. When you buy through links on my site, I may earn an affiliate commission at no extra cost to you.
Differences between CNC Router and CNC Mill
| Parameter | CNC Router | CNC Mill |
|---|---|---|
| Design | Comparatively less sturdy design | Comparatively more sturdy |
| Cutting Area | Large cutting area | Comparatively smaller cutting area |
| Z-travel | Comparatively less | Large Z-travel to mill pockets and drill holes |
| Material Capability | Preferable for soft materials | Preferable for hard materials |
| Coolant | Generally not required | Always required for machining metals |
| Linear Transmission | Cutting head moves along X and Y axes | Workbed moves along X and Y axes |
| Stepper Motors | Comparatively less powerful motors | Comparatively more powerful NEMA 34 motors |
| Accuracy | Comparatively less | Comparatively higher accuracy |
| Cost | $200-$25,000 | $3000-$30,000 and higher |
Design Differences between CNC Router and CNC Mill
CNC routers vary greatly in terms of the frame material used. The material could be anything from plywood, plastic, aluminum, and steel.
Generally, the harder the frame material, the better the overall rigidity of the machine.
However, it costs more to have a steel frame instead of a plywood frame.
3018 CNC such as the Sainsmart 3018-Pro which costs under $500, has plastic (Phenol formaldehyde resins-PF) components in its frame.
A slightly more expensive hobby CNC such as the BobsCNC Evolution CNC router has a baltic birch frame, which is better than plastic.
As you go higher up in price, CNC routers have aluminum or welded steel as the frame material.
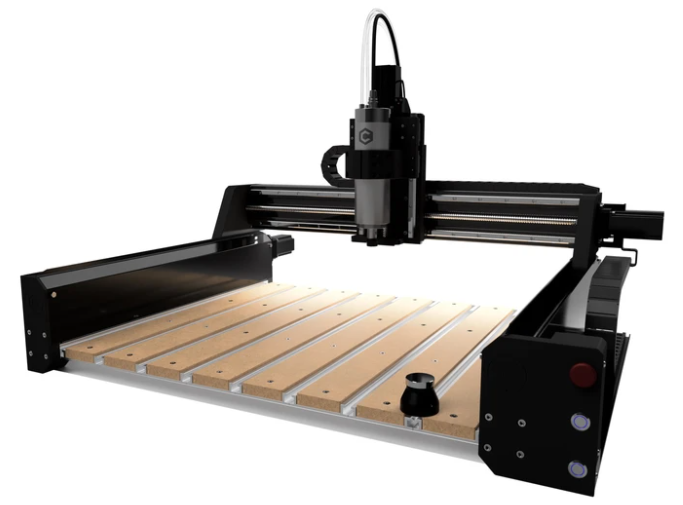
Typically CNC routers have a gantry style design, with a gantry that moves along the Y-axis, and the Spindle moves in the X-direction on the gantry.
The frame of the gantry in a CNC router needs to be light enough to be pushed by the stepper motors that drive them.
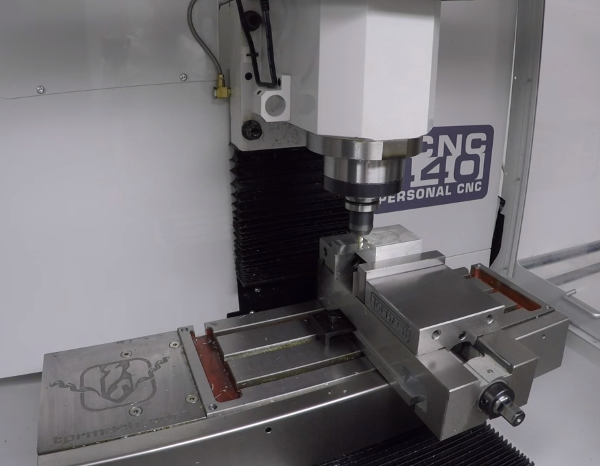
CNC Milling machines are much more stocky and heavy in general compared to CNC routers.
Budget CNC mills such as Sherline and Taig CNC mills are made of steel and aluminum.
Once you go past the budget ones, CNC mills are made of either cast iron or steel making them extremely heavy and rigid.
For comparison, an entry-level CNC mill like the Tormach PCNC1100 weighs 1500 lbs, whereas a CNC router like Shapeoko 4 XXL weighs only 165 lbs.
In addition to the overall weight difference, CNC mills are smaller in footprint with the weight highly concentrated in a small area.
This mass provides rigidity to CNC mills which is essential to dampen vibrations while milling hard metals.
A disadvantage of this heavyweight is that you often need an engine hoist to assemble a CNC Mill.
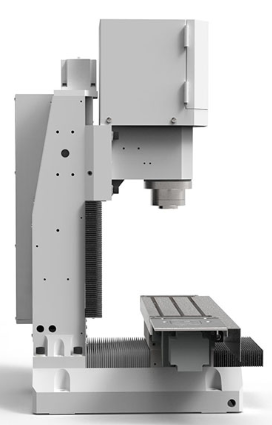
The frame also includes a column to support other machine components such as an oil reservoir, arbor support, and worktable.
Conventional CNC mills have a Bridgeport-style C-frame structure, but industrial CNC Mills can be horizontal mills or vertical mills.
A vertical milling machine uses a long and thin cutting tool, which performs various milling operations and machining processes such as drilling, boring, and tapping.
| CNC Router | CNC Mill | |
|---|---|---|
| Design | Gantry Style | C-Frame/Bridgeport Style |
| Frame | Plastic, Plywood, Aluminum, Steel | Aluminum, Cast Iron, Steel |
Design – CNC mill vs router
Difference in Cutting Area: CNC Router vs CNC Mill
It is one of the significant distinctions between a CNC router and a CNC mill.
CNC Routers have a wide variety in terms of the cutting area while CNC Mills have a much smaller limited work area.
As CNC routers are used to mill wood, MDF, plywood, and aluminum sheets, they need a large cutting area and huge cutting beds.
The smallest CNC routers, such as the Genmitsu 3018-PRO offer 11.8” x 7.1” of travel.
The largest CNC routers used by Small businesses are typically 5×10 CNC Routers like the AVID CNC PRO60120.
Even larger ones exist (such as Biesse CNC routers), but those are used in wood processing factories.
CNC mills have much less cutting area compared to CNC routers.
But that’s by design, as CNC mills typically work on thick metal stock (like Steel and Titanium).
The smaller travel also aids well in the overall rigidity of CNC mills.
Hobby CNC mills such as the Sherline 12″ CNC mill have only 8.65″ x 5″ travel, which is minuscule compared to CNC routers.
Entry-level professional CNC mills like the Tormach PCNC 440 give you 10″ x 6.25″ of travel, which is not much higher than the Sherline CNC mill.
Even in the Haas VF1 CNC mill, which costs upwards of $50k, you only get a travel of 20″ x 16″.
Overall, if you want to work on large workpieces such as wood boards, MDF sheets, and aluminum sheets, a CNC router is what you need.
If you want to work on thick metal stocks with a small area, a CNC mill is what you need.
Difference in Z-axis travel
Another typical distinction is the Z-axis travel on both machines. Routers are used for jobs that do not require very deep cuts and generally have a Z-axis travel ranging between 2 inches to 12 inches.
On the other hand, a CNC mill can have a large Z-axis travel and is suitable for making deep pockets or drilling holes.
CNC routers are designed to cut large and thin sheet stocks. Therefore, they have large X and Y-axis travel and low Z-axis height to optimize for rigidity.
Difference in Spindle/Router
CNC Routers are designed for cutting soft materials like wood, plastic and soft metals like aluminum and brass hence they use a high-speed spindle/router which allows them to cut these materials optimally.
The RPMs in a CNC router can range between 10,000 to 30,000 RPM and mostly these spindles/routers use a single phase 110 V 15 A supply that allows you to plug them directly into your wall socket.
CNC routers, as their name suggests, can have either CNC spindles or consumer-grade routers such as the Makita RT0701C at the cutting end.
CNC mills are heavy-duty machines and always use spindles and never routers.
They typically run at low RPM with high torque, which lets them cut tensile materials, such as ferrous metals.
The RPM range in a spindle used on a CNC mill can be between 1,000 to 15,000 RPM.
The spindles in CNC mills come in various drive mechanisms like direct drive, belt drive, and gear drive and are designed to operate for extended durations without breakdown.
Most CNC milling machines require a 3-phase power supply. This is to provide enough current to the motors to generate sufficient torque.
However, there are CNC routers that use a 3-phase supply, but they are typically used for bulk production and have ATC spindles.
Difference in Material Capability
Another significant difference between a CNC router and a CNC mill is the materials that they can work on.
If your project demands working on relatively soft materials like wood, plywood, plastic, HDPE, acrylic, MDF, and aluminum sheets, a CNC router is what you need.
At least as long as the workpiece thickness is within the limits of a CNC router.
Typically, CNC routers are not used for milling ferrous metals like steel, and cast iron.
However, there are exceptions here. It is possible to mill steel on good CNC routers if you use the right settings.
But that’s not their primary job, and it’s risky to push CNC routers to mill steel.
You also cannot expect to get the tolerance you need with steel when you mill on a CNC router.
CNC mills are built for heavy-duty metal machining jobs and excel in cutting hard materials like thick aluminum, steel, and even titanium.

While all CNC mills can work on steel, their speed and efficiency vary considerably with the price.
Budget benchtop CNC mills, such as the Sherline CNC mill, can be quite slow when working on steel.
An expensive $50k CNC mill will plow through steel like a hot knife on butter.
A CNC mill can be used to mill wood. However, it’s not recommended as wood dust often clogs up machine ways and tools.
Also, milling wood causes heat build-up and results in poor finishing when milled at low RPMs, typical in CNC mills.
Difference in Coolant
During CNC metal machining, the workpiece can get heated. Hence, it is required to keep the cutting tool cool if you operate it for long periods.
CNC routers use a high-speed cutting tool to cut relatively soft materials and generally don’t require coolant.
CNC mills work on hard metals, and this produces a lot of heat.
Hence, typically you need to use a coolant when using a CNC milling machine.
Difference in Linear motion
CNC routers and CNC mills have fundamentally different configurations for linear axis movement.
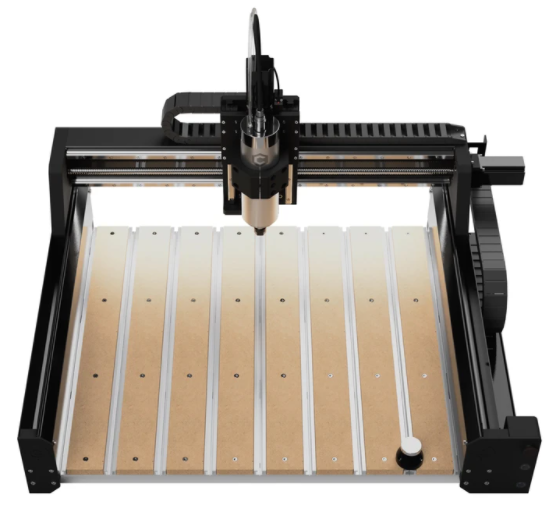
Usually, in a CNC router, the router/spindle moves around the workpiece, and the workbed remains stationary during the entire cutting process.
But there are exceptions like Genmitsu 3018 PROVer, where the Y-axis movement is achieved by moving the workbed.
CNC routers are available in various options in terms of linear motion components.
You can choose from belt drives, lead screws, ball screws, and rack and pinion to drive the axes.
For movement guides, you get to choose from V-wheels, linear bearings, and linear rails.

Due to their large travel, CNC routers need to move fast to be effective.
This makes it ideal to use fast-motion systems such as belts and rack and pinion drives in CNC routers.
Typically, CNC routers are available with 3-axis movement. However, you may find 4, 5, and 6-axis routers for complex projects.
For instance, a CNC router with a rotary axis helps to do CNC woodturning.
In a CNC mill, the spindle stays in place while the workpiece, which is fixed to the workbed, is moved in the X and Y-axis,
The spindle typically moves only in the Z-axis direction (up or down).
CNC mills use linear rails, bearings, and bearing carriages for precise linear movement.
For guiding the axes, dovetail slides are commonly used in budget CNC mills as they offer better rigidity than rolling guides.
CNC mills can be categorized into horizontal and vertical CNC mills.
Horizontal CNC mills can be divided into plain horizontal and universal milling machines. Vertical CNC mills can be divided into turret and bed milling machines.
The workbed of a plain horizontal CNC mill has longitudinal, cross, and vertical movements, allowing it to have better chip removal and surface finishing.
In addition to the longitudinal, cross, and vertical movements, the workbed of a universal milling machine has additional horizontal swivel movement, which helps to produce spur, spiral bevel gears, and twist drills.
The workbed of a turret vertical milling machine moves parallel and perpendicular to the spindle axis.
It makes turret mills versatile for detailed work, such as creating parts for plaques and toys.
Difference in Stepper Motors
Typically, CNC routers and CNC mills run on stepper motors, which have an open-loop control and provide high torque to drive linear motion components.
Industry-grade CNC routers and CNC mills run on servo motors, which have closed-loop control that offers feedback to the computer.
In general, stepper motors in CNC mills are much more powerful, with NEMA 34 motors with high torque (>1000 oz.in) used for the Z-axis in mills.
Difference in Accuracy
Since CNC routers work on non-metals, their accuracy/tolerance is less compared to CNC mills.
The exactness in terms of dimensions is less of an issue while making furniture, while a machine spare made of steel needs to be highly accurate to fit correctly.
CNC routers require less time to cut workpieces, hence offering fast production.
But such a fast speed does not produce accurate cuts on metals.
CNC mills are more accurate and are used to make metallic parts for medical, military, and industrial applications and for prototype creation.
Although CNC mills take more time to complete the job, they are appropriate to make delicate and complex cuts and precise cuts within 1,000th of an inch (typical accuracy).
Difference in Cost: CNC Router vs CNC Mill
As you probably know, there is a broad range in the price of CNC routers and mills.
However, CNC routers start at $200 for desktop engravers and go up to $25,000 for industrial CNC routers (Shopbot, CAMaster).
There are more expensive CNC routers, but those are not very common.
Several CNC brands offer CNC routers for under $5,000 (Inventables, Carbide 3D, Onefinity).
CNC Mills start at around $3000 for hobby benchtop mills (Sherline, Taig, Proxxon) and get expensive quite quickly as you go up in price.
Once you go past hobby CNC mills, you have Tormach CNC mills costing between $10k-$20k.
Thereafter you have industrial CNC milling machines costing more than $30k (Haas, Doosan, DMG),
Thus hobby-grade/budget CNC mills are few and far between.
But that’s expected, as steel milling is much more difficult compared to milling wood.
CNC Router or CNC Mill- Which One Should You Choose?
When making a selection between a CNC router and a CNC mill, you need to analyze your requirements carefully.
If your application demands high accuracy on small workpieces, a CNC mill is the way to go.
In contrast, if you plan to work on large workpieces like sheets of plywood, a CNC router is a more logical option.
Apart from that, the type of material also plays an important role in making the selection.
Generally, CNC mills are recommended for applications that primarily involve the machining of metal workpieces, whereas CNC routers are more suitable for softer materials like wood and plastic.
However, if your application involves machining wood with occasional machining of non-ferrous metal, like aluminum, it is advised to opt for a professional-level CNC router as it provides good machining capability on a budget.
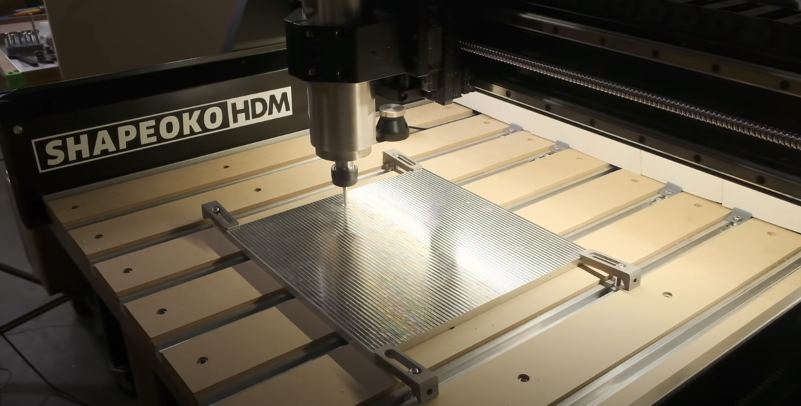
Shapeoko HDM vs Tormach PCNC 440-CNC Router vs CNC Mill
To illustrate the differences between the two, I have compared the Shapeoko HDM and Tormach PCNC 440 in this section.
| Parameter | Shapeoko HDM | Tormach PCNC 440 entry package |
|---|---|---|
| Category | CNC Router | CNC Mill |
| Overall Construction | Aluminum frame and gantry | Cast iron C-column and base |
| Cutting area (X x Y x Z) | 27.16” x 21.06” x 5.7″ | 10” x 6.25” x 10” |
| Router/Spindle power, maximum speed | 1.55 kW/2.2 kW VFD spindle, 24,000 RPM | ¾ HP belt drive spindle, 10,000 RPM |
| Material Capability | Acrylic, plywood, MDF, plastics, foams, even thin aluminum and steel sheets. | Soft materials and aluminum, steel, titanium, and strong alloys. |
| Programming | G-code | G-code |
| Linear Motion | Spindle movement in all axes | Workbed movement: X and Y axes; Spindle Movement: Z-axis |
| Maximum feed rate | ~197 IPM | ~135 IPM |
Comparison of Shapeoko HDM CNC router and Tormach PCNC 440 CNC mill
I have chosen Shapeoko HDM, a heavy-duty CNC router offered by Carbide 3D, and PCNC 440, an entry-level professional CNC mill offered by Tormach for comparison.
Shapeoko HDM offers more than a double cutting area to hold workpieces but has almost half the Z-axis travel compared to PCNC 440.
The chassis of Shapeoko HDM is made of extruded aluminum, which is strong enough to resist flex.
PCNC 440 CNC mill has its chassis made of cast iron, which makes it sturdy to cut tensile materials and rigid enough to dampen vibrations.
Shapeoko HDM can cut relatively soft materials like Acrylic, plywood, MDF, plastics, foams, and thin aluminum and steel workpieces.
PCNC440 can make precise cuts on soft materials and thick aluminum, steel, titanium, and strong alloys.
Both Shapeoko HDM and PCNC440 get digital instructions for movement from G-codes.
The spindle of Shapeoko HDM moves around the X, Y, and Z axes of the fixed workpiece.
In PCNC 440, both the workpiece and spindle head move to offer you good precision and to make reliably accurate cuts.
The spindle of Shapeoko HDM runs at a high RPM compared to PCNC 440, which offers you a maximum feed rate of 197 IPM.
The low RPM of PCNC 440 produces more torque than generated by Shapeoko HDM to make cuts on tensile materials.
If you compare the cost of the machines you will notice that the mill costs more than the router for a similar quality and performance.
This is because machines that cut metal need quality components to resist the vibrations and stress of metal milling.
Final Thoughts
CNC routers are specially designed for large workpieces, often cut relatively softer materials.
They have large gantry-style construction, which makes them less rigid compared to CNC mills.
While CNC routers excel with wood, plastic, foam, and even aluminum, their less rigidity makes them unreliable for hard metals.
If you need to work on thick metal stocks (steel, titanium, and aluminum) with a small footprint, then a CNC milling machine is what you need.
However, if you need to mill aluminum sheets, then a CNC router is what you need.
Frequently Asked Questions (FAQ)
Can you mill with a CNC router?
You can mill thin aluminum with a CNC router. You need the appropriate endmill such as a carbide bit and proper feed rate. However, you have to choose adaptive toolpaths to handle non-ferrous metals.
What is the difference between a CNC Mill and CNC lathe?
A CNC mill holds the workpiece, and the endmill spins on its axis to make precise cuts. On the other hand, a CNC lathe holds the workpiece in a chuck and turns it. A fixed endmill is applied to the spinning workpiece for material removal.
Can you use a mill as a lathe?
Yes, you can fix a round brass stock in the spindle collet and lathe tool bit in the vise to convert the mill into a lathe machine. However, it is not a good idea as it can cause wear and tear in mill bearings.
Can a CNC mill cut wood?
Yes, but make sure to use way covers for openings and use a good shop vac, else sawdust will fly and accumulate into the oiler channels.
Can I mill with a drill press?
Yes, but use materials with less side pressure, such as plastic and wood. It is because the bearings of the drill press are not so rigid to handle side pressure. You can only make shallow grooves with a slow feed rate.
What is the difference between milling and turning?
In milling, the cutting tool spins around its axis, and the workpiece moves to provide feed motion to the spindle. In turning, the workpiece rotates against the cutting tool. You will need a milling machine for milling and a lathe machine for turning operations.
What is the difference between drilling and milling?
Drilling cuts into the material vertically while milling does it horizontally with the side of the bit. You can use either a hand drill or drill press for drilling, but milling can only be done using a milling machine.