



Regular colors like black, white, and gray that you get with laser engraving can be limiting in some situations.
When you want a broader color palette, color laser engraving is your best bet.
The best and most popular way to do color engraving or color marking is by using a MOPA fiber laser.
This article discusses the different ways of adding color to your laser engraving projects and how to successfully do it.
MellowPine is reader-supported. When you buy through links on my site, I may earn an affiliate commission at no extra cost to you.
What is Color Laser Engraving?
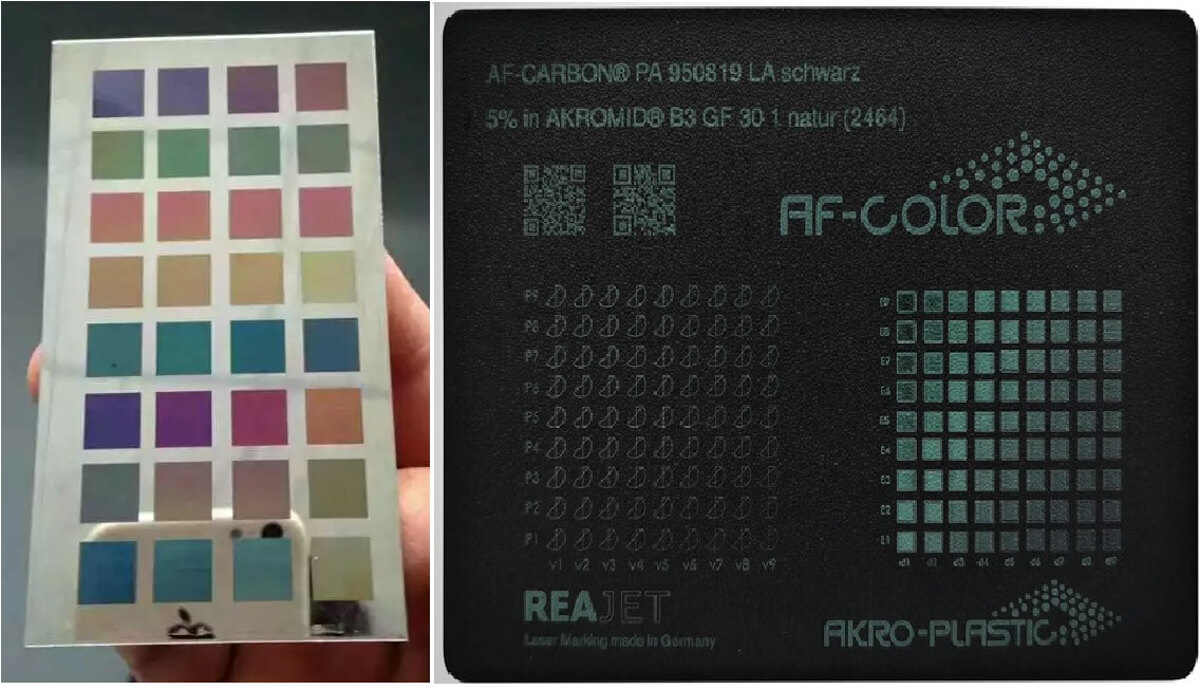
In Color laser engraving, the surface of the material is heated high enough with a laser to oxidize it and this produces a permanent mark with a color. MOPA lasers provide independent control over the pulse width and frequency parameters, which enables them to produce different colors when engraving or marking certain materials like stainless steel and titanium.

The addition of color improves the contrast and enhances the detailing of the engraving.
However, the ability to add color to the engraving varies from one material to another, and different methods are to be used for color engraving different materials.
Generally, a MOPA fiber laser is used for color engraving metals and plastics.
How to do Color Laser Engraving?
Color laser engraving or marking is quite similar to the normal fiber laser marking process, with the only difference being the addition of color either by using a MOPA fiber laser or by using special dyes.
However, the ability of a MOPA fiber laser to produce color marking is limited to certain metals and plastics.
For great results, it’s important to choose the right engraving method for your material.
Color Laser Engraving Metal

Metals have a shiny surface and can oxidize rapidly making them the most commonly used material for color laser engraving.
Although any fiber laser can be used for engraving metals, MOPA fiber lasers are recommended for color engraving.
Compared to a regular fiber laser, a MOPA fiber laser provides better control over parameters such as power, frequency, pulse duration, etc.
This fine control allows altering the amount of energy absorbed by the metal which in turn produces different color engravings.
However, not all metals are suitable for color engraving by varying laser parameters.
Metals such as aluminum, stainless steel, and titanium are the best suitable metals for color laser engraving.
Stainless steel is capable of producing the most number of colors under different laser engraving parameters, which makes it the ideal metal for color engraving applications.

Therefore, color laser engraving can be used for various projects such as making metal artworks, engraved knives, personalizing jewelry and watches, etc.
Depending upon the engraving pattern, laser power, and technique of adding the color, there are different methods of producing color laser engravings on metals.
Single Line Method
In this method, the laser head follows a continuous path that does not intersect or overlap at any point in the engraving.
During this type of engraving, constant laser power and spot size are maintained throughout the engraving to attain a uniform engraving pattern.
As a result, the engraving produced by this method has uniform brightness and contrast, which makes it unsuitable for complex engravings that require greater depth of contrast.
This method is generally applied for engraving simple geometric shapes such as circles, squares, rings, triangles, etc.
Overlapping Method
The overlapping method of color engraving produces a vivid engraving with good contrast.
In this method, the laser head moves over a particular point repeatedly to create a bright color mark on the surface of the metal.
The ability to regulate the number of passes over a point to create a mark with varying brightness makes this method ideal for engraving complex patterns.
However, as the number of passes increases, material removal also increases.
Removing a lot of material renders the part weak and can cause warping when working with thin surfaces.
Due to this reason, the overlapping method of color engraving is not suitable for engraving thin surfaces.
Melting and Solidification Method
The melting and solidification method solves the problem of engraving thin surfaces with varying brightness without damaging or weakening the workpiece.
In this method, there is no removal of the material, which makes it ideal for working with thin surfaces, where maintaining the strength of the workpiece is the main priority.
A high-power laser is used to heat the surface of the metal and oxidize it without vaporizing the material.
The surface of the metal undergoes melting and solidification, which creates an oxide layer over the surface and changes the microstructure of the surface.
This results in a colored mark on the surface of the workpiece without removing the material and is often known as “Color laser marking”.
Grating Method
The grating method is used for color engraving metals that do not form a colored oxide layer when subjected to a high-powered laser.
In this method, a colored oxide layer is added to the surface of the metal artificially.
A high-powered laser melts the surface of the metal, and an oxide material in powdered form is added to the molten pool.
This results in surface grating, which diffracts the light falling on the surface and creates a colored mark.
Color Laser Engraving Plastics
Unlike metals, plastics do not oxidize when subjected to a high-power laser.
As a result, performing color laser engraving just by melting and vaporizing the plastic material is not possible.
However, plastic materials are generally available in multiple colors.
The laser engraving of these colored plastics produces a mark in a lighter or darker shade of the same color as the base material.
This method does not produce engravings with high contrast and, therefore, cannot be used for complex engravings.
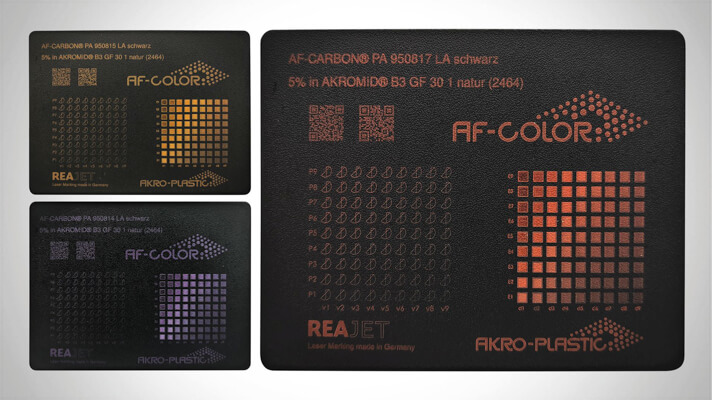
To add color to the engraving, an artificial coloring agent is applied on the surface of the workpiece.
The high-powered laser fuses the coloring agent with the surface of the plastic workpiece and creates a permanent colored mark.
Similar to the grating method, the plastic does not vaporize during this process, and no material is removed.
The laser strikes the surface of the plastic workpiece to create a molten pool, and the coloring agent fuses with the molten plastic to create a colored mark on solidification.
Polyethylene, ABS, and glass-filled plastics are the most commonly used plastics for color laser engraving.
Alternative to Color Laser Engraving
Color laser engraving by MOPA fiber laser does not produce similar results on all materials.
Some materials produce excellent colors, while others fail to produce colorful oxide layers under the action of a laser.
A simple alternative to producing a color engraving is to use masking tape and paint to backfill the engraving.
This method can be used for producing colored engraving on any material.
Furthermore, it can be performed by using a CO2 laser on non-metals and a fiber laser on metal surfaces, eliminating the need for costly MOPA fiber lasers.
In this method, the surface of the workpiece to be engraved is covered with a uniform layer of masking tape.
It must be ensured that the masking tape sticks to the surface of the workpiece evenly without any air bubbles entrapped under the surface.
After covering the surface with the masking tape, you can begin the engraving process.
The laser burns through the masking tape and removes the material to create a groove in the desired shape while the rest of the surface is still covered with masking tape.
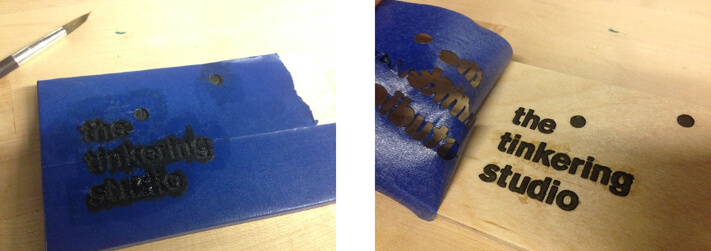
This makes it easy to backfill the engraving with the desired paint and produce a colorful engraving.
Generally, enamel paints are recommended for metal surfaces, and acrylic paints are recommended for non-metals like plastic and wood.
However, the mark produced by this method is not as long-lasting as color laser engraving and is not recommended for surfaces that are subjected to abrasive conditions.
Best Laser Engravers for Color Engraving
A MOPA fiber laser with a power rating of around 60W can be used for color laser engraving of various metals and some plastics.
However, the ability of a laser to engrave different materials and the quality of color engraving depends upon various factors such as laser power, frequency variations, pulse duration, etc.
Trotec SpeedMarker 300 MOPA Laser Engraver

The Trotec SpeedMarker 300 has a footprint of around 23″ x 34″ x 26″ that offers a work area of 7″ x 7″ with a maximum workpiece thickness of 7″.
It is a small-size desktop MOPA engraver that can be used for color engraving stainless steel and black marking aluminum.
Trotec SpeedMarker 300 offers a MOPA fiber laser with two power options, 20W and 100W.
The marking speed of 236 ips enables a fast production rate, ideal for businesses.
It provides a pulse duration of 4ns – 200ns, which can be used to enhance the contrast of the engravings.
Trotec provides an optional rotary kit that can be used to engrave cylindrical objects.
Furthermore, Trotec offers various models under the SpeedMarker series that provide different work areas.
| Model | Work Area |
|---|---|
| SpeedMarker 50 | 12″ x 12″ |
| SpeedMarker 300 | 7″ x 7″ |
| SpeedMarker 700 | 29″ x 19″ |
| SpeedMarker 1300 | 39″ x 18″ |
| SpeedMarker 1350 | 39″ x 20″ |
| SpeedMarker 1600 | 51″ x 18″ |
Various models of Trotec SpeedMarker series.

JPT MOPA Laser Engraver is a desktop laser engraver that offers a work area of 4.3″ x 4.3″ with a maximum workpiece thickness of 11.8″.
It houses a 60W MOPA fiber laser that can perform up to 2.5mm deep engravings on various metals.
JPT MOPA laser engraver offers a pulse duration of 200ns with a repetition rate of 1-4000KHz, which enables it to produce high contrast color laser engravings on stainless steel.
The galvanometric laser head offers a maximum marking speed of 275 ips, which increases the throughput by enabling a quick cycle time.
Furthermore, the laser operates inside a safety enclosure, making it safe to operate even on busy shop floors.
No products found.
eCobalt MOPA Laser Engraver

The eCobalt is a MOPA fiber laser engraver from Laser Marking Technologies (LMT) that has a footprint of 24″ x 25″.
It offers variable laser power options of 10W, 20W, 30W, and 50W, which can be selected at the time of purchase according to your need.
The eCobalt is an enclosed laser engraver that makes it safe to use on busy shop floors.
It offers two types of lenses, the standard 163 FL lens that offers a work area of 4.33″ x 4.33″ and the optional 254 FL lens that increases the work area to 6.89″ x 6.89″.
eCobalt offers a locked pulse duration of 200ns and a frequency of around 1 – 400KHz, which enables the production of color laser engravings with good contrast.
Furthermore, eCobalt also provides an optional fumes extraction system that can be useful when engraving plastics.
For small-scale projects with slight color variations, you can also opt for the xTool D1 pro diode laser cutter.
With proper process control, it can engrave metal with various shades of different colors, making it the best color laser engraving machine for budget-friendly projects.
Final Thoughts
Color laser engraving is an exciting technique that enhances the visual aesthetics of the engraving and adds a level of detail to the engraving.
For small-scale businesses, color laser engraving can help stand out from the competition and earn more profitable deals.
Using the alternate technique simplifies the process and allows you to create colorful engraving on a variety of materials.
Although most MOPA fiber lasers have an enclosed body, it is strongly recommended to wear safety glasses and be wary of the risks, hazards, and safety measures related to laser operations.
Frequently Asked Questions (FAQ)
Why can MOPA fiber laser produce color laser engraving while Q-switching fiber laser cannot?
Compared to Q-switching fiber lasers, MOPA fiber lasers provide a wider range of pulse duration and frequency, enabling them to produce varying effects on the engraved surface. Manipulating the various laser parameters like power, frequency, and pulse duration enables the MOPA laser to produce color laser engraving.
Can we use a CO2 laser to produce color laser engraving on plastics?
No, a CO2 laser cannot be used for producing color laser engraving on plastics. However, by using laser marking ink or other dyeing agents, a CO2 laser can produce colored markings in various materials.
Is color laser engraving long-lasting?
Yes, color laser engraving is long-lasting. It can survive daily washing and cleaning without any scratch on it. However, the ability of the color laser engraving to withstand abrasive conditions depends upon the depth of the engraving. The deeper the engraving, the higher its chances of surviving abrasive conditions.