




Milling is a cutting operation that uses a rotating cutter to remove material from the surface of a workpiece.
It is generally performed on workpieces with flat surfaces or simple contours, using either a manual or CNC milling machine.
CNC milling provides various advantages over manual milling and is widely used for large-scale production.
This article explains everything about CNC milling by looking at its types, workflow, applications, machine types, and tools used.
What’s in this article?
MellowPine is reader-supported. When you buy through links on my site, I may earn an affiliate commission at no extra cost to you.
CNC Milling: Understand
Milling Definition

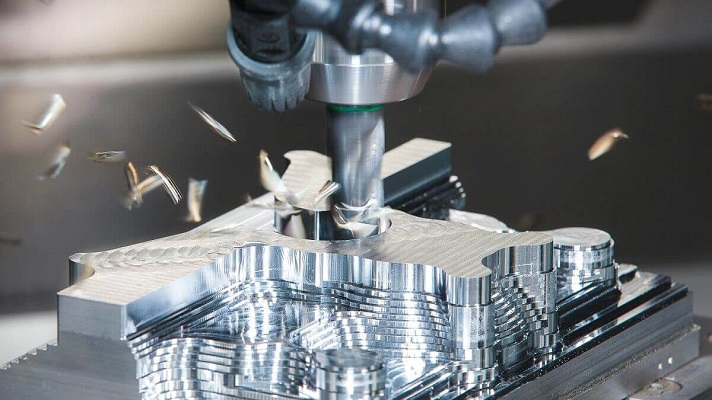
Milling is a machining operation that removes material from an object’s surface using a rotating cutter.
The milling machine’s spindle rotates at high speed, and the cutting tool moves along the Z-axis (up/down) to perform the machining operation.
This operation is mainly used for performing roughing or semi-finishing operations on metal parts.
These milling operations can be either performed manually or automated using part programs.
What is CNC Milling?
CNC milling is a type of subtractive manufacturing process that integrates Computer Numerical Control (CNC) with milling machines to perform the desired machining operation. In this process, the workbed moves along the X, Y, and Z axis while the rotating tool plunges in and out of the workpiece surface.
The parts of a CNC mill are similar to that of a manual mill, except for the addition of a control system and actuators to impart automatic movement to the machine.
In CNC milling operation, the milling machine is controlled by a computer using pre-programmed commands with the help of numerical control technology.
The benefits of CNC milling are:
- It makes complex shapes easy to produce
- Eliminates the need for manual labor and reduces production cost
- Reduces the need for hand finishing
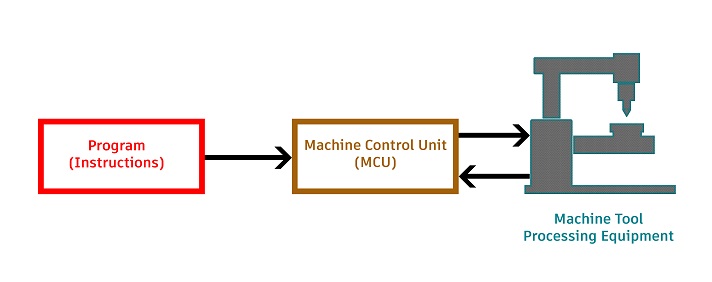
CNC mills have a Machine Control Unit (MCU) that reads the input program and implements it by moving the cutting tool and the workbed as per the program instructions.
At the center of the MCU is a CNC controller, which is a standalone microcomputer. It is what allows you to transmit instructions to the machine.
But what are the types of material that a CNC machine can cut? And can a CNC mill be used to cut metal?
Depending upon your machine configuration, CNC machines can be used to cut almost any material with a good surface finish.
A CNC mill with a rigid chassis and a powerful spindle can perform clean cuts in metals such as aluminum, steel, titanium, etc.,
You can use a CNC milling machine to produce three-dimensional parts with complex shapes, such as engine blocks and aircraft parts.
CNC Milling Process – Outline
CAD – Making the Design

For CNC milling, you need to have a computer-generated design of your part. This design is later used to generate codes for the machine control unit.
You can use any standalone CAD software like Adobe Illustrator or all-in-one software like Carbide create or Easel for creating the designs.
There are various free and paid CAD software programs. However, paid programs provide comparatively more customizable options, thereby allowing you to make complex designs.
Apart from that, you can also find open source CNC software that allow users to tweak their programs to suit their requirements.
CAM – Design to Code
In CAM operation, the design made for CNC milling is converted to code using special software programs that analyze and trace the geometry of the design to turn it into coordinates.
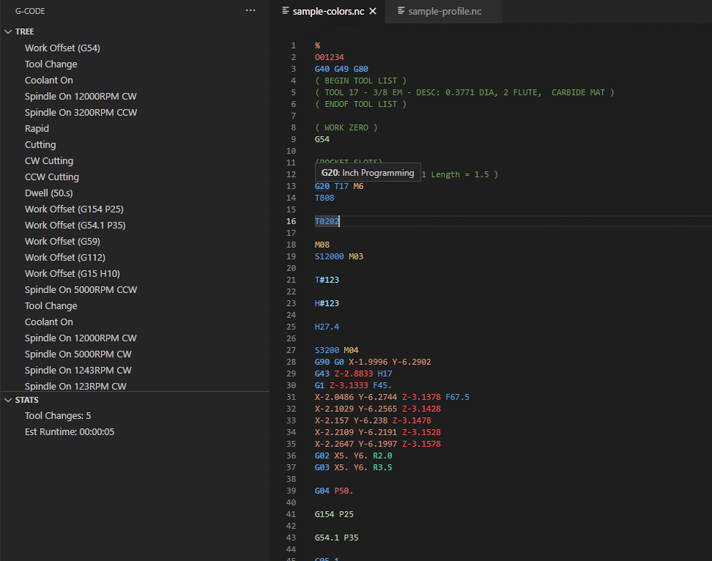
These software programs generate a toolpath from the design and produce the output in the form of a G-code file that contains all the program data.
A G-code file consists of a combination of different codes such as G-codes, N-codes, S-codes, T-codes, etc., that specify the CNC machine to perform different operations.
CamBam, MeshCAM, EstlCAM, DeskProto, etc., are some popular CAM software programs used by hobbyists and businesses.
Simulation
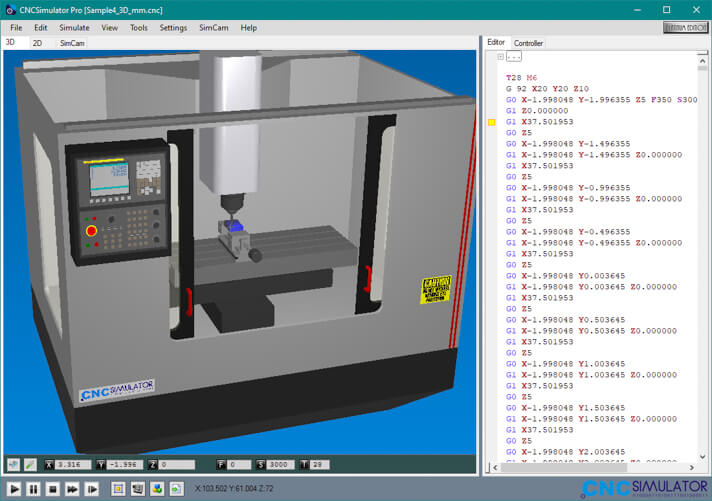
Simulation of the generated toolpath is also an important step in CNC milling. It allows you to test the program code and check for errors virtually.
You can preview the simulation using CNC simulation software like CAMotics, NC Viewer, CNC Simulator Pro, Eureka G-code, etc.
Control

During the control phase, the developed G-code file is used to control the machine tool and overall transmission.
You can control the CNC mill through a computer installed with control software or by using an offline controller.
Some popular control software programs used with CNC mills are Mach3/Mach4, LinuxCNC, OpenBuilds CONTROL, etc.
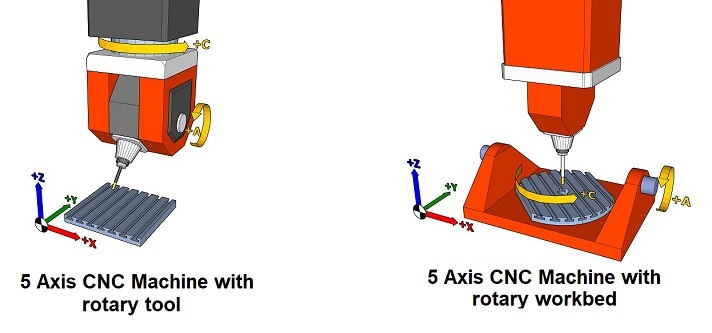
Axes of Motion on a Typical CNC Milling Machine
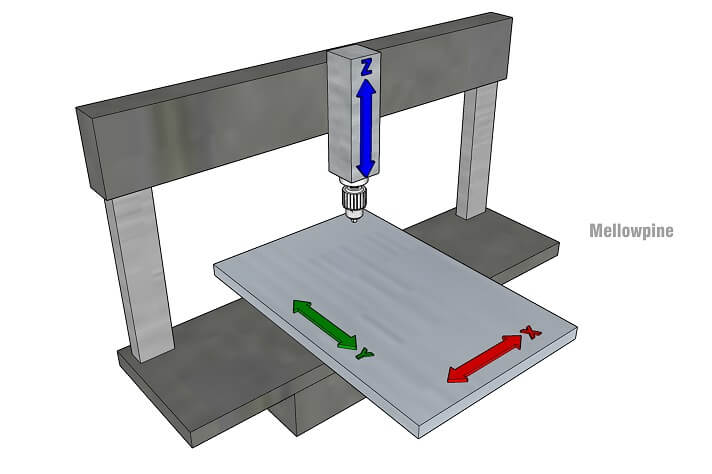
Note that the complexity of controlling your CNC mill depends on its axis configuration.
Hobbyists and small businesses widely use 3-axis CNC mills as those are comparatively easy to control.
Generally, CNC mills that support 4-axis or more are used for prototyping and manufacturing parts with complex designs.
Post-processing
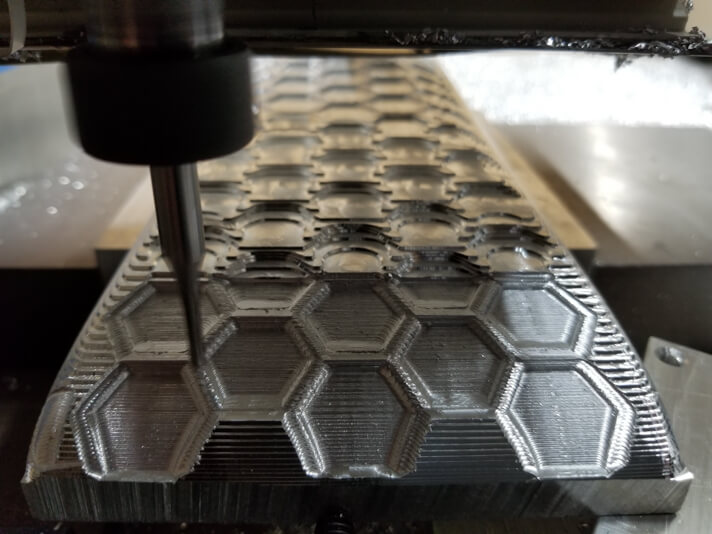
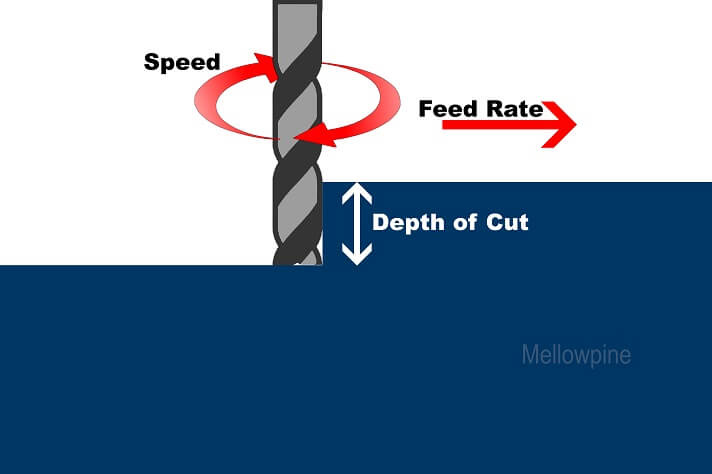
The surface roughness and texture of the milled material depend upon the end mill radius, RPM, and feed rates.
During a milling operation, the cutter can sometimes cause burrs or excess leftover materials on the part. This results in a rough texture on the surface of the workpiece, known as “mill finish”.
Therefore, additional finishing operations are required to produce a smooth surface finish, and generally, a round-over bit is used to perform the finishing operation.
Types of CNC Milling Machines
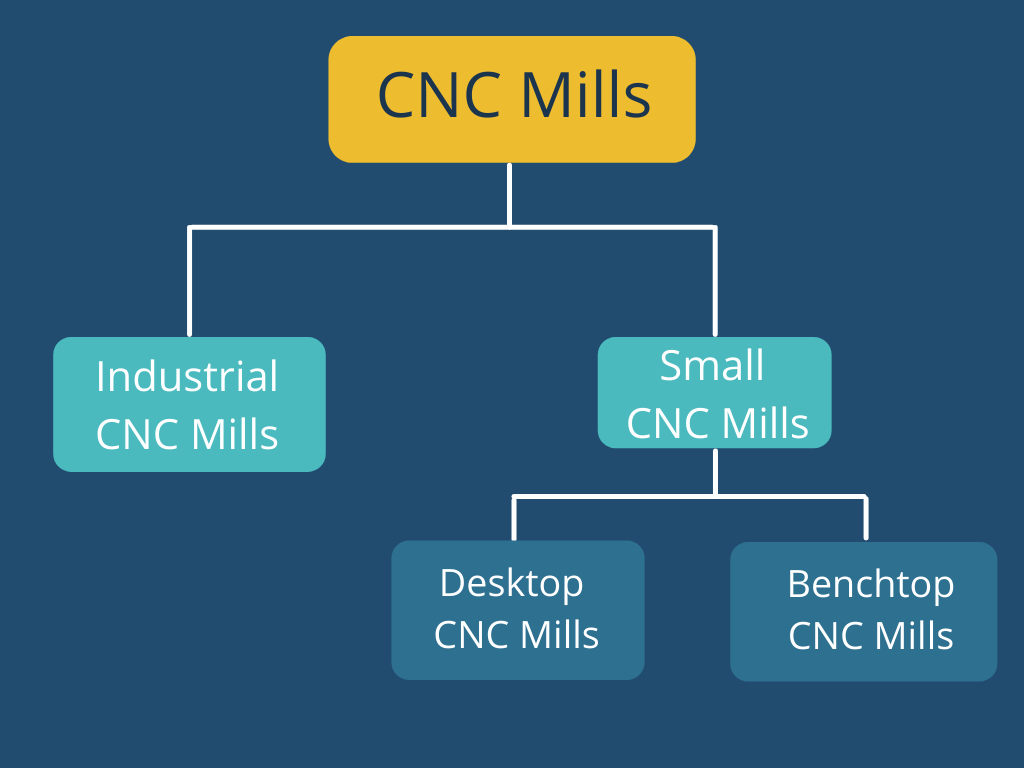
CNC milling machines can be classified, primarily based on their size, as desktop, benchtop, and industrial milling machines.
Desktop mills are the smallest in size, followed by benchtop mills.
These mills are generally available in 3-axis or 4-axis configurations and are widely used by hobbyists and small businesses.
Industrial-grade CNC mills are generally large multi-axis mills. These mills support 4-axis or more and use automatic tool changers, which further reduce the cycle time.
CNC mills can also be classified based on their setup. Vertical, horizontal, and knee mill are the three major setup configurations.
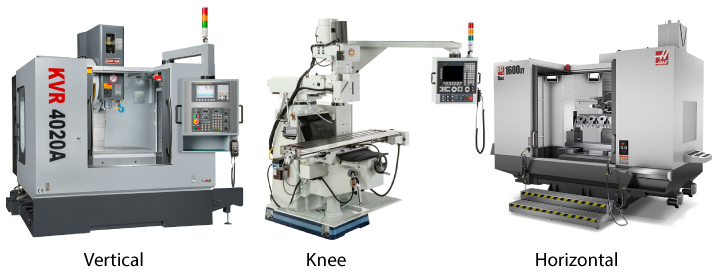
Vertical bed mill and vertical turret mill are the two types of vertical mills.
The spindle in a vertical turret mill is stationary, and the table moves along the X and Y-axis. Comparatively, on a ram-type CNC mill, the cutting tool can move along the XY axes.
On vertical bed mills (also known as bed-type mills), the table only moves along the X-axis while the spindle moves along the Z and Y-axis.
In horizontal mills, the spindle is oriented horizontally and is used to work on heavy and long workpieces.
On knee mills, the workbed moves up and down along the Z-axis. Here the spindle moves along the X and Y axes.
Planner mills have a stationary workbed, but the cutting tool can move along the XYZ axes.
Apart from these milling machines, industries also use ball mills to break down the material into its powdered form.
Parts of a CNC Milling Machine
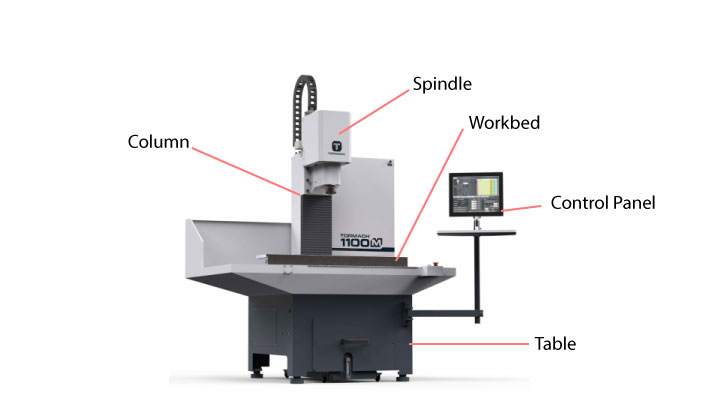
Spindle
A spindle rotates the cutting tool at high speeds to cut the workpiece. A powerful motor rotates the spindle on a CNC mill.
Workbed
The workpieces to be machined are attached to the workbed on a CNC mill, and they can move along the X and Y axes. The saddle and knee together support the worktable.
Table
The CNC mill sits atop a sturdy table or stand. It is an important factor in the accuracy of machining. With a rigid table setup, the machine can minimize vibrations acting on it.
Column
The column supports the spindle and it lies along the Z-axis. Depending on the complexity of machining, the number of columns on a CNC mill varies, but normally it’s either 1 or 2.
Control Panel
The control panel houses the CNC controller and the interface for controlling the CNC milling machine.
CNC controller process the data fed to the machine like G-code and implements it by sending electrical signals to different parts of the machine.
Enclosure
The enclosure on a CNC mill covers its milling area and gives a safe working environment for CNC machinist and operator, as there won’t be any airborne chips or coolant leak out.
Accessories
CNC mills can also have additional accessories added to them to support the operation it performs. Coolant supply, way oiler, 4th axis, etc. are some common options.
Types of CNC Milling Tools

The tools used with CNC milling machines have different geometries and therefore can perform cuts in different shapes.
End mills are the most common type of milling tools used in CNC machines. They come in different sizes and shapes depending on what they are being used for.
Some examples are flat end mills, ball nose end mills, and taper-tipped end mills.
Apart from that, there are various other factors such as the number of flutes, helix angle, etc., that determine the type of tool to be used for a machining operation.
Generally, for applications like machining acrylic or other ductile material, a 1-flute or 2-flute end mill with a higher helix angle is recommended.
A CNC milling machine can also use a drill bit as the cutting tool to drill holes in the workpiece.
Drill bits have a sharp point on one side and a cutting edge on the other, which is usually bent at an angle from 90 degrees to 180 degrees.
Following is a list of tools that are widely used for CNC milling applications.
| CNC Milling Tools | Purpose |
|---|---|
| Single flute end mill | For high-speed removal of large chips. Primarily used on soft materials like plastic, brass, etc. |
| Double flute end mill | For making light cuts on non-ferrous materials. |
| 3, 4, and 6 fluted end mills | Used for machining hard metals like steel, Titanium, etc. |
| Dovetail mills | Used for making dovetail slots. |
| Drill bits | Used for chamfering, drilling, and milling |
| Micro-toothed end mill | For machining materials with an abrasive surface |
| Thread mills | For making internal and external threads. |
| Foam mills | Used for machining form type materials like Polyurethane. |
| Ball nose end mills | For milling contours and pockets. |
| Face milling tool | Used for making flat surfaces with a shiny finish. |
| Cross cutter | For making rough cuts with a high chip removal rate. |
| Acrylic end mills | For milling acrylic. |
| Engraving mills | For engraving letters, designs, and signs. |
| Diamond milling tool | For cutting glass. |
Tools used for CNC milling applications
Types of CNC Milling Machine Operations
CNC machining offers various advantages over traditional machining, and one such advantage is the ability to perform multiple operations on a single machine.
Face milling, plain milling, angular milling, form milling, etc., are some of the prominent milling operations performed by CNC mills.
Face Milling

In face milling, the rotating cutting tool is perpendicular to the face/surface of the workpiece. The milling bits used for this application have blades at the face and sides.
Face milling operations are performed to create flat surfaces with a good finish.
Plane Milling

Plain milling is when the cutting tool is parallel to the workpiece surface. Here special plain milling cutters are used to mill on the workpiece.
On plain mills, the cutting teeth are located at the edge of the rotating tool.
Angular Milling

In angular milling, an angled cutter is used. Here the cutting tool has an angled rotational axis to the workpiece.
They make angled cuts on workpieces like grooves, dovetails, chamfers, etc.
Form Milling

The form milling operation is used on plastic, aluminum, and other materials. It is generally used for shaping irregular surfaces and contours.
These cutters can make intricate designs and cavities on workpieces for making complex parts.
Profile Milling

Profile milling is a process of machining that removes material from the surface of a workpiece using a milling cutter having a specific profile.
It is used for producing flat surfaces and straight-sided shapes. An indexable ball nose end mill is a popular pick for profile milling operations.
The common use for profile mills is to cut profiles in steel, aluminum, and brass.
They are also used to cut shapes from solid blocks of plastic or other materials.
Straddle Milling
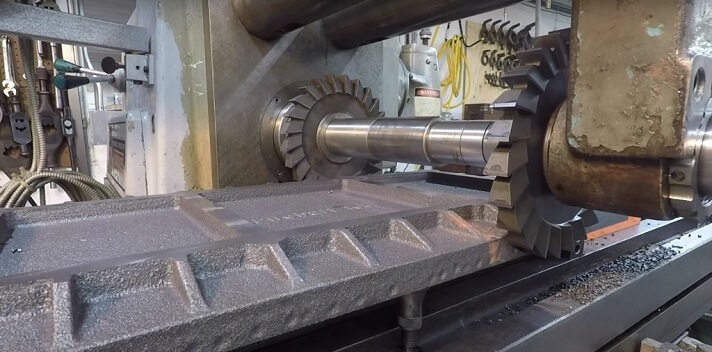
Straddle mills make two parallel cuts on a workpiece with a single cut. This rotating tool has two cutters that are separated using a spacer.
Gear cutting
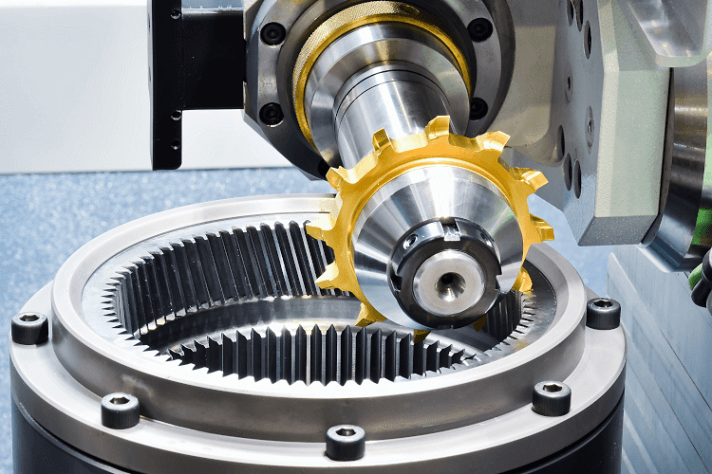
In gear cutting, special tools are used to make teethed gear parts. Depending on the pitch of a gear cutter, the number of teeth on a gear varies.
Profile milling
Profile milling operations are performed to make machine parts with complex 3D shapes and profiles.
CNC Milling – Applications

The CNC milling process is widely used in various industries, including aerospace, automotive, construction, and more.
Compared to manual machines, CNC mills can easily produce complex parts such as prototypes, precision parts, and other assembly components that require a tight tolerance.
Computer integration makes the process much easier as you can simulate your part programs and make the parts within hours.
CNC mills can be used to produce internal and external threads with high accuracy and quick cycle time, by using the thread milling operation.
The following are some of the common applications for CNC milling:
- Cabinet and furniture making
- Sign Making
- Medical equipment making
- Rapid prototyping
- Machine part making
- Firearm making, etc.
Some of the most common materials used in CNC mills are metals (aluminum, steel, titanium, brass, copper, magnesium, zinc), ceramic, glass, composites, plastic (PVS, nylon), foam, acrylic, etc.
If you are looking for good CNC machine brands that manufacture milling machines, Tormach is a popular manufacturer that provides power CNC mills such as 770Mx, 1100M, 1100MX, PCNC 440, etc.
However, if you are looking for a smaller and more affordable alternative, you can opt for Micro mills, such as Taig 2019, manufactured by Taig Tools.
CNC Milling Service
CNC Milling Services is an excellent option for anyone planning to perform a one-time CNC milling job.
It doesn’t cost as much as buying a new machine but provides you with the part you intend to make.
Also, these service providers use industrial-grade machines that make parts faster with repeatable accuracy.
Some popular CNC milling service providers are:
Popular Alternatives to CNC Milling
CNC milling is a process that is used for cutting, shaping, and finishing raw materials. It is a very popular process in the manufacturing industry.
However, there are some alternatives to CNC milling that are popular among manufacturers.
1. Manual Milling
In manual milling, the transmission of the machine along the axes is controlled manually by a machinist.
It is the most commonly used technique closest to CNC milling, but it lacks the level of accuracy and repeatability offered by CNC mills.
2. Laser Cutting
Laser cutting is a process in which lasers are used to cut materials with great precision and accuracy.
You can use it to cut many different materials, but it leaves behind melt burns on the cut that may require further processing.
3. Water Jet Cutting
Water jet cutting uses high-pressure water to cut through large pieces of metal or other hard materials.
This method has been around for a while but has become more popular as the technology improves and newer machines are created that produce cleaner cuts.
Final Thoughts
CNC milling is a type of manufacturing performed by computer-controlled milling machines.
These computer-operated mills can produce products with high accuracy, thereby allowing them to make repeatable parts. You can use this process to create many different shapes and forms.
If you are planning for CNC milling parts, you must develop the skills required to operate the computer and related software.
Frequently Asked Questions
How much would a CNC milling machine cost?
A CNC milling machine could cost anywhere between $500 to $1,50,000 and more, depending on the type of machines you choose. Comparatively, industrial-grade CNC mills have a high price.
What are the best CNC milling machines?
Some of the best CNC milling machines are Nomad 3, Avid Benchtop PRO2424, Taig 2019 CNC Mill, Tormach PCNC 440, Onefinity Machinist, etc.
Can you turn a manual mill into a CNC?
Yes, you can turn a manual mill into a CNC mill. There are CNC kits available that you can use to upgrade your manual mill to a CNC mill. Some manufacturers like Sherline and Taig also have CNC-ready mills that you can buy and upgrade using a CNC system.