



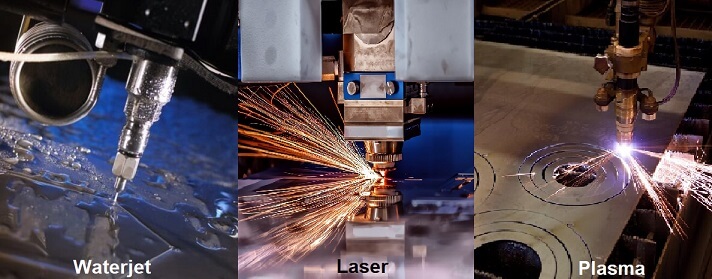
Laser, plasma, and waterjet cutting are the most popular non-conventional machining processes available today.
These processes are widely used in manufacturing industries due to their ability to perform high-precision cuts in various types of materials.
Although they are similar in many ways, there are some key differences in their working principles and applications.
This comprehensive guide discusses the major differences between these three machining processes and helps you choose the right type for your requirement.
Water Jet vs Laser vs Plasma Cutting
When comparing laser, plasma, and waterjet cutting, waterjet produces the best quality cuts at the cost of speed. Plasma cutters are the most economical at the cost of quality of cut. Laser cutters lie in-between with better quality cuts than plasma cutters and better speed than waterjet cutters.
Although all of them perform similar tasks, selecting the best suitable cutting process depends upon various factors such as material to be cut, quality, accuracy, etc.
| Parameter | Laser Cutting | Plasma Cutting | Waterjet Cutting |
|---|---|---|---|
| Material flexibility | High | Low | High |
| Precision | High | Low | Very high |
| Kerf width | 0.015” | 0.150” | 0.025” |
| Cutting speed (For thin metals) | Very high | High | Low |
| Cutting speed (For thick metals) | Low | High | Very Low |
| Noise level | Low | High | Very high |
| Operational Cost | Low | Low | High |
Difference between laser, plasma & waterjet cutting
Materials that can be Cut
Laser cutters can cut almost all types of materials but they are not recommended for cutting reflective metals due to the possibility of the laser being reflected.
The reflected laser poses a threat to the operator and decreases the efficiency of the process as part of the laser energy is lost due to reflection.
A plasma cutter can cut through any material with good electrical conductivity, making it ideal for the sheet metal industry.
On the other hand, the waterjet cutter is not affected by the material properties, and you can easily cut almost all types of materials without any issue.
Maximum Depth of Cut
Depending upon the material and the power rating of your machine, laser cutters can cut materials with a thickness of up to 2″ (40mm).
When cutting metals with a thickness of over ⅕” (13mm), a plasma cutter outperforms all the other processes with its smooth surface finish.
Depending on the type of material, compressed gas used, and the power of the machine, a plasma cutter can cut up to a maximum thickness of 5″ (120 mm).
Waterjet cutters can cut up to 10″ (254 mm) thick materials, but the extremely slow processing speed makes the process impractical.
However, it is recommended for making precision cuts on materials with a maximum thickness of around 4″ (101mm).
Surface Finish Comparison
When cutting thin sheets of material, laser cutters can produce excellent cuts with a good surface finish.

As the thickness of the material increases, the quality of the edge produced by a plasma cutter exceeds that of a laser cutter.
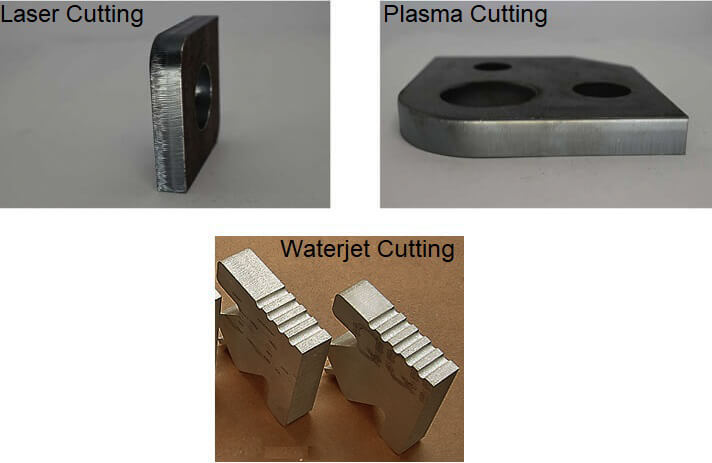
However, both laser and plasma cutting involves burning and melting the material, which results in heat distortion and slag formation that affect the surface finish of the cut.
On the other hand, waterjet cutting is considered as cold cutting process and does not involve burning and melting of the material.
Therefore, the cuts produced by waterjet cutting have a smooth edge with an excellent surface finish and no distortion due to heat-affected zone (HAZ).
Cutting Speed Comparison
Laser cutters are the fastest on the list, with a maximum cutting speed of 1,000 inches per min.
However, as the thickness of the material increases, the cutting speed can drop to as low as 20 inches per minute.
On the other hand, plasma cutters are considered the fastest for cutting thick sheets of metal and can have an average cutting speed of about 200 inches per minute.
Waterjet cutters are the slowest, with an average cutting speed of about 15 inches per minute.
However, waterjet cutters compensate for their slower cutting speed by eliminating the need for post-processing and providing the best surface finish.
Footprint and Area Comparison
For similar cutting caliber, the waterjet cutter has the largest footprint, followed by the plasma cutter.
This footprint can further increase due to additional accessories like water/abrasive tanks and compressed air sources.
Laser cutters have the smallest footprint among them, and with the advancement in technology, you can even find small desktop laser cutters that can fit on a standard work desk.

Ventilation System Required
Plasma and laser cutter requires proper ventilation as they produce fumes and smoke while cutting the material.
Depending upon the material being cut, these fumes can be toxic if inhaled and can even cause damage to the workpiece and the equipment.
Waterjet cutters do not burn the material and therefore do not require a ventilation system.
However, a proper drainage system is necessary to dispose of the water used for the cutting process.
Precision Comparison
Plasma cutters are the least precise, with a typical part size tolerance of about +/-0.005 inches (1.3 mm), followed by laser cutter with part size tolerance of about +/-0.004 inches (1 mm).
The precision of plasma cutting can be improved by performing it under water which reduces warping of the metal.

It also reduces the heat-affected zone (HAZ) and improves the surface finish of the cut.
On the other hand, waterjet cutters offer the highest precision, with a typical part size tolerance of about 0.020 inches (0.5 mm).
Learning Curve for Operation
Operating any of these machines requires good knowledge of CNC softwares and machining parameters.
There are comparatively fewer variables in plasma cutting and waterjet cutting, making them easy to learn.
Whereas laser cutting consists of various variables such as type of laser, focal point, laser power, cutting speed, frequency, raster and vector designs, etc.
All these variables increase the complexity of the process, and therefore the learning curve for laser cutting is comparatively steep.
Noise Levels Comparison
Waterjet cutters are the loudest among them all due to the use of powerful pumps and the constant interaction of workpiece and pressurized water jet.
Plasma and laser cutters are comparatively silent, but they require a ventilation system that generates considerable noise.
However, laser cutters generally operate in an enclosure, which allows them to use a low-powered ventilation system, thereby generating the least noise.
Cost Comparison
The cost involved in using these machines can be divided into three parts: initial cost, operating cost, and maintenance cost.
| Process | Initial Cost | Operating Cost | Maintenance cost |
|---|---|---|---|
| Laser Cutting | High | High | Low |
| Plasma Cutting | Low | Low | Low |
| Waterjet Cutting | High | Very high | High |
Cost Comparison between laser cutting, plasma cutting, & waterjet cutting
Initial cost
For a machine with similar capabilities, laser cutters are the most expensive, followed by waterjet cutters and plasma cutters.
However, keep in mind that the initial price of the machine may vary depending on the manufacturer and the services (extended warranty) you are bundling with your machines.
A high-end industrial CNC plasma cutter can cost around $50,000 – $100,000.
Followed by Industrial level CNC water jet cutters with a price range of around $100,000 – $300,000.
The industrial CNC laser cutters are the most costly among the three, with a price range of above $350,000. But there are hobby lasers that cost less than $500 that can cut thin nonmetallic materials.
Operating cost
Plasma cutters offer the most economical operation with an average operational cost of around $15 per hour.
With an operating cost of about $20 per hour, laser cutters are slightly more expensive to run compared to plasma cutters.
Cost of waterjet cutting, when compared to laser cutting and plasma cutting, is the highest among the three at around $30 per hour, which can further increase, depending upon the type of abrasive used.
Although plasma cutters might seem like the clear winners, the average operational cost for a particular job is directly affected by the cycle time.
When cutting thin materials, laser cutters provide an exceptionally quick cycle time, reducing their overall operational cost, making them ideal for thin workpieces.
However, the exact operational cost varies from one machine to another and depends on various factors such as power, cutting speed, cycle time, etc.
Maintenance cost
Waterjet cutters have the highest maintenance cost due to the wear and tear caused by vibrations and the finite life of some parts like nozzles.
Plasma and laser cutters require comparatively less maintenance with occasional greasing of the moving parts (like axes) depending on the usage of the machine.
However, CO2 laser cutters require weekly cleaning of the mirrors and occasionally changing some parts in about 2000 to 3000 hours of usage (about 4 years).
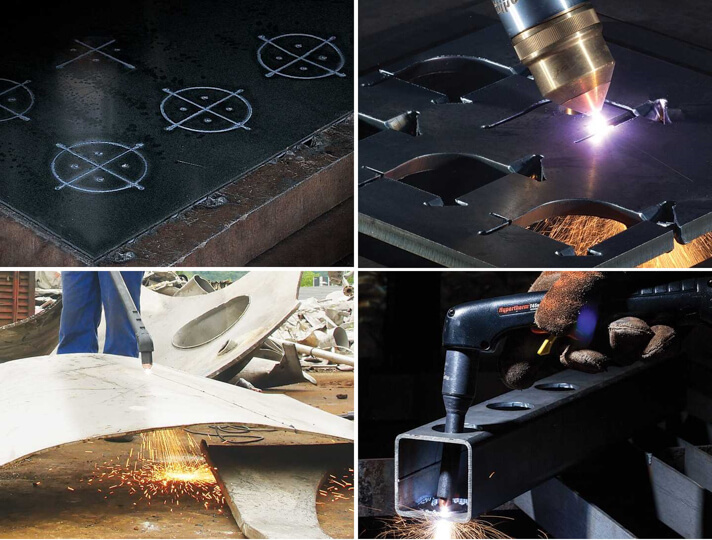
What is Laser Cutting?
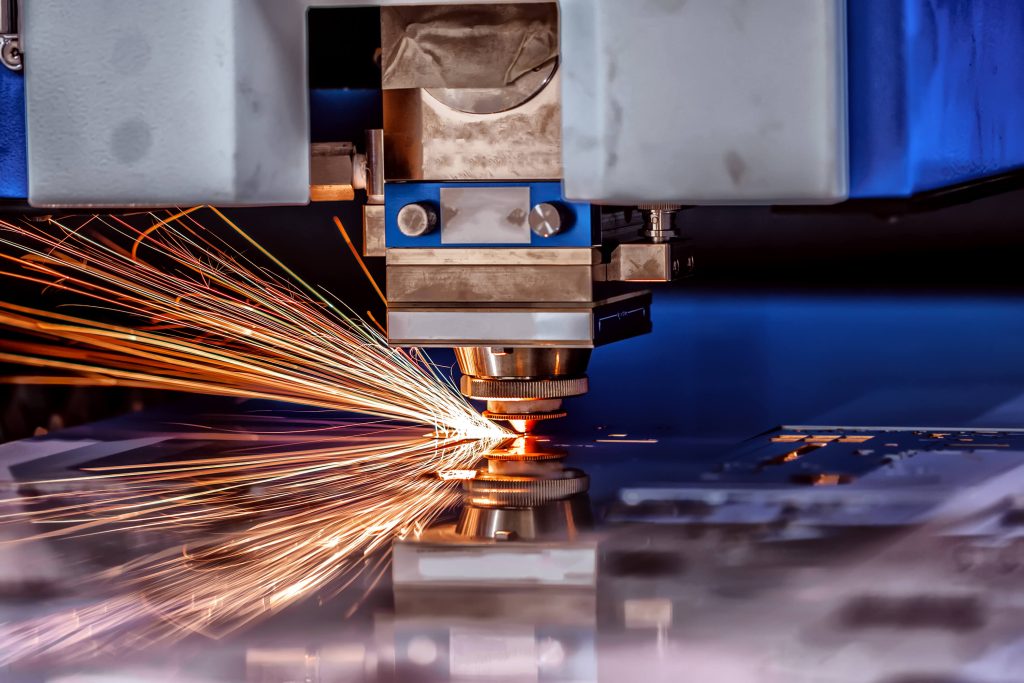
Laser cutting is a non-contact machining process in which a high-energy laser beam is focused on the material to be cut.
A laser cutting machine works similarly to a magnifying glass that focuses the rays of the sun on a piece of paper and burns it.
However, in a laser cutter, the sun’s rays are replaced by high-energy laser light, which is passed through a lens to transform it into a highly focused laser beam.
The highly focused beam interacts with the molecules of the material and results in melting, burning, and vaporizing the material.
Depending upon the source of the laser, there are different types of lasers (CO2, fiber, diode laser) available for cutting different materials.
Generally, an auxiliary gas (nitrogen, oxygen, argon, or air) is used to assist the laser when cutting thick materials.
The compressed auxiliary gas forces the molten material out of the kerf and thereby enhances the ability of the laser to perform a clean cut at a fast speed.
Applications of Laser Cutting
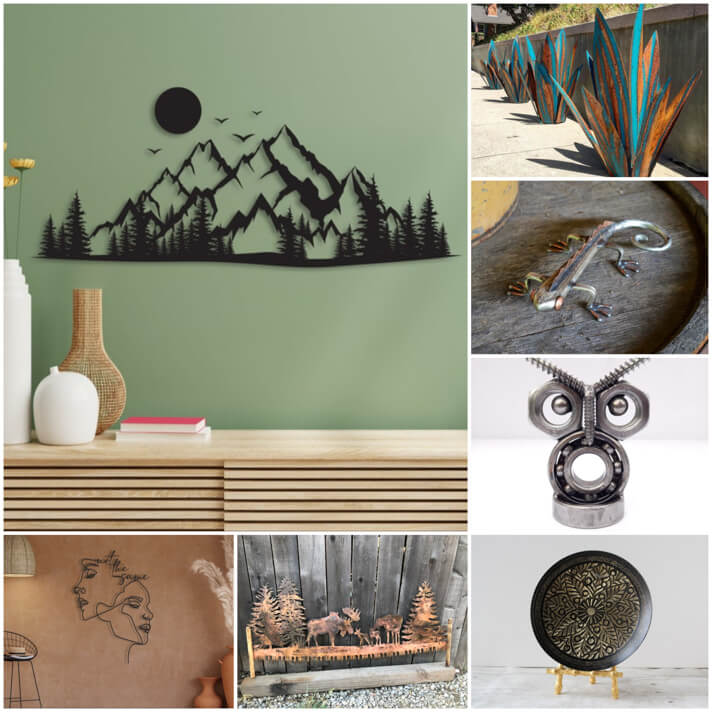
Laser cutters are used for cutting various types of materials.
A CO2 laser gives the best results for cutting non-metal workpieces, and a fiber laser is recommended for cutting metal surfaces.
Due to their ability to cut through various materials, laser cutters are very popular in the manufacturing industries.
The ability of a laser cutter to cut through thick materials depends upon the type and power of the laser used.
Laser cutters are also known for their high speed, and the cuts produced by laser cutters are extremely precise with narrow kerf width, which enables tight tolerance.
Furthermore, the ability to have complete control over the speed and power of the laser lets it be used for cutting, engraving and marking a material.
Using a MOPA fiber laser, you can even produce colored engravings or markings on various materials.
Advantages and Limitations of Laser Cutting
It is a versatile cutting process that provides greater material flexibility than plasma cutting and can be used for cutting various metals and non-metals.
However, laser cutting reflective materials like aluminum, copper, and brass can be challenging as they reflect the laser, resulting in loss of laser energy.
The reflected laser can be dangerous if it comes in contact with the eyes and can also cause fire hazards.
Therefore, wearing proper safety glasses and following laser safety protocols when using laser cutters is mandatory.
Laser cutters can produce fine cuts with a smooth surface finish and kerf width less than 0.015”, making them ideal for producing intricate cuts.
The highly focused nature of the laser beam minimizes the heat-affected zone (HAZ) and results in less heat distortion of the material compared to plasma cutting.
Laser cutting is the fastest machining process on the list, making it ideal for mass production.
It can achieve a fast cutting speed of around 1000 inches/min for cutting thin sheets of metals.
However, the quality and speed of the cut degrades as the thickness of the material increases.
What is Plasma Cutting?

Plasma cutting is the oldest and the most widely used cutting technique among the three.
It uses a jet of hot plasma to melt the material and expel the molten material out of the kerf to perform the required cut.
Plasma is generated by blowing a jet of gas (nitrogen, oxygen, argon, etc.) through a nozzle and initiating an electric discharge between the workpiece and the torch of the plasma cutter.
The jet of gas surrounds the electric discharge, which increases the temperature of the gas and transforms it into a high-velocity jet of hot plasma.
Applications of Plasma Cutting
A plasma cutter is used for cutting all types of metal surfaces that has good electrical conductivity.
When comparing plasma cutting with laser cutting and waterjet cutting, it can cut relatively thicker metals with quicker cycle time.
However, the surface finish of the cut performed by plasma cutting is comparatively low due to the spatter produced by blowing the molten metal out of the kerf.
The cuts produced by plasma cutting have an angle of 0.5° to 3° with a vertical cross-section.
This makes plasma cutting ideal for performing bevel cuts in the workpiece, thereby eliminating the need for secondary machining.
Apart from that, you can get hybrid machines such as Plasma variant of Millright Mega V CNC, that provides a CNC router and a plasma cutter in a single machine.
Advantages and Limitations of Plasma Cutting
Plasma cutting can be used to perform through cuts on metals with good electric conductivity.
When compared to laser cutting, plasma cutting is a relatively slow process.
However, as the thickness of the metal exceeds ¼”, plasma cutting provides a faster-cutting speed and a comparatively smooth surface finish than laser cutting.
The use of hot plasma instead of a laser enables it to cut through reflective metals with ease.
Plasma cutting provides a part accuracy greater than 0.008” even when performing cuts at high speed.
The cuts produced by plasma cutting are comparatively less precise and have a greater kerf width than that of laser or waterjet cutting.
It provides comparatively less material flexibility as it can only be used for cutting materials with good electric conductivity.
Being an older technique, plasma cutting has gone through many developments and offers a cost-efficient operation.
What is Waterjet Cutting?
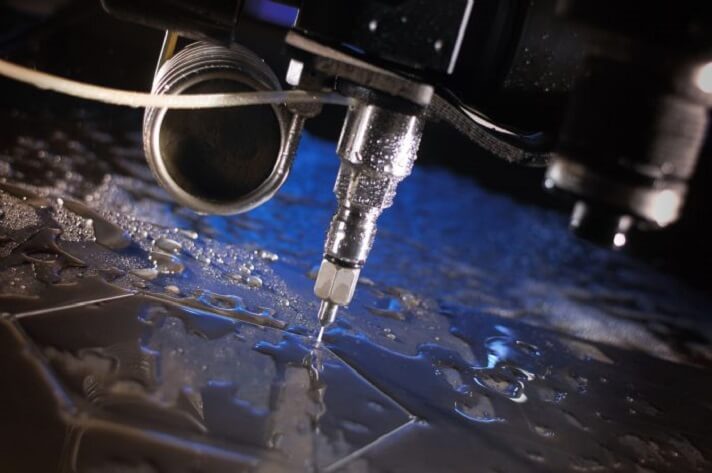
Waterjet cutting is a non-conventional machining process in which a high-pressure water jet (above 50000 psi) is used to cut through the material.
When cutting hard materials like stones and metals, the water jet is accompanied by some abrasive particles (usually garnet) that facilitate material removal.
It is an extremely precise cutting technique that produces cuts with a very narrow kerf width.
Unlike laser and plasma cutting, there is no heat applied to the workpiece during waterjet cutting and is therefore considered a cold cutting process.
This process is similar to the erosion of rocks under the action of water but at a much faster rate.
When compared to laser and plasma cutting, waterjet cutting is a fairly new technique.
However, there are various manufacturers, such as OMAX that produces waterjet cutting machines of different sizes and capabilities suitable for your application.
Applications of Waterjet Cutting
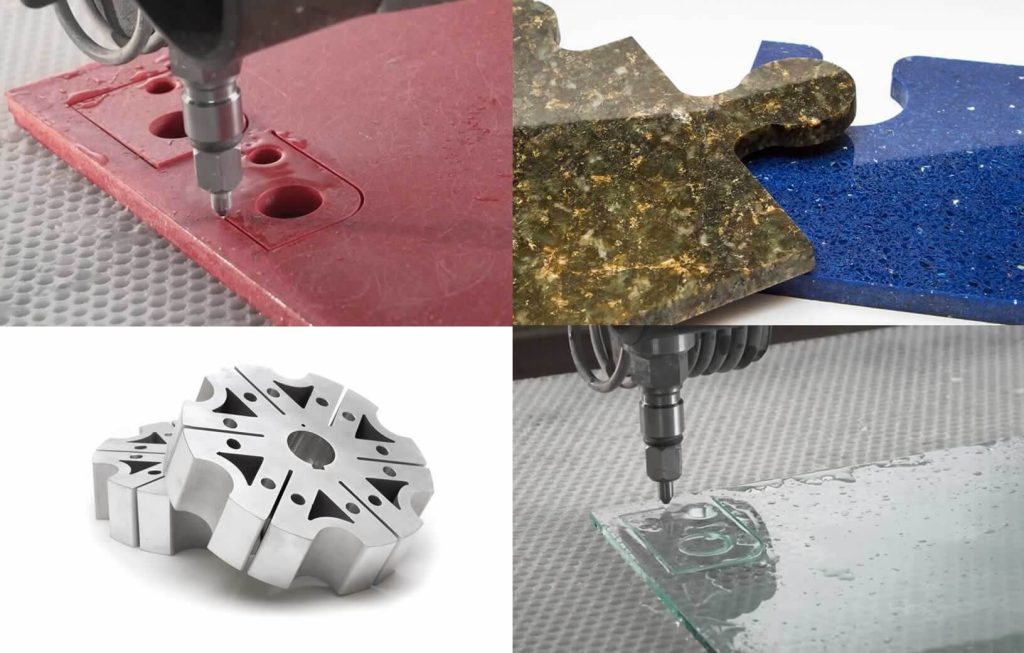
Waterjet cutting can be used for cutting various types of material like paper, glass, stones, metals, etc.
It is a high-precision cutting process generally used when high-quality cuts are required.
The cold cutting characteristic of waterjet cutting makes it ideal for cutting heat-sensitive materials that are difficult to cut by a laser or a plasma cutter.
It is also being used in various food processing units to cut food in a hygienic way with no human contact.
Advantages and Limitations of Waterjet Cutting
The most significant advantage of waterjet cutting is material flexibility.
It can be used to perform cuts in any material with ease.
Unlike laser cutting and plasma cutting, waterjet cutting does not apply heat to the material, thereby eliminating the risk of micro-fracturing the material.
When using a waterjet for cutting metals, the pressurized mixture of water and abrasive particles constantly strikes the surface of the metal and generates excessive noise unless performed underwater.
Similar to laser cutting, waterjet cutting is a highly precise machining process, making it ideal for cutting intricate designs.
However, it is the slowest cutting process on the list, which increases the cycle time and thereby reduces productivity.
Being a cold cutting process, waterjet cutting does not burn, melt or vaporize the material and therefore, no harmful fumes are generated.
Final thoughts
Laser cutters are recommended for versatile applications as they can be used for cutting, engraving, and marking various materials.
Plasma cutters are optimal for performing smooth cuts in medium to thick metal workpieces at a comparatively faster-cutting speed.
Waterjet cutters are primarily used where a high quality of cut is prioritized over cycle time.
Frequently Asked Questions (FAQ)
Is waterjet cutting cheaper than laser cutting?
No, the process of waterjet cutting is more expensive than laser cutting.
Although the initial cost of a waterjet cutter can be lower than a laser cutter, the use of expensive abrasive material, slow cutting speed, and frequent maintenance increase the average operational cost of waterjet cutting. Whereas laser cutting is fast, and no expensive cutting materials are required. Therefore laser cutting is cheaper than waterjet cutting.
Can we use a waterjet cutter for engraving?
Yes, you can use a waterjet cutter for engraving.
Controlling the pressure of the water jet enables a waterjet cutter to engrave the material. However, it is recommended to use a laser cutter for engraving various materials because of its faster engraving speed and high-quality output.
What materials should not be cut using a laser cutter?
Laser cutting cannot be used for various plastics like HDPE, polycarbonate, ABS, and some other plastics containing PVC. When processed under a laser, these plastics produce toxic gases that can be harmful to humans and damage the laser cutter.