



Yes, Laser cutting is cheaper than waterjet.
Waterjet cuts materials by using a technique called accelerated erosion. It hits the material with a high-speed narrow jet of water, and this causes a high-speed fluvial erosion on the surface of the material.
On the other hand, laser cutters use a powerful beam of laser light to heat and vaporize the material. Unlike waterjet cutting, it needs air-assist and exhaust systems for an effective operation.
In general, laser cutters are cheaper than waterjet cutters. However, some fiber laser cutters are as costly as a standard waterjet cutter. They can work on a wide range of similar materials. Their mode of working, the accessories needed, the technology behind it, installation setup, etc., is what influences the price.
Even though waterjet cutting is costlier than laser cutting, many still use it for some cutting applications. Why?
This article will give you a detailed overview of the price difference between laser cutters and waterjet cutters by examining their price deciding factors, what they are good at, and their working applications through examples.
MellowPine is reader-supported. When you buy through links on my site, I may earn an affiliate commission at no extra cost to you.
Price Comparison of Different Types of Laser Cutters and Waterjet Cutters
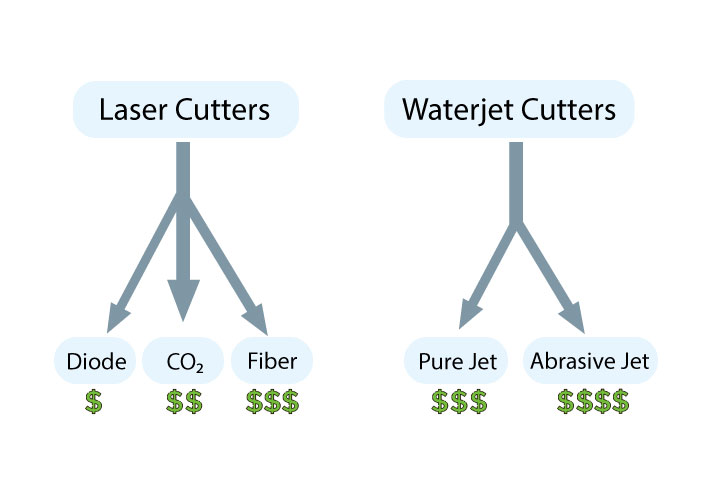
Laser cutters are available with diode, CO2, or fiber laser sources, and the cost of a laser cutter/engraver is greatly influenced by the type of laser used in it.
Fiber lasers are the most expensive, and diode lasers are the cheapest.
Similarly, in the case of waterjet cutters, abstractive waterjet cutters are costlier than pure waterjet machines. It is due to the additional machinery abstractive machines need to incorporate garnet.
| Laser Cutter/Engraver Machines | Price (USD) |
|---|---|
| Diode laser cutters/engravers | $150 – $2k |
| CO2 laser cutters/engravers | $400 – $60k |
| Fiber laser cutters/engravers | $4k – $300k |
Price comparison of different types of laser cutters or engraver machines
| Waterjet Cutter | Price (USD) |
|---|---|
| Pure Jet | $6k – $320k |
| Abrasive Jet | $7k – $500k |
Price comparison of different types of waterjet cutters
Compared to laser cutters, waterjet cutters are usually large in size due to the extensive number of machine parts it contains, this and many other factors greatly influence their price.
Price Deciding Factors
Price Influencing Factors of Laser Cutters
Laser Power
Laser power is a major price deciding factor in the case of laser cutters. Generally, as the laser power increases, the price of the laser cutter increases.
However, budget-friendly diode lasers, such as xTool D1 Pro can also provide excellent cutting and engraving capabilities.
Pulse or Continous Wave (CW)
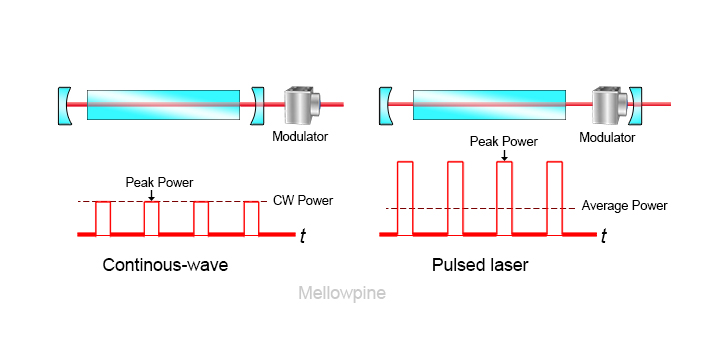
Pulsed wave lasers use special components/equipment to make laser beam pulses. It further adds to the price of laser cutters.
Continuous/constant wave lasers do not need such components and cost much less than a pulsed laser.
Optics

Laser cutters use a combination of lenses and mirrors to guide the laser beam. Good quality lenses and mirrors with special coatings are priced higher than those without.

Price Influencing Factors of Waterjet Cutters
Abrasive and Pure Waterjet
Abrasive waterjet cutting machine uses abrasive (garnet) added to water to make the cutting process faster. It lets the machine cut hard materials like metals.
The use of abrasion on such machines requires extra components like garnet filters, garnet collectors, vacuum heads, etc., to operate the machine. It further increases the machine’s price.
On the other hand, pure waterjet machines do not need such components. It helps keep their prices low compared to abrasive waterjet cutters.
Direct-Drive Pumps and Intensifier Pumps
Water jets out of the waterjet cutter’s nozzle at ~1 M or Ma (Mach), which is the speed of sound. It would help if you had a pump to shoot out water at a great force to achieve this speed.
Direct-drive pumps and intensifier pumps are the two options currently available for this purpose.
The intensifier pumps use the mechanism of hydraulics to boost water pressure and increase the speed of the water jetting out. They have several moving parts and have a complex design, which increases their price.
Comparatively, direct-drive pumps have a simple design and are priced less. It uses three pistons to pressurize water in succession.
In such a setup, the pressure cylinder always has a piston pressuring it, and they do not need the use of an attenuator for holding the pressure.
Water Filter, Coolant System, Accumulator, Hard Lines, and Cutting Head
The quality and features of essential systems used in waterjet cutters like the water filter, coolant system, accumulator, hard lines, and the cutting head have a good share in the price of a waterjet cutter.
Water filter keeps the water free from impurities. Else, when water is jetted out of the cutting head, impurities can gradually block the hair-thin opening at the orifice.
The coolant system protects the pumps from overheating, and the accumulator gives out a pulse-free stream of water.
Cutting heads with a garnet incorporating feature are generally priced high. It is due to the advanced sealing and strength it needs to accomplish as it uses a near-vacuum environment inside to suck in the garnet.
Other Shared Factors
Number of Axes
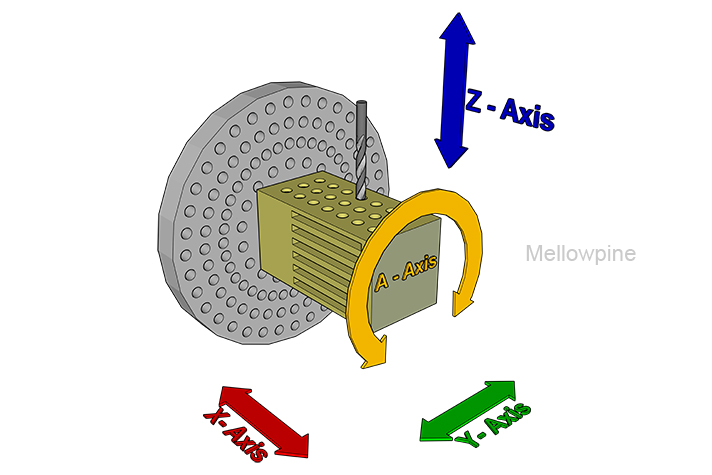
As the number of axes supported on a laser cutter or waterjet increases, the number of moving parts and the features of the controller increase.
Such advanced machinery and related electronics further increase the price of the machine.
Size and Build
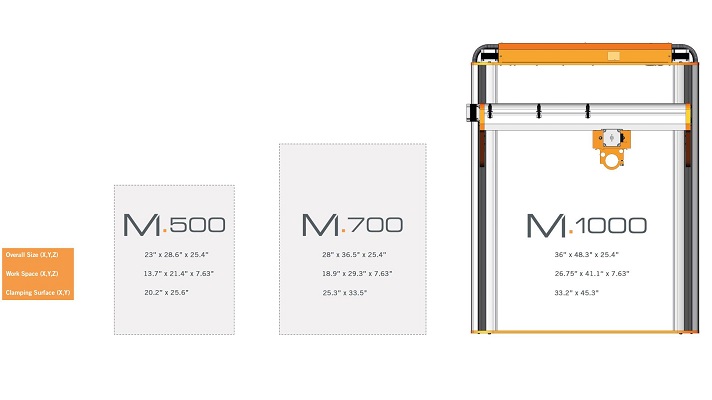
The size and build quality of a machine depends on the work area and the work environment it’s made for.
Generally, size and build quality are seen to be much higher for industrial-level machines than those used by hobbyists and small businesses.
When comparing waterjet cutters and laser cutters with similar workspaces, waterjet cutters are priced higher.
Transmission Systems
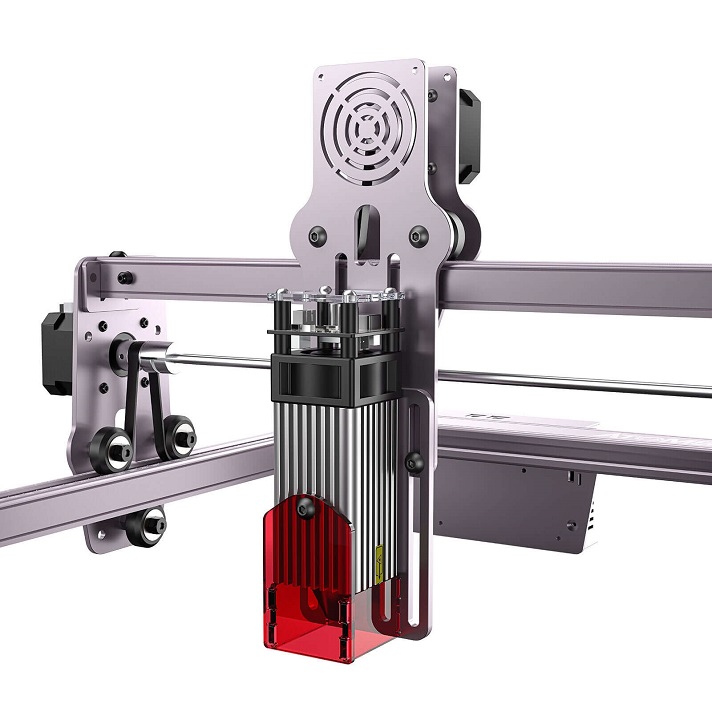
Transmission systems of laser cutters and waterjet cutters play a major role in maintaining constant precision and repeatability during its operation.
Advanced transmission mechanisms like ball screw drives cost more than lead screw drives. Though they cost more, such advanced drive systems provide reliable precision.
Accessories
Laser cutters and waterjets that come with additional accessories like hearing protection, eye protection, cooling system, fume extractor, etc., will cost more than those which do not come with such accessories.
Brand
A brand is a helpful marker to identify good or bad products.
Different manufacturers may sell machines having the same feature sets at different prices. Mostly such price difference is due to the brand value it holds.
Laser machine manufacturers are much more in number compared to waterjet cutting manufacturers though.
After-Sales Service
Most manufacturers charge beforehand for the aftersales services like technical support, replacement, warranty, etc.
Such services might cost a little extra, but it is helpful as you are getting support directly from a team of experts.
However, keep in mind that the initial price of the machine may vary depending on the manufacturer and the services (extended warranty) you are bundling with your machines.
Used Machine
Used laser and waterjet machines are available at almost half of their original price. They are also a good option.
However, I would recommend you check them thoroughly for any issues before making a purchase, as most manufacturers do not provide a transferable warranty.
Operational and Maintenance Cost
The operating cost will depend on the power rating of your machine. The average operating cost of a laser cutter is about $15/hour.
However, for waterjet cutters, it is about $30/hour, which is double the operating cost of laser cutters.
Waterjet cutters also have the highest maintenance cost. It is due to the wear and tear caused by vibrations and the short life of some parts like nozzles, filters, etc.
If you are using an abrasive material, you have to refill it several times. Also, cleaning it from the work area can be a messy time-consuming process.
Laser cutters, on the other hand, do not require much maintenance. You rarely have to apply lubrication to its transmission systems.
However, laser cutters require the replacement of their laser source once it crosses its lifetime. For diode and CO2 laser, it can be in about 10,000 – 30,000 hours, but it can be as high as 100,000 hours for fiber laser sources.
These replacement parts can cost you about 5% – 10% of the initial cost of the laser cutter.
Also, sometimes as per manufacturers policy, you might need to ship the whole machine to the manufacturer to replace the laser source and get the machine tested.
Laser Cutting and Waterjet Cutting – Where are they used and why?
In general, both laser cutting and waterjet cutting are used to process flat surfaced materials, as these machines have an effective cutting plane. Its application depends on the type of material, its thickness, heat sensitivity, post-processing, precision, etc.
Depends on the type of material processed
Waterjet cutting is not a good option for processing water-absorbing and fibrous materials like foam, paper, cardboard, plywood, leather, MDF, fabric, bamboo, and wood.
These materials will get spoiled when exposed to waterjet. Laser cutting is the most suitable option for processing such materials.
Most other materials can be cut using both laser and waterjet cutting techniques. The next deciding factor in processing materials is their thickness and hardness.
Workpiece Thickness and Hardness
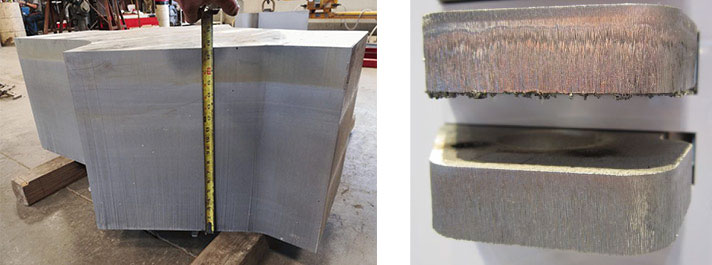
Waterjet can effectively cut through most materials at 12″ thickness. Some waterjet cutting industries have even successfully processed 18″ thick stainless steel.
On the other hand, laser cutting is only effective in cutting thin materials. It can cut materials with a maximum thickness of about 2.5″.
So if you are planning to cut large chunks of hard materials like metals, ceramic, stone, glass, composites, plastic, and rubber, waterjet cutting is the best option, but you’ll have to compromise on speed and precision.
When Precision and Speed come into play
Comparatively, waterjet cutting is a slow cutting process and has a low precision than laser cutting due to the vibration caused during the cutting process.
Since laser cutting is a contactless cutting process, it doesn’t cause any vibration.
Laser cutting machines, in general, have average precision toleration of ±0.005″. For waterjet cutters, it’s ±0.03″.
Heat Buildup
Waterjet cutting is considered a cold cutting process as it cuts with a high-speed jet of water with speeds above 50,000 psi. This doesn’t develop any heat on the material and is a good option for processing heat-sensitive materials.
In laser cutting, materials are cut by heating and vaporizing them. Hence, it is not so good at cutting heat-sensitive materials and generates many toxic fumes when processing them.
Post-processing
In general, laser cutting leaves behind burned edges with some burrs on materials that require further processing. But in the case of waterjet cutting, smooth cuts are produced.
So if you want your workpieces ready to go directly from the machine, waterjet cutting is the best bet.
Flexibility
Comparatively, laser cutters are much more flexible. In addition to cutting, it can also perform etching, marking, and engraving operations on different materials. These can’t be done with a waterjet machine.
So if you are planning to cut a wide variety of materials and do different operations on them, laser machines are the best option.
Final Thoughts
Waterjet cutters are costlier than laser cutters. Waterjet needs a lot of machinery for its operation, and its maintenance charges are also a lot higher.
Laser cutters are even available as 3018 models but making a waterjet cutter of similar size is almost impossible.
Waterjet cutters are only suitable for a business or an industrial setting. Operating it requires a good knowledge of the machine, its operation, and related software.
However, laser cutters are easy to operate and are a pocket-friendly option. They also offer greater precision than waterjet cutters.
If your application requires cutting thin workpieces and engraving various materials, then a laser cutter is what you need.
Whereas If you need to cut conductive, reflective, or heat-sensitive materials that are hard and thick, a waterjet cutter is the best option.
The cut edge quality of a waterjet cutter is also considerably better than what is achievable using a laser cutter.
In the end, the machine you need can be a laser cutter or waterjet cutter.
It all rounds up to the type of materials you process, their thickness, processing speed, quality of cut, precision, and operational cost.
If you find waterjet is the way forward and is looking for an affordable option, check out the WAZER desktop waterjet machine.
Frequently Asked Questions
Can I engrave with a waterjet cutter like how you would do in a laser cutter?
You cannot engrave with a waterjet like you would do in a laser cutter. Though you can adjust the speed of water jetting out of the nozzle, it cannot make an effective engrave on most materials.
How much water does a waterjet cutter use?
A typical waterjet cutter could use between 0.5 to 5 gallons (1.8 – 19 liters) of water per minute during its operation. A water input connection from a regular household pipe is enough to operate a waterjet cutter.
What is garnet and why is it used on waterjet cutters?
Garnet is a hard natural mineral. It is used with a waterjet cutter to fasten up the erosion of the material you are cutting. When small sand-sized garnet is passed with the waterjet stream, it hits the material’s surface and causes some initial erosion which fastens up the cutting process. The more garnet you can throw at the material, the faster you can cut.