



Polypropylene is a type of thermoplastic widely used for its good mechanical properties and excellent chemical and electrical resistance.
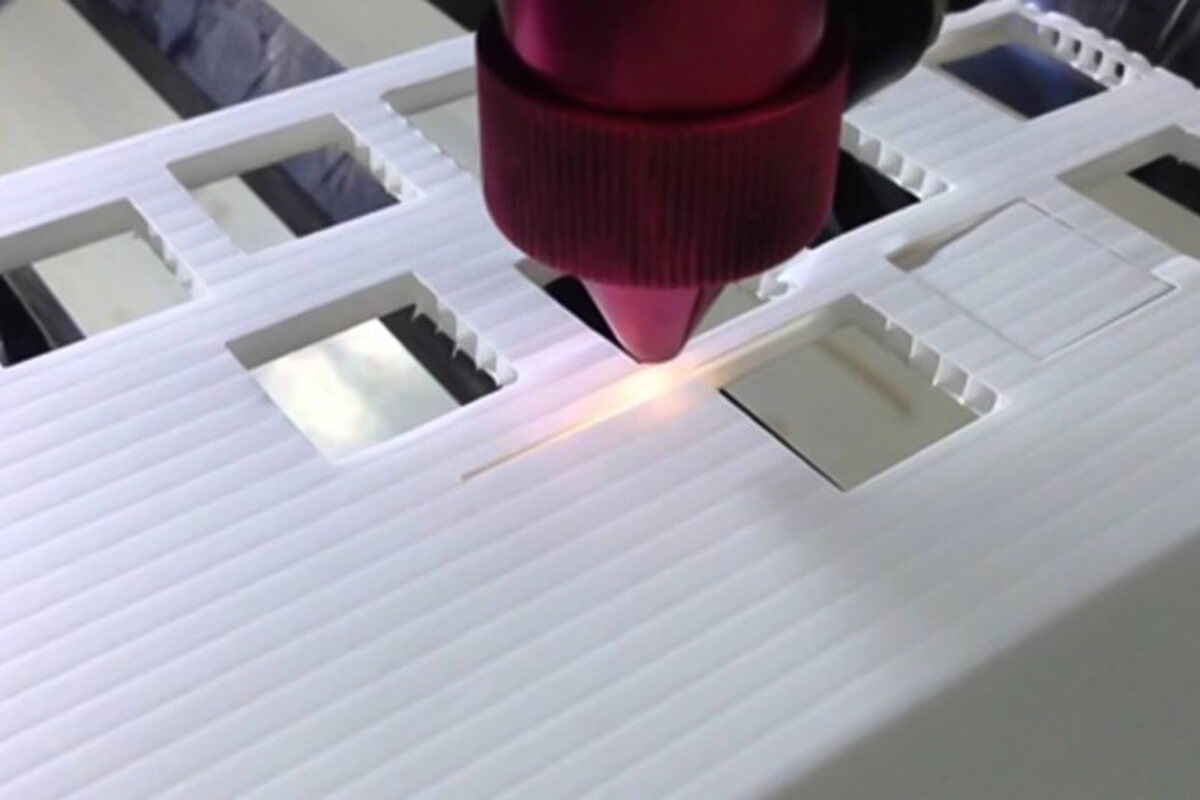
Laser cutting offers the ability to make intricate designs in polypropylene with high precision, smooth edges, and quick cycle time
However, laser cutting of polypropylene poses some challenges which need to be overcome by following proper procedures and maintaining good process control.
Laser cutting polypropylene can be done using CO2 lasers. Polypropylene absorbs maximum energy for wavelengths between 9.3-10.6µm, making CO2 lasers the ideal choice for cutting or engraving polypropylene. Whereas fiber lasers generally have a wavelength of 1.06µm, which is not suitable for cutting or engraving polypropylene.
This article discusses everything you need to know about laser cutting polypropylene and offers insights into solving common challenges that could come up.
MellowPine is reader-supported. When you buy through links on my site, I may earn an affiliate commission at no extra cost to you.
Laser Cutting Polypropylene -Things to Know

Laser cutting polypropylene produces excellent results with a smooth edge and minimal burns.
Using a CO2 laser will give you the best result in terms of quality of cut and speed when cutting polypropylene when compared to other lasers.
However, the ability of a CO2 laser to cut or engrave polypropylene depends upon factors such as the thickness of the material, laser power, and various other process parameters.
| Power | Above 40W |
| Cutting Speed | up to 120 inches/min |
| Air Assist | Recommended |
| Laser Spot-size | As small as possible |
Recommended parameters for laser cutting 0.03″ thick polypropylene
Power
The power of a laser cutter determines the maximum thickness of material that can be efficiently cut with a good surface finish.
A CO2 laser with a power rating above 40W is recommended for smooth cuts on polypropylene sheets up to 0.03″ (0.8mm) thick.
Laser cutters provide flexible control of laser power, and it needs to be adjusted according to the thickness of the material.
Apart from laser power, the other parameter that directly affects the quality of the cut is the cutting speed.
Cutting Speed
When laser cutting thin sheets of polypropylene, the heat from the laser can cause the sheet to warp and bend along the edges.
A high cutting speed is favorable to minimize the heat-affected zone.
Laser cutting polypropylene at a slow speed can cause excessive heat transfer to the material, resulting in the melting of the material along the edge of the cut.
This not only results in poor surface quality but can also lead to plastic welding of the molten edges.
Generally, when laser cutting a 0.03″ thick polypropylene by a 40W CO2 laser, a cutting speed of 2 ips (50 mm/s) at 75-80% power is recommended.
Number of Passes
The ability of polypropylene to readily absorb the energy of a CO2 laser makes it prone to catching fire and burning.
When laser cutting thick polypropylene sheets (over 0.06″), it is recommended to use the multi-pass technique to avoid overheating the material.
Increasing the number of passes when cutting thick material will produce a polished edge but will also result in increased kerf width.

Work Holding
The lightweight and flexible nature of thin polypropylene sheets can sometimes make it difficult to place them flat on the work table.
Furthermore, when cutting a thick sheet of polypropylene by multi-pass technique, holding the workpiece steady improves the kerf width.
There are various ways to hold the job when performing laser cutting or engraving, and some of the most effective ways are discussed below.
Magnets
Using magnets is perhaps the easiest way to hold the job in place.
Placing tiny magnets along the edges of the polypropylene sheet act as magnetic clamps that hold the workpiece in place.
When using magnets, make sure that the magnets do not interfere in the cutting or engraving area of the material.
Honeycomb Hold-down Pins
This method can be used on a laser cutter having a honeycomb work bed.
In this method, small T-shaped pins hold the workpiece in place.
However, this method is not very practical for holding very thin sheets of polypropylene but can be used for sheets with a minimum thickness of 0.06″.
Vacuum bed
A vacuum bed is an expensive but the most effective way of holding thin polypropylene sheets on the work table.
It consists of a work bed with several holes that apply vacuum suction and pull the workpiece towards the bed to hold it in place.
Unlike other methods, this method applies uniform force throughout the surface of the material and enables you to lay the material perfectly flat on the work bed.
Air Assist
Air assist uses compressed air to improve the quality of laser cutting and keep the equipment safe.
The compressed air expels the molten material out of the kerf and thereby improves the speed and quality of the cut.
It also keeps the splutter away from the laser head while preventing the equipment from overheating.
When laser cutting polypropylene, it is recommended to use air assist as it helps to expel the molten material quickly and minimize the heat-affected zone.
This also helps in reducing the chances of the molten material welding back together along the edges of the cut.
Laser Focus
One of the challenges faced while laser cutting polypropylene is larger kerf width than normally expected.
In order to keep the width of the cut to a minimum, it is recommended to keep the laser’s focus on the surface of the material and maintain a small spot size.
The smaller the spot size, the smaller the width of the cut will be.
Exhaust System
Laser cutting polypropylene burns, melts, and vaporizes the material, resulting in smoke formation.
Although the smoke produced is not poisonous, it can cause unpleasant odor and irritation to the lungs.
Furthermore, the fumes produced when laser cutting polypropylene sometimes contain volatile elements that can damage the workpiece and cause fire hazards.
Therefore, it is recommended to have a good exhaust system to safely dispose off the fumes away from the laser and the workpiece.
Backing Paper/ Masking Tape
The smoke produced when laser cutting polypropylene can result in smudges and stains on the surface of the workpiece, particularly when performing the laser cutting in the absence of an exhaust system.
This smoke can sometimes cause a permanent mark if it comes in contact with the semi-molten polypropylene along the edges of the cut.
Using a backing paper or masking tape to cover the surface while laser cutting or vector engraving will minimize the chances of smoke stains.
Furthermore, it also protects the surface of the workpiece from heat and scratch marks.
However, this method is not recommended for raster engraving because removing the tiny bits of masking tape after the engraving process can be tedious.
Cleaning the workpiece
Although using an exhaust system and protecting the surface with masking tape will minimize the heat effect and burn marks, some stains can still find a way to get under the masking tape.
These stains can be removed by cleaning the workpiece with soapy water and a sponge.
Laser Engraving Polypropylene

Laser engraving polypropylene produces good results with high detailing and decent contrast.
One of the most important applications of laser engraving polypropylene is to engrave folding marks that facilitate precise folding and shaping of the material.
However, raster engraving on polypropylene sheets with thickness below 0.08″ (2mm) is not recommended.
The reason is that polypropylene tends to bend and warp when subjected to high heat.
Raster engraving over a large area develops a sizeable heat-affected zone which induces thermal stress in the material and causes it to warp.
If the requirement forces you to raster engrave a polypropylene sheet with thickness below 0.08″ (2mm), it is advised to perform the engraving in multiple passes at low power and high speed.
Advantages of Laser Cutting Polypropylene
Laser cutting polypropylene offers many advantages over traditional cutting techniques.
Quality
Laser cutting polypropylene produces a smooth cut with polished edges that do not require any secondary finishing process.
Furthermore, it enables to cut and engrave intricate designs with complex shapes without requiring any tool change.
This increases productivity by reducing the machining time and results in higher throughput.
Quick Cycle Time
High cutting speed is one of the main reasons for laser cutters’ increasing popularity.
Laser cutting polypropylene is fast and thereby decreases the cycle time, which increases productivity.
Precision
Good laser cutters generally provide high accuracy of around ±0.004″ (0.1 mm) and a repeatability index of around ±0.002″ (0.05mm).
This precision ensures perfect results every single time and enables the utilization of the entire polypropylene sheet with the least possible wastage.
Non-contact Cutting
Laser cutting is a non-contact machining technique that removes the material by thermal action between the material and the laser, without any mechanical contact.
This eliminates the chances of inducing any mechanical stresses in the material.
These mechanical stresses can otherwise result in unwanted bending or creasing of the material, especially when working with very thin sheets of polypropylene.
Challenges in Laser Cutting Polypropylene
Laser cutting polypropylene generally produces excellent results.
However, it can sometimes throw up challenges that make the process difficult and messy.
Extensive Melting
Polypropylene is a polymer with a low melting point that tends to burn, melt and drip when subjected to high heat.
Laser cutting very small sections can increase the heat accumulation in the area and cause the material to melt.
It creates a mess when this small section of material cuts and falls on the work table while still being molten.
This not only creates a mess on the work table but also results in a poor surface finish due to a fibrous texture along the edge of the cut.
An effective solution for this problem is to maintain a clearance of at least 0.2″ (5mm) between the successive cuts.
Moreover, all the elements of design should have dimensions greater than the thickness of the sheet being cut.
Width of Cut
The cuts produced by laser cutting polypropylene tend to have a greater kerf width than normally expected.
This is a by-product of extensive melting, which causes puckering of semi-molten material along the edge and increases the kerf width.
An effective solution is to maintain a small spot size of the laser to minimize the heat-affected zone and thereby reduce the kerf width.
Furthermore, using the multi-pass technique at lower power can reduce the puckering of material but can sometimes be accompanied by a further increase in kerf width.
Best Laser Cutters For Polypropylene
Depending upon the various factors such as power, speed, cutting ability, and budget, here are some of the best laser cutters for polypropylene.
Glowforge Plus: Best Laser Cutter for Polypropylene

The Glowforge Plus has a footprint of 38″ x 20.75″ x 8.25″ that offers a work area of 19.5” x 11”.
It houses a 40W CO2 laser that can cut and engrave polypropylene sheets with a maximum thickness of 0.03″ (0.8mm).
Glowforge Plus has a sleek design and an easy-to-use interface that ensures hassle-free use.
It has two inbuilt cameras that scan the workpiece and allow you to set the layout of the design accordingly for maximum utilization of raw material.
The high precision (0.001 inches) makes Glowforge plus ideal for cutting complex and intricate designs.
Furthermore, Glowforge plus has an inbuilt air-assist that can be very useful while laser cutting thick polypropylene sheets.
For working on longer workpieces, you can look for the Glowforge Pro model that provides a pass-through slot to fit workpieces with infinite lengths.

High precision with Air-assist
Easy-to-use with built-in Cameras

The OMTech 50 has a footprint of 41″ x 25.6″ x 20″ that offers a work area of 12”x20” with a pass-through door providing feasibility to fit in long workpieces.
It houses a 50W CO2 laser that can cut and engrave polypropylene sheets of various thicknesses.
OMTech 50 offers a maximum cutting speed of 15.7 ips and a maximum engraving speed of 23.6 ips.
It has several safety features, such as an emergency stop button and a safety interlock that automatically turns off the laser when the hood is opened.
OMTech provides a license for LightBurn software and includes a rotary axis with the kit that can be used for engraving cylindrical workpieces.
Furthermore, they provide a 2 years general warranty and 6 months warranty for the laser tube and power supply.
No products found.

Ortur Laser Master 2 has a footprint of 21.2” x 19.68” x 5.9” that provides a work area of around 15.5″ x 17″.
It is a low-powered diode laser with a budget-friendly price, making it ideal for beginners and DIY enthusiasts.
The Laser Master 2 is basically an engraver that can be used to cut very thin sheets (films) of polypropylene with a satisfactory surface finish.
It offers various laser module options that provide a laser power of 1.6 – 5.5W and has a maximum engraving speed of 120 ipm.
The Laser Master 2 does not come with a safety enclosure, thus it is mandatory to wear safety glasses while using it.
A more detailed review of this laser engraver can be found here – Ortur Laser Master 2 Review
No products found.
Final Thoughts
Laser cutting polypropylene produces excellent results with quick cycle time and high efficiency.
Polypropylene has a low melting point and is prone to catching fire, and therefore it is highly recommended to follow the laser safety protocols when laser cutting or engraving it.
Despite using a thick polypropylene sheet, things can go wrong during raster engraving due to extensive heat dissipation.
Therefore, replacing raster engraving with laser marking is recommended as it requires comparatively less power and generates less heat.
Laser Cutting and Engraving other Materials
Check out these guides on laser cutting some popular materials.
| Material | Link to Guide |
|---|---|
| Paper | Laser Cutting Paper |
| Acrylic | Laser Cutting and Engraving Acrylic |
| Aluminum | Laser Cutting and Engraving Aluminum |
| Leather | Laser Cutting and Engraving Leather |
| Plastic | Laser Cutting and Engraving Plastic |
| Brass | Laser Engraving Brass |
| Felt | Laser Cutting Felt |
| Fabric | Laser Cutting Fabric |
| Foam | Laser Cutting Foam |
| Plywood | Laser Cutting Plywood |
| Glass (cutting) | Laser Cutting Glass |
| Glass (engraving) | Laser Etching and Engraving Glass |
| Wood (cutting) | Laser Cutting Wood |
| Wood (engraving) | Wood Laser Engraving |
| Granite | Laser Engraving Granite |
| Vinyl | Laser Cutting Vinyl |
| Food | Laser Engraving Food |
Laser Cutting Guides for other Materials
Polypropylene and Its Applications

Polypropylene is a thermoplastic with properties similar to polyethylene but with more mechanical strength and heat resistance.
Due to its vast area of applications, it is the second most frequently used plastic globally, falling behind polyethylene.
Its availability in different colors depends upon its thickness, with more color options available for sheets with thickness up to 0.02″ (0.5mm).
Some of the most important characteristics of polypropylene are heat insulation, electrical resistance, chemically inert, high tensile strength, and being safe to use for laser cutting.
Due to these characteristics, polypropylene has found its application in the manufacturing of various products, such as:
- Signboards and labels
- Laboratory items
- Electronic components
- Sportswear
- Automobile parts
- Sanitary items
- Packaging and containers
- Plastic chairs and tables
- And various other items used in our daily lives.
Frequently Asked Questions (FAQ)
Can a diode laser be used to cut polypropylene?
Yes, a diode laser can be used to cut polypropylene. Diode lasers are generally available in low power options (up to 9W) that are more suitable for laser engraving rather than cutting. Diode lasers are basically laser engravers that can be pushed to the limits to perform satisfactory cuts on very thin sheets (films) of the polypropylene in multiple passes. However, when laser cutting polypropylene, the quality of cut attained by a CO2 laser is far superior to that of a diode laser.
Does the type of workbed affect the performance of the laser cutter when cutting polypropylene?
No, the type of work bed does not significantly affect the performance of the laser cutter when cutting polypropylene.
However, there is a significant effect on the engraving process. The honeycomb work bed reduces flashbacks and improves the performance during laser engraving polypropylene.
What is laser marking?
Laser marking is the process of using a laser to make a permanent mark on the surface of the workpiece. It is similar to laser engraving but does not involve the removal of material. Instead, it uses the heat from the laser to change the structure or color of the topmost layer in the desired shape or pattern.