




Aluminum is a non-ferrous, malleable material with a high thermal conductivity that can be easily cast in various complex shapes.
Being a lightweight material with good durability, aluminum is a popular material in the manufacturing industry.
Despite being a relatively soft metal with ductile nature, laser cutting aluminum can be quite challenging.
However, with the right equipment and sound knowledge, cutting, engraving, or etching of aluminum can be done quite effectively.
For cutting thin sheets of aluminum, laser cutting has several advantages over other techniques like milling aluminum where strong clamping is necessary.
This article discusses various aspects of laser cutting and engraving aluminum including the important practical know-how to execute it successfully.
Laser Cutting Aluminum
The process of laser cutting aluminum is very challenging, but with the right laser and correct parameters, you can attain a highly precise cut.
The ability of a laser cutter to cut/engrave aluminum depends upon the following factors:
Type of laser for Aluminum Cutting
The rays within the wavelength of a CO2 laser (9.5-10.6 µm) are reflected strongly by aluminum which makes it very difficult to perform laser processing on aluminum by a CO2 laser.
When processing aluminum under a CO2 laser, most of the radiation bounces off the reflective aluminum.
As a result, only a small part of the energy is absorbed which is not sufficient to melt and vaporize aluminum.
This problem can be resolved by using a high-power CO2 laser with a high frequency that can hit the aluminum surface fast enough to overcome the power lost by reflection.
An even better solution is to use a fiber laser.
A fiber laser or an Nd YAG laser, with a wavelength of 1.06µm is best suitable for applications involving laser cutting of sheet metal because these wavelengths are readily absorbed by metals.
A fiber laser can provide almost 3 times faster operation on aluminum as compared to a CO2 laser of the same wattage.
Laser Power
Laser power is one of the most important parameters that affect the aluminum processing ability of a laser cutter.
The power of laser defines the maximum thickness of material it can cut through, the higher the power, the thicker the aluminum it can cut through.
Generally, a fiber laser with a power rating of 500W or higher is recommended for cutting a 1/8″ (3mm) thick aluminum.
An industrial laser cutter with a 500W pulsed CO2 laser at a frequency of 6kHz or higher can also achieve similar results but at a much slower cutting speed.
Using a multi-pass cutting technique with a lower laser power output improves the quality of cut at the cost of cutting time.
Speed for Aluminum Laser Cutting
The cutting speed of a process is another important parameter that defines the smoothness of the edge and the overall surface finish of the cut.
A fast cutting speed is recommended while laser cutting aluminum and for this reason, a high-powered laser module is generally preferred.
While a very high cutting speed can result in burrs along the cutting edge, too slow a cutting speed usually causes cracks in the aluminum workpiece.
Therefore, choosing an appropriate cutting speed along with good process control is very important.
If you increase the cutting speed while keeping the laser power fixed, the smoothness of the edges will improve.
However, the kerf width of the cut goes up resulting in more material wastage.
The below-mentioned laser cutting thickness and speed chart can give you a better understanding of the difference between a CO2 laser and a fiber laser for cutting aluminum with nitrogen as auxiliary gas.
| Thickness (inches) | 4kW CO2 laser Cutting speed (ipm) | 4kW Fiber laser Cutting speed (ipm) |
|---|---|---|
| 0.040 | 420 | 2126 |
| 0.080 | 260 | 756 |
| 0.120 | 170 | 402 |
| 0.180 | 60 | 170 |
| 0.250 | 40 | 100 |
| 0.375 | 10 | 45 |
| 0.500 | Cannot be cut | 21 |
Difference between cutting speeds of CO2 and fiber laser on various thicknesses of aluminum
Auxiliary Gas
The auxiliary gas used for air assist also plays an important role while laser cutting aluminum.
It prevents the cutting head from overheating and also selecting the right gas will improve the quality of the cut.
There are many gases that can be used for air-assist, such as oxygen, nitrogen, argon, and air.
Using oxygen might improve the cutting speed, but will lead to oxidation of aluminum along the edges of the cut.
Whereas using air as the auxiliary gas can give better results with good cutting speed and is less likely to cause oxidation of aluminum.
Nitrogen, on the other hand, is best suitable while laser cutting aluminum because it facilitates a much higher cutting speed with smooth edges and no oxidation effect.
High pressure and high flow rate (40-50m3/h) of nitrogen gas are recommended for best results.
| Thickness of aluminum (inches) | Cutting speed (ipm) (Air) | Cutting speed (ipm) (Nitrogen) |
|---|---|---|
| 0.040 | 460 | 420 |
| 0.060 | 300 | 320 |
| 0.080 | 210 | 260 |
Comparing the effect of air and N2 auxiliary gases on the cutting speed of a 4kW CO2 laser
Reflection Detector
The laser light reflected back by the aluminum not only hinders the cutting process but can also cause damage to the laser module.
If a large amount of reflected laser enters the laser head, it can cause damage to the laser module.
The risk of damage is higher in CO2 and Nd: YAG lasers because these lasers use a series of mirrors to guide the laser from the laser tube to the workpiece.
These mirrors will further intensify the reflected beam and cause serious damage to the laser equipment.
In order to protect the equipment from this damage, most modern metal laser cutters have a safety feature that detects the amount of laser being reflected back into the laser head.
If too much laser is being reflected back through the laser head, this safety feature will immediately turn off the laser and therefore save the equipment from serious damage.
Thus, it is necessary to have this safety feature in the laser cutter used for processing aluminum.
Laser Engraving Aluminum
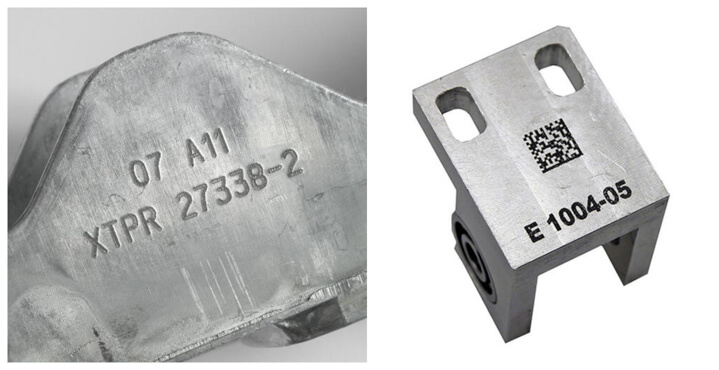
Laser engraving or etching aluminum can produce highly detailed results in various levels of gray (from light gray to black).
Due to its good contrast of gray and white, it is used for a variety of applications, such as printing barcodes, labels, QR codes, etc.
Although a high-power CO2 laser can cut through aluminum, it cannot be used for engraving or marking on aluminum.
A fiber laser with a power rating of around 30W with a frequency of 25kHz – 50kHz and a cutting speed of 4.3 inches/sec (210mm/s) is recommended for laser engraving aluminum.
Generally, the engraving output on aluminum is light gray with less contrast to the actual color of the metal.
However, you can use a MOPA fiber laser to produce colored engravings on aluminum in different shades of black and gray.
A cheaper alternative to MOPA laser is spraying the aluminum with a black laser marking ink before engraving.
This would improve the contrast and result in a dark gray or black engraving output.
The quality and contrast of the engraving also depend upon the type or grade of aluminum used.
A special type of aluminum that gives excellent results for engraving even by a CO2 laser is ‘anodized aluminum‘.
Anodized Aluminum

Anodized aluminum is created by an electrochemical process that deposits a layer of aluminum oxide on top of the base aluminum.
It is a versatile material with good resistance to corrosion and produces high contrast outputs for laser engraving.
The availability of anodized aluminum in a variety of different colors with matt or glossy finish makes it even more favorable for laser engraving processes.
When laser engraving anodized aluminum, the top layer of paint is removed and the white layer of aluminum oxide under it is revealed.
This gives excellent contrast to the engraving and makes it an ideal material for various engraving applications.
Challenges in Laser Cutting Aluminum

Laser cutting aluminum can throw up some challenges that you need to be vary of. You should also be aware of the laser safety risks, hazards, and control measures whenever you operate laser equipment.
Highly Reflective Nature
Aluminum has a highly reflective nature, especially when using CO2 lasers as it will reflect back the laser beam which can be dangerous.
The reflected laser beam can even enter the laser head and significantly damage the laser module.
This reflection is partly from the surface of the metal and mostly from the highly reflective molten pool formed during the laser cutting.
For this reason, covering the surface with paint or masking tape will not solve the issue completely.
A workaround is to add alloying elements such as magnesium, zinc, silicon, etc which significantly reduces the reflective properties of aluminum.
Good Thermal Conductivity
Aluminum is an excellent conductor of heat and tends to dissipate heat readily.
Due to this, the surface cools off rapidly, making it difficult to reach a suitably high temperature for the laser to melt and vaporize the surface.
The solution to this problem is using a high-speed laser that offers a very high pulse frequency.
This high-speed pulsating laser hits the aluminum fast enough to melt the surface before it dissipates the heat to the surroundings.
Need for Secondary Machining
Even if you succeed to perform laser cutting on aluminum, the sharp edge and burrs along the cut make the process inefficient.
A secondary machining process is sometimes required to attain a smooth edge with a clean finish.
The use of high-pressure nitrogen gas assist will help eject the molten metal from the cut and achieve a faster cutting rate with a smooth edge.
High Processing Cost
Aluminum requires you to follow certain approaches for good quality laser cutting and depending on the laser and cutting parameters it might also require some post-processing to get a smooth finish.
Furthermore, the need for a high-powered CO2 laser or fiber laser increases the initial cost of laser cutter/engraver.
This means there is an increased overall cost of the process, making it less efficient than the process of cutting aluminum with a CNC router.
Advantages of Laser Cutting Aluminum
Despite the challenges, laser cutting aluminum also provides various benefits that make it a worthy process for cutting aluminum.

Quality
Laser cutting aluminum produces cuts with a very narrow width of incision.
With proper parameters and a good laser cutter, you can achieve clean cuts with a smooth surface finish that does not require any secondary processing.
Speed and Precision
Laser cutters provide high cutting speed with an accuracy of ±0.004″ (0.1 mm) and a repeatability index of around ±0.002″ (0.05mm).
High cutting speed enables a quick cycle time and high accuracy produces perfect cuts with tight tolerance.
This precision, accuracy, and repeatability enable you to closely arrange the cutting design on the workpiece, thereby increasing the efficiency of the process by saving 20% – 30% of the material.
Non-contact Cutting
Laser cutting aluminum is a non-contact process that does not require physical contact between the workpiece and the cutting tool.
This eliminates the chances of inducing any mechanical stresses that could lead to fillet or mechanical blanking of the material.
Best Laser Cutters for Aluminum
Kern FiberCell
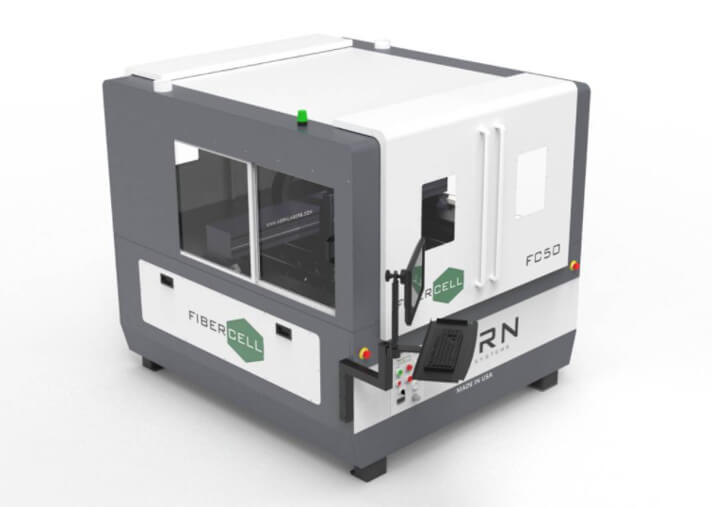
FiberCell from Kern houses a class 2 Ytterbium Fiber Laser with laser power options from 0.5kW – 3kW.
It is a highly precise, industrial laser cutter with high positional accuracy of +/- 0.006 inches per meter and repeatability of 0.0016 inches per meter.
FiberCell has a footprint of 74″ x 85″ x 75″ and provides a work area of around 52″ x 50″.
It comes with a class 2 safety enclosure, which makes it safe to use even on busy shop floors.
Kern LaserCell
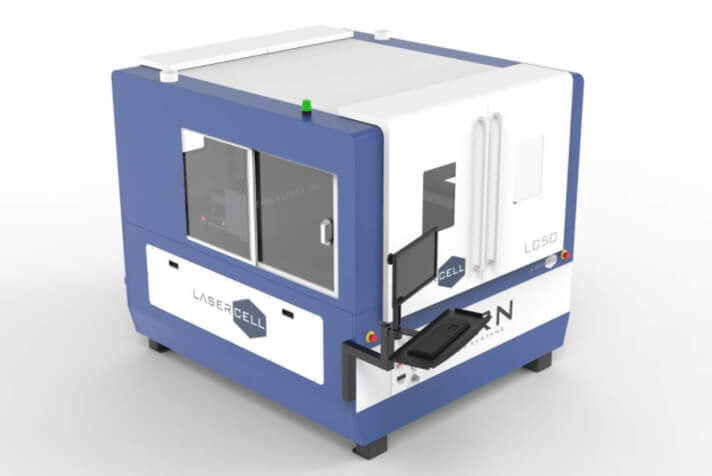
LaserCell is another product from Kern that can cut and engrave aluminum sheets.
It houses a class 2 Pulsed CO2 laser with laser power options from 100W – 650W.
LaserCell also offers high accuracy and repeatability like FiberCell and offers a similar work area with a slightly different footprint at 74″ x 87″ x 53″.
It also comes with a safety enclosure that makes it safe to operate.
StyleCNC – FC3015C

FC3015C is an industrial laser cutter from Style CNC that houses a fiber laser and offers a wide range of laser power options from 1kW – 8kW.
It offers a high repeated positioning accuracy of 0.0008″ and a maximum running speed of around 4700 ipm (120m/min).
StyleCNC – FC3015C offers a comparatively large work area of 60″ x 120″ with a footprint of 174.8″ x 98.4″ x 73.2″.
Laser Cutting Services
Apart from being challenging, laser cutting aluminum requires high-power equipment that is expensive.
If you are a DIY user or a small-scale industry that occasionally requires laser-cut parts of aluminum, you can rely on outsourcing the task.
There are various service providers on the internet that can give you the desired, laser processed aluminum part at a fairly good price.
Here is a list of some popular websites that offer laser cutting services for aluminum in the US.
Final Thoughts
Laser cutting aluminum is a challenging task that requires a high-power industrial laser with a high level of expertise in laser cutting to be performed safely and successfully.
Despite carrying out a safe and successful laser cutting on aluminum, some part of the reflected laser still enters the laser equipment and causes damage that can shorten the life of the equipment.
The reflected laser can also be dangerous for the operator and the use of proper safety gear like a safety enclosure and laser safety glasses is very important.
Due to these reasons, it is not recommended for beginners and DIY users to laser-cut aluminum.
However, you can use anodized aluminum to create DIY engraving projects with a low-powered CO2 or diode laser.
Laser Cutting and Engraving other Materials
Check out these guides on laser cutting some popular materials.
| Material | Link to Guide |
|---|---|
| Paper | Laser Cutting Paper |
| Acrylic | Laser Cutting and Engraving Acrylic |
| Aluminum | Laser Cutting and Engraving Aluminum |
| Leather | Laser Cutting and Engraving Leather |
| Plastic | Laser Cutting and Engraving Plastic |
| Polypropylene | Laser cutting polypropylene |
| Brass | Laser Engraving Brass |
| Felt | Laser Cutting Felt |
| Fabric | Laser Cutting Fabric |
| Foam | Laser Cutting Foam |
| Plywood | Laser Cutting Plywood |
| Glass (cutting) | Laser Cutting Glass |
| Glass (engraving) | Laser Etching and Engraving Glass |
| Wood (cutting) | Laser Cutting Wood |
| Wood (engraving) | Wood Laser Engraving |
| Granite | Laser Engraving Granite |
| Vinyl | Laser Cutting Vinyl |
| Food | Laser Engraving Food |
Laser Cutting Guides for other Materials
Frequently Asked Questions (FAQ)
What is a pulsed laser?
A pulsed laser is a type of laser that does not function as a continuous wave, instead, it produces short bursts of high-energy laser output at a very high frequency. This technique enables a small size, low-energy CO2 laser to produce pulses of high-energy output and attain a better cutting effect. A 450W pulsed CO2 laser can give you the ability to operate at an energy level as high as 2kW.
Can we use diode laser for laser processing aluminum?
Yes, you can use diode lasers for processing aluminum, they function in the range of wavelengths that can be suitable for laser processing aluminum.
However, they are available only in comparatively lower power ranges, that are suitable only for laser engraving anodized aluminum and performing satisfactory cuts on very thin sheets of anodized aluminum with multiple passes.
What alternative can be used to laser cutting aluminum?
There are two main alternative methods to laser cutting by which aluminum can be cut: CNC punch press and Water jet cutting. But these methods lag behind laser cutting either in terms of quality or in terms of cycle time.
CNC punch press is a more traditional way to cut aluminum but can lead to mechanical blanking along the edge of the cut. It is comparatively less versatile and prone to defects that require secondary machining. Whereas Water jet machining is a high precision method to cut aluminum but has a very slow cycle time when compared to laser cutting process.
Generally, it is suggested to use a CNC punch press for up to 0.24″ (6mm) thick aluminum plates and water jet cutting for aluminum plates thicker than 0.24″ (6mm).