



![Fiber Laser vs CO2 Laser - Expert Guide [2022]](https://pub-aba92f51a4554a198d8157626a6290cd.r2.dev/2022/05/Fiber-Laser-vs-CO2-Laser-1.jpg)
Fiber lasers and CO2 lasers are some of the most popular options for laser engraving and cutting in 2023.
While CO2 lasers became widely used from the 1960s, fiber lasers only started gaining traction in the 1990s.
There are applications where CO2 laser works better than a fiber laser such as wood, and plastics.
When engraving or cutting metals like aluminum or brass, a fiber laser is the natural choice and not a CO2 laser.
For applications like sheet metal cutting, the choice is not readily apparent and it depends on parameters like cutting speed, material thickness, and operational cost among others.
In addition, fiber lasers are much more expensive compared to CO2 lasers, which limits their adoption considerably.
In a nutshell, fiber lasers provide a faster cutting speed, while CO2 lasers provide greater material flexibility. The wavelength of fiber laser (1.06µm) is readily absorbed by metals and is not recommended for non-metals. Whereas, a high-powered CO2 laser (10.6µm) can be used for cutting most of the metals and non-metals.
In this article, I provide a clear picture of the differences between the two laser technologies and the correct applications for each.
Fiber laser and Its Applications

Fiber laser gets its name from its unique laser delivery system that uses fiber optics to deliver the laser beam with almost no energy loss.
A semiconductor diode acts as a pump source that emits the radiation into the core of the fiber laser, where the radiation are gradually absorbed and converted into the laser.
The core of a fiber laser consists of earthly materials such as Ytterbium which acts as the laser medium of the fiber laser.
It is a relatively new technology that produces a laser with a wavelength between 0.78 μm and 2.2 μm.
Applications of Fiber Laser
Although both lasers have a wide range of applications, a head-to-head comparison of fiber vs co2 laser on the basis of their application will give you a better understanding of their use cases.
This wide range of wavelengths gives rise to various applications for fiber lasers in the telecommunication, medical, and manufacturing industries.
The use of fiber optics cable enables the transmission of fiber lasers over long distances with minimum interference.
This makes fiber lasers an ideal choice for the telecommunication industry for transferring data from one point to another.
After revolutionizing the telecom industry, fiber lasers are gaining popularity in the medical industry.
Research is being done to use fiber lasers for breaking down cancer cells and thereby cure cancer without damaging other tissues.
The ability of fiber laser to travel through a very thin tube of fiber optic cable makes it ideal for this type of medical treatment where a thin tube is inserted in the body and the laser is used to target the affected area.
Fiber laser is also used in the manufacturing industry because of its ability to cut through metals easily, and a MOPA fiber laser can produce colored laser markings on specific materials.
Apart from that, these lasers are also used in fiber laser welding machines.
CO2 laser and Its Applications
The CO2 laser is one of the oldest laser technologies and one that has undergone various developmental changes.
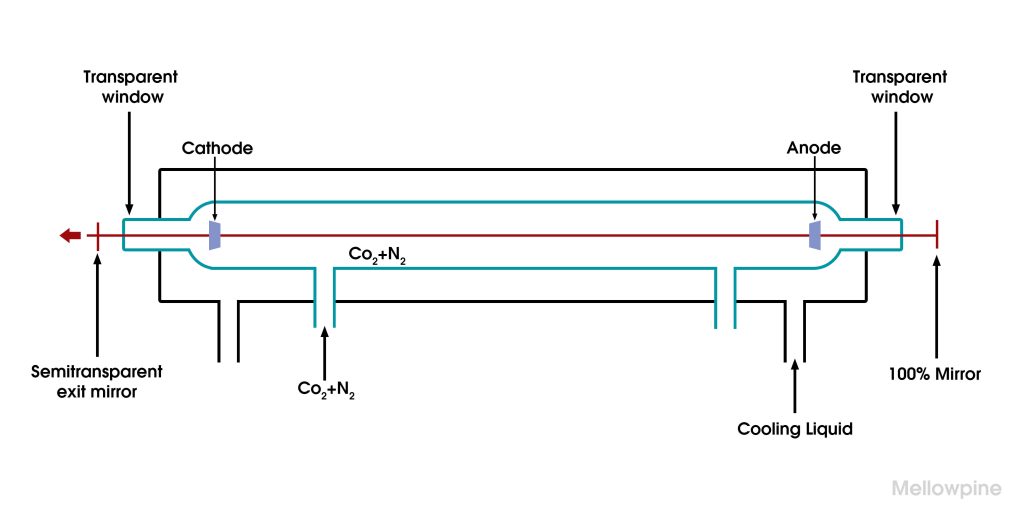
Inside every CO2 laser machine, there’s a glass tube filled with a gaseous mixture of carbon dioxide, nitrogen, helium, and hydrogen.
When electricity passes through the gas-filled tube, it excites the gas atoms and produces high-intensity light.
This light then travels through mirrors that reflect and guide the laser to the laser head.
Applications of CO2 Lasers
CO2 lasers are prominently used in the medical industry and manufacturing industry.
Water readily absorbs the wavelength of a CO2 laser, which makes it the ideal choice for treatments involving human and animal tissues.
The medical industry has found the use of CO2 lasers in various skin treatments and surgeries.
CO2 lasers are generally available in three wavelengths, 9.3 µm, 10.2 µm, and 10.6 µm.
These wavelengths are not readily absorbed by metals but are ideal for cutting and engraving various non-metals.
However, years of research have resulted in producing high-power CO2 lasers that can be effectively used for cutting metals.
These industrial-grade laser cutters are capable of performing clean cuts on almost all metals, except for a few highly reflective metals like silver, gold, brass, etc.
Differences Between Fiber Laser and CO2 Laser
It has been quite some time since CO2 lasers were first introduced in the sheet metal industry in 1972.
Since then, the CO2 lasers have undergone continuous improvement and have been dominating the laser industry.
Yet with the introduction of fiber lasers, a viable alternative has emerged.
Despite being a newer technology, fiber laser has evolved quite quickly and is being increasingly preferred over CO2 lasers in several industries.
Wavelength
The primary difference between a CO2 laser and a fiber laser is in their wavelengths.
A fiber laser with a wavelength of 1.06 μm is readily absorbed by metals, and a very small portion of the rays are reflected.
On the other hand, CO2 lasers have a higher wavelength of 10.6 μm which is not readily absorbed by the metals, and most of the energy is lost in the form of reflected rays.
Due to this, CO2 lasers need very high power for cutting metal surfaces effectively.
Spot Size of the Laser Beam
Fiber lasers have a very small spot size, leading to precise cuts with a narrow kerf width and high laser density.
A CO2 laser, on the other hand, can have up to 90% larger spot size than that of the fiber laser, which results in a comparatively wider kerf width.
Material Choices
When it comes to materials it can work on, CO2 lasers have an upper hand over fiber lasers.
The wavelength of a CO2 laser might not be suitable for metals, but several non-metal materials such as acrylic, wood, plastics, fabrics, leather, glass, stone, etc., readily absorb it.
A high-power pulsed CO2 laser, along with a suitable auxiliary gas and proper parameters, can even be used to perform laser cutting on various metals.
Aluminum, copper, and brass are the most difficult metals to be cut under a laser due to their highly reflective nature.
By following certain techniques, aluminum can be laser cut with a CO2 laser but copper and brass cannot be cut by a CO2 laser.
The wavelength of a fiber laser is suitable for cutting, engraving, and etching metals, including copper and brass, but is not readily absorbed by non-metals.
Fiber laser can be used to perform rough cuts through certain non-metals, but as of now, there are no proper process parameters that can improve the quality of cuts to match that of a CO2 laser.
| Material | Fiber Laser | CO2 Laser |
|---|---|---|
| Mild Steel | ✓ | ✓ |
| Stainless Steel | ✓ | ✓ |
| Aluminum | ✓ | ✓ |
| Copper | ✓ | — |
| Brass | ✓ | — |
| Acrylic | — | ✓ |
| Wood | — | ✓ |
| Plastics | — | ✓ |
| Textile | — | ✓ |
| Glass | — | ✓ |
| Stone | — | ✓ |
Material flexibility of fiber laser and CO2 laser
Cutting Thickness
Even though both the lasers are capable of laser cutting various metals, the material thicknesses they can work on are different.
The ability of a laser to cut through thick material is directly dependent upon its laser power.
Despite being a newer technology, fiber laser has seen rapid development and has reached power outputs as high as 15kW.
On the other hand, a CO2 laser with a power output of over 6kW is very rare to find.
The higher power options of fiber laser give it an edge over CO2 laser for applications involving laser cutting of sheet metal.
The table below compares the maximum cutting thickness of some popular metals by CO2 and fiber laser.
| Material | 4kW CO2 laser Max. cutting thickness (inch) | 4kW Fiber laser Max. cutting thickness (inch) |
|---|---|---|
| Carbon Steel | 0.8 | 0.8 |
| Stainless Steel | 0.4 | 0.5 |
| Aluminum | 0.3 | 0.5 |
Maximum cutting thickness of CO2 laser and fiber laser
Cutting Speed
A fiber laser is generally 2-3 times faster than a CO2 laser when cutting thin sheets (up to 5mm) of metal.
This difference in the cutting speed decreases as the thickness of the material increases.
However, the availability of fiber lasers in higher power options improves the cutting speed irrespective of the thickness of the metal.
The table below can give you a better understanding of the difference between the cutting speed of a CO2 laser and a fiber laser.
| Material (Thickness in inches) | 4kW Fiber Laser Cutting speed (ipm) | 4kW CO2 Laser Cutting speed (ipm) |
|---|---|---|
| Aluminum (0.04) | 2126 | 420 |
| Aluminum (0.12) | 402 | 170 |
| Aluminum (0.25) | 100 | 40 |
| Mild Steel (0.20) | 165 | 150 |
| Mild Steel (0.40) | 80 | 75 |
| Mild Steel (0.60) | 45 | 50 |
Comparision of cutting speed of fiber laser and CO2 laser
Engraving Ability

A CO2 laser can engrave various materials such as wood, plastics, glass, stones, etc., but it cannot engrave metals.
Even using a high-power CO2 laser will not give satisfactory results, and the output will be a rough engraving with a bad surface finish.
On the other hand, a fiber laser marking system is ideal for metal surfaces but cannot be used on non-metals.
Surface Finish
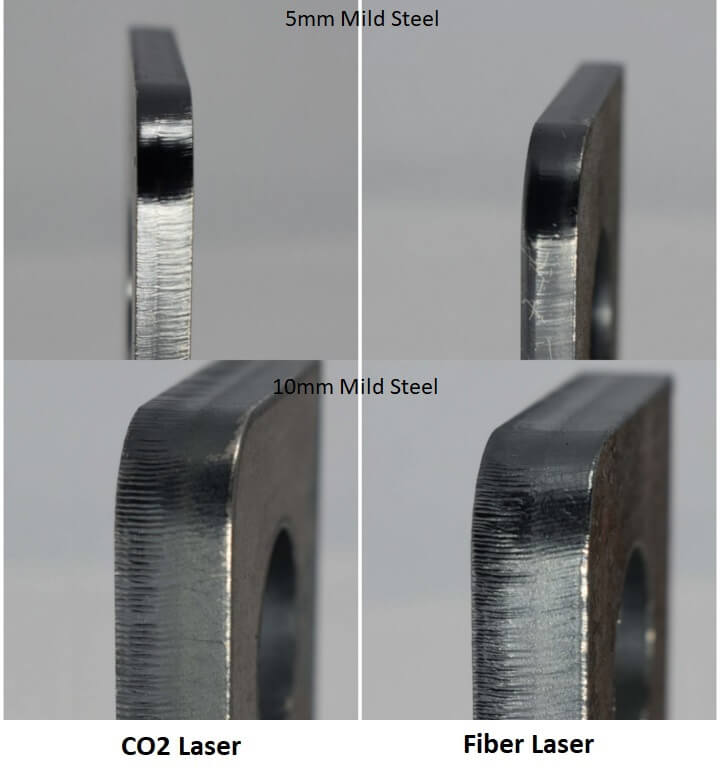
The cuts produced by a CO2 laser have a better surface finish when compared to the cuts made using a fiber laser.
As the thickness of the sheet increases, this difference becomes more vivid, the cuts made by a fiber laser on thick metal sheets will have fine striation marks along the face of the cut.
However, the small spot size of fiber laser produces excellent details when laser engraving and marking metal surfaces.
Overall Cost
The overall cost of a laser cutter includes two primary expenses: initial cost or the cost of equipment and the operational cost.
To accurately estimate the cost you’ll incur over the lifetime of the machine, it’s necessary to consider both the equipment cost and the operation cost.
Initial Cost
The initial equipment cost of a fiber laser is around 3 to 4 times more than a CO2 laser of the same power.
A high-end fiber laser will cost upward of $40,000. Whereas a high-end CO2 laser usually starts at $15,000.
But the initial cost alone cannot be the decisive factor to label fiber laser as costly equipment.
Operational Cost
The operational cost of a laser is less compared to the initial cost, but it has a greater impact on the overall cost as it adds up over the machine’s lifetime.
The high initial cost of fiber laser is compensated by its very cheap operational cost.
A fiber laser consumes around 3 times less electricity when compared to a CO2 laser performing the same job.
The operational cost of a CO2 laser further increases due to a constant need for a high-pressure auxiliary gas while cutting metal.
Whereas the need for auxiliary gas is eliminated when cutting thin metal sheets by a fiber laser.
Thus the average operational cost of a fiber laser is far less than a CO2 laser performing the same job.
Apart from initial and operational costs, another factor that adds up to the overall cost is the maintenance of the laser equipment.
Maintenance
CO2 lasers require weekly beam path maintenance that includes mirror and lens cleaning, bellows checks, and alignment checks which can consume around 4 to 6 hours per week in some cases.
Apart from this, CO2 lasers also require an occasional gas refill, annual mirror replacement, and in some cases, can even require changing the laser tube.
This increases the maintenance cost of CO2 lasers and hinders the manufacturing processes by long maintenance and breakdown stops.
Whereas the fiber lasers consist of a fiber optic beam delivery system that requires minimum maintenance.
The lack of mirrors and bellows eliminates the regular cleaning and alignment checks, thereby adding up to the productivity of fiber lasers.
Being a solid-state laser, Fiber laser does not have any moving parts, hence, there are very few chances of a breakdown.
However, a single damaged optical fiber sometimes results in changing the entire laser module, which can be quite expensive.
Safety
Although both lasers can be dangerous if the beam comes in direct contact with the body (especially eyes), a CO2 laser is considered a comparatively safer option.
The reflected beam of a CO2 laser is highly diffused and is relatively less harmful to the user.
Whereas, even after being reflected off a surface, the high-density fiber laser can be very harmful and can cause serious damage to the retina of the eyes.
This is why all high-power fiber lasers are shipped with a complete safety enclosure, and even a tiny gap in the enclosure can be a serious hazard.
Regardless of the type of laser being used, it is important to follow laser safety instructions and wear safety glasses while operating the laser cutter/engraver.
Final Thoughts
Although there are several differences between a fiber laser and a CO2 laser, the primary factor determining which choice of laser is the type of material to be cut.
Another important factor is whether your primary requirement is to cut or engrave.
A CO2 laser can be used for cutting metal and non-metal, but if your primary purpose is only to engrave metal, then a fiber laser is ideal.
While selecting between the two, don’t just go by the lower equipment cost of a CO2 laser.
Calculate the overall cost based on your application and make the right choice.
Finally, it is very important to check the safety certifications of the equipment when buying a laser cutter or engraver.
Frequently Asked Questions (FAQ)
Why is a CO2 laser better when cutting thick metal?
The CO2 laser performs better when cutting thick metals because of its larger spot size.
The laser spot of a CO2 laser is larger than that of the fiber laser, and therefore it creates a cut of greater width. This wide-cut enables the auxiliary gas to easily remove the molten metal, creating a clean cut with vertical edges and a good surface finish.
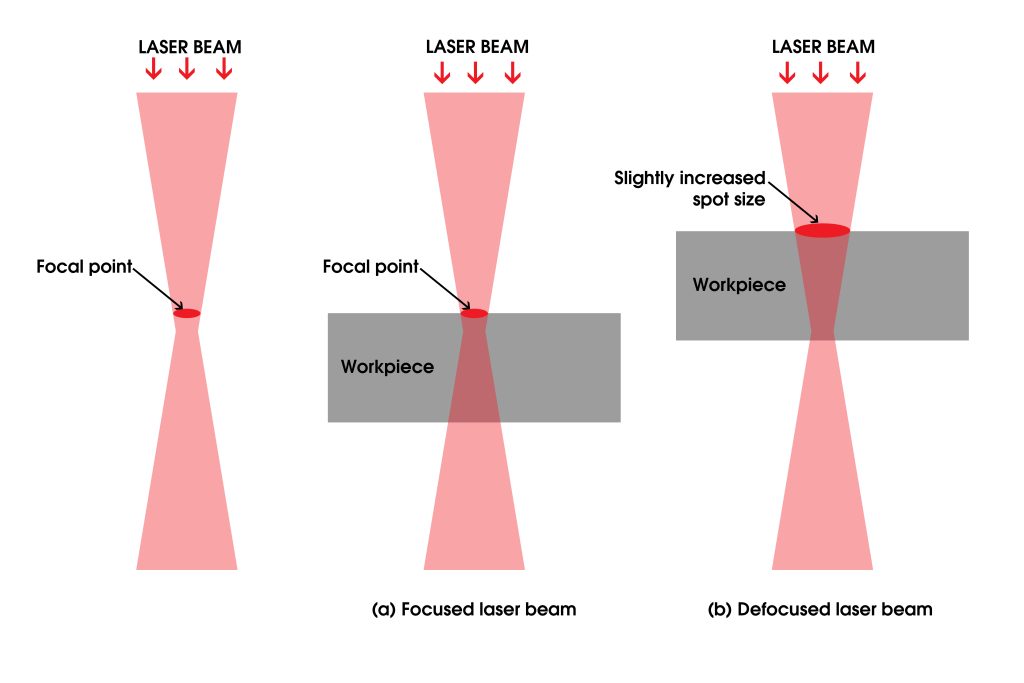
What is the spot size of a laser beam?
The spot size of a laser beam is the width or diameter of the beam at the point of contact with the workpiece.
Spot size depends upon the wavelength of the laser beam and the focusing lenses. A laser beam with a shorter wavelength offers a smaller spot size when compared to that of a beam with a longer wavelength.
How does a plasma cutter compare to the fiber laser and CO2 laser?
A plasma cutter can cut metals of various thicknesses, but a laser cutter is far more efficient, precise and has a faster cutting speed.
However, as the thickness of the metal increases, the ability of a laser cutter decreases. Fiber lasers give the best results for cutting metal up to 0.2″ (5mm) of thickness, and a CO2 laser is preferred for thicker metals. As the metal thickness increases beyond a certain limit (0.4″ for mild steel), a plasma cutter will produce a far more superior quality of cut with smooth edges. But for certain metals, such as aluminum and stainless steel, the laser cutter will always produce better output.