




Laser cutting is a great option for cutting complex shapes or designs from sheet metals.
The accuracy, repeatability, speed, and contactless cutting process of laser cutters give a great advantage in processing metal sheets.
But how does laser cutting of sheet metals work? Is there a specific laser for sheet metal applications?
Is it worth upgrading to laser cutting for sheet metal processing?
This article discusses laser cutting of sheet metals, including the cutting techniques, and different sheet metals used in laser cutting.
I also discuss the advantages and challenges of laser-cutting sheet metals.
MellowPine is reader-supported. When you buy through links on my site, I may earn an affiliate commission at no extra cost to you.
How does Laser Cutting of Sheet Metals Work?
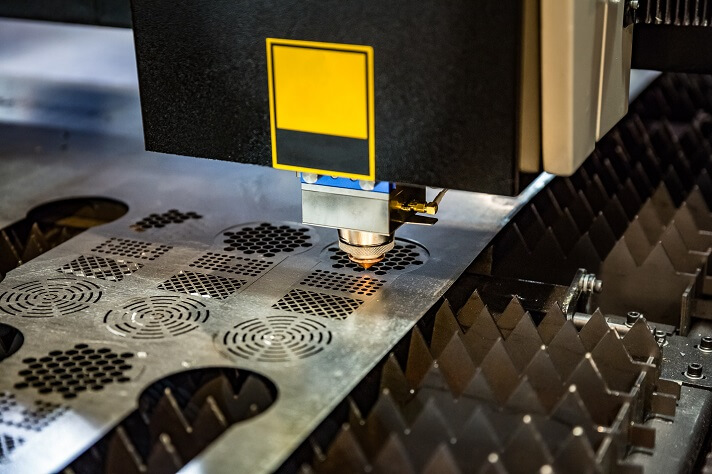
Laser cutting sheet metal works by focusing a laser beam in a tight spot. The localized heat generated by the high-intensity laser beam vaporizes the metal with or without the assistance of auxiliary gas, while a computer system guides the movement of the laser head, producing the desired cut.
Unlike traditional sheet metal tools, laser cutting is a non-contact process that eliminates the risk of deforming or damaging the thin and flimsy sheet metal workpieces.
Laser Cutting Sheet Metal- The Process
CAD/CAM Phase
CAD software is used to prepare the design and export the file in vector formats such as AI, EPS, SVG, EPS, DXF, etc., which are supported by most laser control software.
You can also use nesting software to optimize the design and maximize sheet metal usage.
CNC nesting rearranges the shapes in a design so that it uses minimal sheet metal for maximum output.
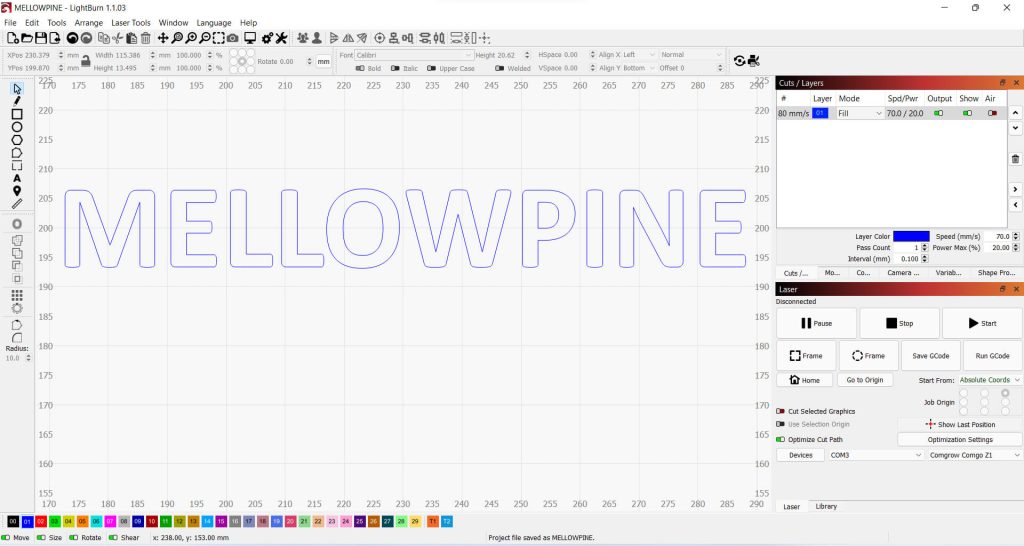
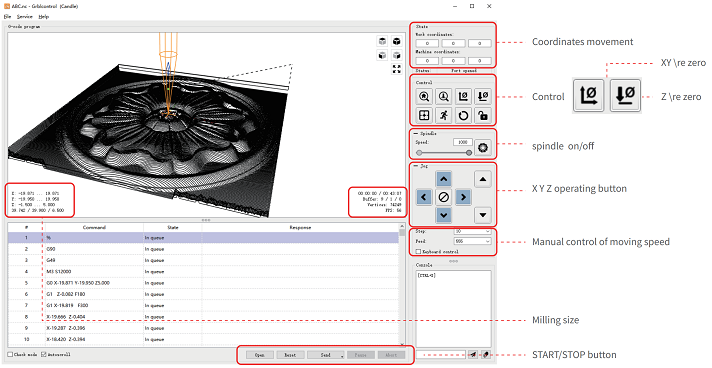
Control Phase
Most control software used with laser cutters can import and use design files directly from CAD software.
In addition, it generates a toolpath from the imported design, integrating the functionality of CAM software.
Control software is the one that controls the machine’s movements. You can adjust the cutting speed, laser power, and other laser parameters through them.
This requires you to learn about various parameters involved in laser cutting and their optimal settings for different metals to perform clean cuts.
Laser On – Making the Cut
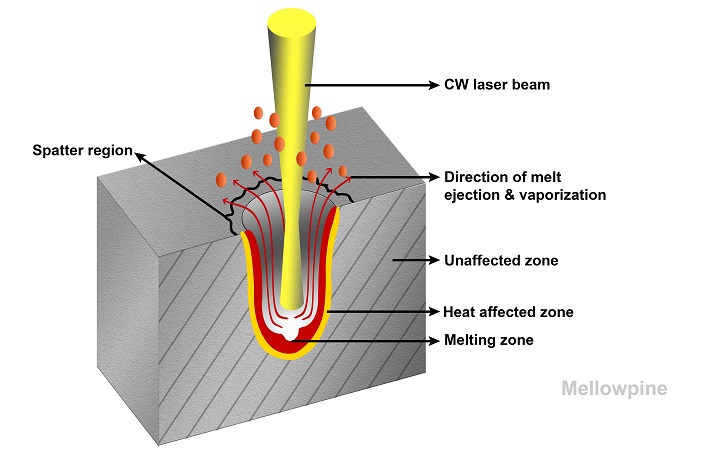
Cutting processes involve the removal of material, and a laser cutter removes the material by heating the metal and melting it or vaporizing it.
However, the ability of a laser cutter to remove the material depends on certain properties of the material.
Darker materials absorb more laser energy, and materials with lighter colors tend to reflect the laser light.
Therefore, black color-coated stainless steel is easier to cut with a laser than plain stainless steel.
Furthermore, materials that are good conductors of heat, like metals, will slowly dissipate the heat imparted by the laser beam and require higher laser energy to be cut.
Depending on the type of metal being cut, different laser cutting techniques are used to produce effective cuts.
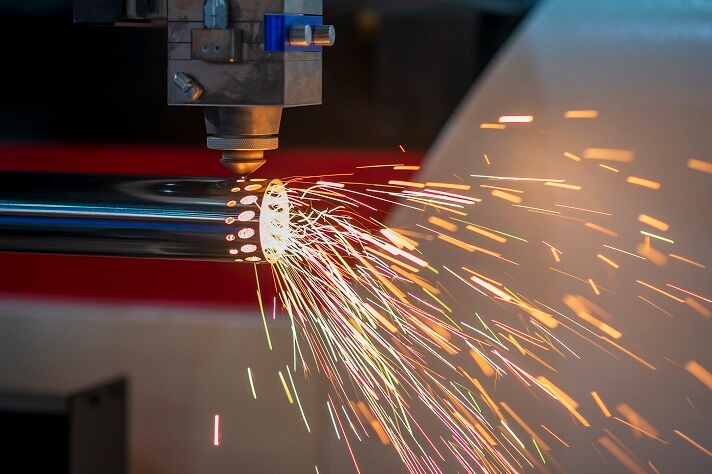
Laser Flame Cutting Technique

Laser flame cutting is also known as reactive laser cutting. It uses the oxidation triggered by an oxygen gas jet to cut through sheet metal.
It is similar to cutting with an oxygen torch, the only difference being that a laser is used as the heating source instead of an oxygen-fed flame.
This method is mainly used to cut 0.04″ thick steel, carbon steel, and titanium sheets because of its improved cutting speed.
First, the metal is exposed to a reactive gas, and then a laser beam is applied to it. The heat induced by the laser triggers a chemical reaction between the gas and metal.
The reaction causes the metal to melt, and the high-pressure gas stream blows the molten metal away.
This process significantly improves cutting speed and allows you to cut steel up to 1.25″ thick.
Melt and Blow Technique
The melt and blow technique is also referred to as fusion cutting. This laser cutting technique is mainly used to cut aluminum and stainless steel alloys.
Here the metal sheet is melted by the laser, and then it is followed by a blow of process gases like argon or nitrogen.
Unlike flame laser cutting, the auxiliary gas used in this process does not facilitate in burning and melting of the metal.
The gas blow is used to limit the effect of oxidation on the cut surface. It gives a smooth cut edge, which in most cases does not require further processing.
The cut smoothness depends on the thickness, type of metal, gas pressure, laser power, feed rate, and focus spot.
Using the melt and blow method, you can get clean cuts on most metals, including aluminum, cobalt, copper, molybdenum, nickel, titanium, and tungsten.
Role of Process Gases in Laser Cutting Sheet Metal
While laser cutting metals, the use of process gases is essential. The two most commonly used gases are oxygen and nitrogen.
Oxygen is mainly used when cutting steel as it aids in the burning process and reduces the power required for the laser to cut.
However, the oxidized layer that forms on the cut surface is not great for welding or powder coating.
Although, using oxygen in the cutting process significantly reduces operating costs as it only requires 10-15 times less gas than nitrogen.
Nitrogen is used when the quality of the cut surface is the crucial factor or an inert environment is required.
However, since nitrogen is inert, it does not help the reactive process to facilitate combustion.
Which Lasers can Cut Sheet Metal?
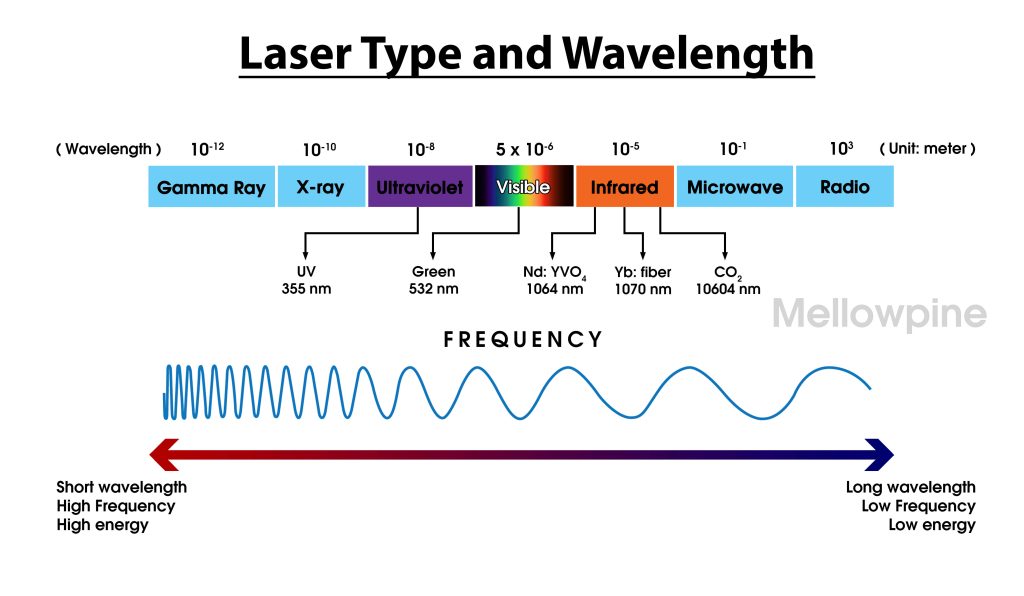
Laser beams can be produced by various methods. The laser beam’s power and its wavelength decide which material it can cut through.
CO2 Laser
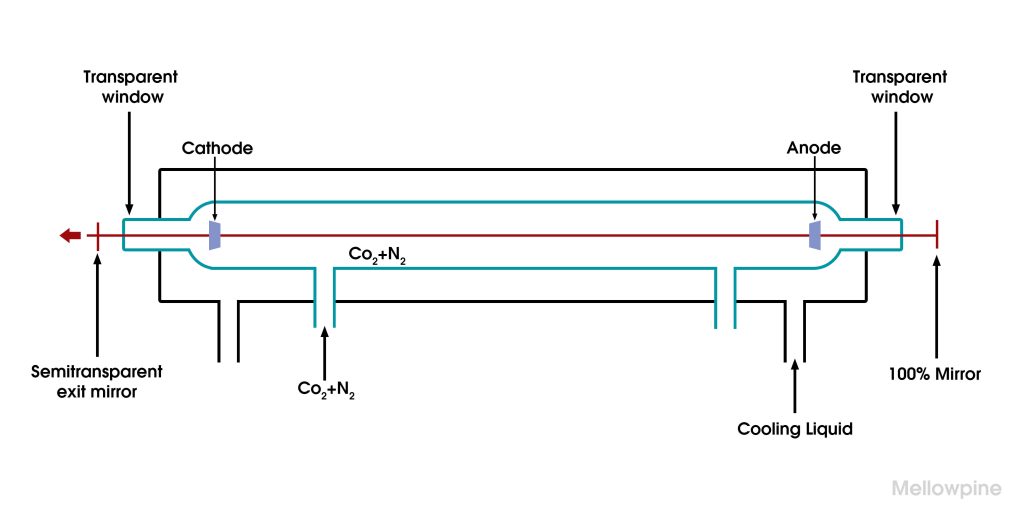
A CO2 laser cutter produces the laser beam by stimulating the atoms of CO2 in a gas-filled tube. The gas mixture usually consists of carbon dioxide, nitrogen, hydrogen, and helium.
The generated laser beam is in the infrared spectrum range, with a wavelength of 9,300, 10,200, or 10,600 nm.
The laser beam is then guided to the cutting head using a series of highly reflective mirrors and focus lenses.
The wavelength of CO2 lasers is not readily absorbed by metals, therefore a high-powered CO2 laser is required, which increases the cost of laser cutter.
CO2 lasers operating at kilo-watt ranges are the best option for cutting metals. For example, a 4kW CO2 laser can cut 0.8″ thick carbon steel, 0.4″ stainless steel, and 0.3″ aluminum sheet metals.
Using the same laser power of 4kW, you can cut a 0.25″ thick aluminum sheet at a speed of 40 ipm and a 0.2″ thick mild steel can be cut at 150 ipm.
However, the wavelength of CO2 lasers is not efficient in cutting reflective metals like brass and copper
Fibre Laser
Fiber lasers operate at a shorter wavelength, anywhere between 780 nm and 2200 nm. They are best suited for metal marking, engraving, and cutting applications.
At this wavelength, metals have a higher absorption rate, making even reflective metals absorb and use the energy from a fiber laser effectively.
This makes them the best option for cutting highly reflective materials like aluminum, copper, and brass.
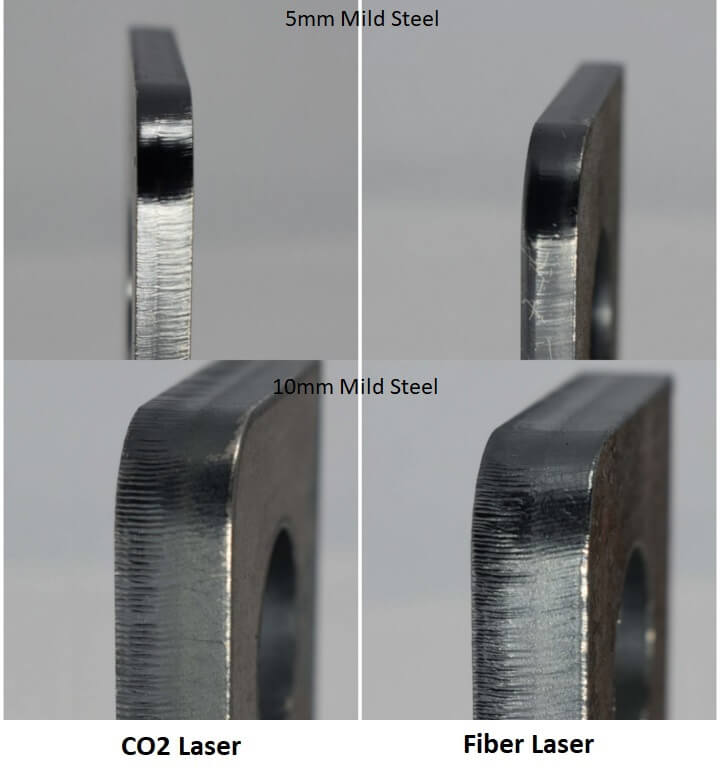
Fiber lasers are ideal for working with thin metal sheets up to 5 mm in thickness.
In addition, they can cut metal sheets at a higher speed (almost three times faster than C02) because of their small focus spot.
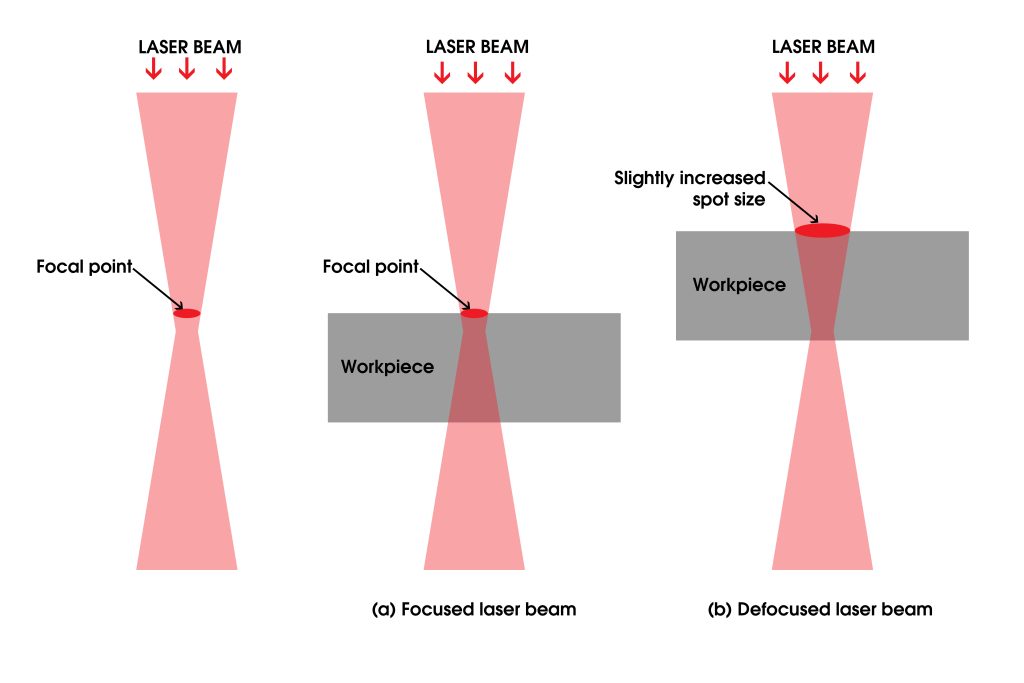
However, when used on thicker materials, the small focal spot burrs on the cut edge.
You can fix this by adjusting the focal height of the laser during the cutting process to bring it below the surface of the material.
Even though fiber lasers are solid-state lasers, fiber lasers are different from diode lasers as there is a significant distinction in their operation and capabilities.
Direct-Diode Laser (DDL)
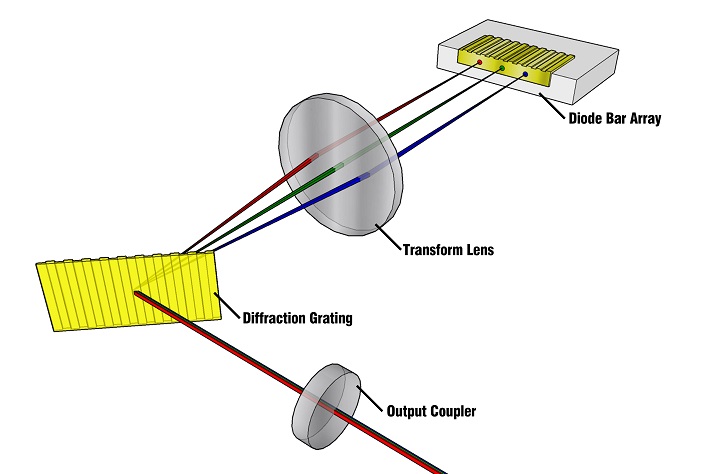
Direct-Diode Laser (DDL) is a crystal laser that combines laser beams from multiple diode laser sources into a single collimated coherent laser beam with high power.
As the name suggests, these lasers are pumped using laser diodes. Then, the laser from the diode is released into the crystal.
The doping in the crystal amplifies the beam and powers up to levels suitable for cutting.
Diode lasers typically operate at a low-frequency wavelength of 1,064 nm. The lower wavelength means higher intensity and power, making them suitable for metal operations.
This specific wavelength also ensures that more energy is absorbed when used on metals like aluminum and copper.
It can cut most metals at almost 10% – 20% faster than fiber lasers and around 80% faster in the case of aluminum.
DDL laser cutting has not yet become mainstream for processing sheet metals. Large-scale research and development are still happening on this laser cutting technology.
However, powerful diode lasers like xTool D1 Pro can be used for performing laser engraving operations on different metals.
Only a handful of manufacturers make laser cutters with DDL technology. The most popular manufacturers of DDL are Mazako Photonics and Hamamatsu.
Sheet Metals Primarily Cut by Laser
Carbon Steel
Carbon steel has a high concentration of carbon, which enhances the strength of the metal and makes it harder to cut.
Because the material is naturally complex and robust, oxygen aided reactive cutting technique is the best for cutting them.
Mild Steel
Mild steel gives faster results when cut by the reactive process using oxygen, speeding up the burning process.
Using oxygen as auxiliary gas results in oxidation of the cutting edge, providing an optimal surface for future welding or powder coating processes.
Whereas nitrogen gas produces cleaner cuts with a better surface finish and is ideal for cutting mild steel up to a thickness of around 4mm.
Stainless Steel
Stainless steel has small amounts of added chromium, which improves its ability to resist corrosion.
Although it doesn’t have the same effect as carbon, chromium reduces ductility and makes the metal harder to cut.
Stainless steel will generally require more laser power than mild steel because it tends to reflect the laser beam. Using fiber or a DDL laser will help reduce the effect of reflection.
Aluminum

Aluminum is a metal with high reflectivity and offers excellent thermal conductivity. It is softer, more malleable, and lighter than stainless steel.
Fiber lasers such as Kern FiberCell are an excellent choice for laser-cutting aluminum.
Using oxygen assist for laser cutting aluminum produces a rough cutting edge.
Whereas nitrogen assist is ideal for laser cutting aluminum as it produces a smooth cut with a good surface finish.
Titanium
Titanium is known for its durability, corrosion resistance, chemical reactiveness, strength, and lightweight.
These properties make it an ideal material for manufacturing airplanes, medical implants, and jewelry.
Laser-cutting titanium is almost similar to cutting stainless steel. They both work on similar lasers and use the same assist gases.
Titanium though is a little harder than stainless steel, so you won’t be able to cut titanium at the same thickness as stainless steel. Interestingly, titanium is almost 40% lighter than stainless steel.
A CO2 laser with either nitrogen or argon assist is the best to get a smooth edge finish on titanium sheets.
Copper and Brass

The low absorption rate of laser beams having wavelengths in the infrared (IR) region of the electromagnetic spectrum makes copper and brass challenging to cut.
Shiny surface of copper and brass has a high tendency to reflect infrared laser light. For example, pure copper reflects about 95% of infrared radiation in its solid state.
However, their ability to reflect the laser decreases with the increase in temperature, and therefore, molten metal generally absorbs more laser energy compared to its solid state.
The reflected laser beam can be dangerous if comes in contact with your eye.
Therefore, it is recommended to laser cut brass under expert supervision or outsource the job to professional service providers like OSH Cut.
Advantages and Limitations in Laser Cutting Sheet Metals
Advantages of Laser Cutting Sheet Metals
Minimal material wastage
In general, the cutting kerf in laser cutting is very narrow compared to other cutting methods. Cutting kerf refers to the width of a cut.
Since lasers make narrow cuts, they make maximum use of the workpiece and are very economical.
Post-Processing is Optional
The laser-cut edge obtained on sheet metals is very clean and smooth. It is subject to the laser power, feed rate, and process gas.
Since the laser cutting process leaves behind a smooth, burr-free cut on sheet metals, in most cases you wouldn’t need to further process it for polishing the cut edge.
Flexibility

Marking, engraving, and cutting operations can be carried out on the same laser cutting machines as you have the flexibility of adjusting the power, speed, and resolution.
Non-contact Nature of Laser Cutting
Laser cutting is a contactless process as there is no physical contact between the cutting tool and the workpiece. It means there is only minimal tool wear, noise, and vibration.
Furthermore, its non-contact nature eliminates the risk of developing unwanted mechanical stress in the material, generally induced due to the abrasion between the tool and the workpiece.
Precision
Laser cutters are computer-controlled and so offer high precision in their operation.
Its drive mechanisms and their automated movement provide enhanced accuracy compared to other manual cutting techniques.
Challenges in Laser Cutting Sheet Metals
Causes Spatter
Piercing through a metal sheet is a problematic step in laser cutting because it can cause back spatter, damaging the focusing optics.
However, performing the piercing operations in pulse mode reduces the spatter, and using a high-pressure gas-assist blows the molten metal away form the focusing lens, thereby preventing it from damage.
Requires Powerful Lasers
The high reflectivity and thermal conductivity of metals mean that the laser beam must be powerful enough to pierce through and cut the material without any difficulties.
It generally requires high levels of input power, ranging from 1kW to 6kW.
High Initial and Operating Cost
Laser cutting systems used for metal cutting have high initial costs. They also have high auxiliary gas and energy consumption depending on the laser used. This further increases their operating costs.
Laser Safety
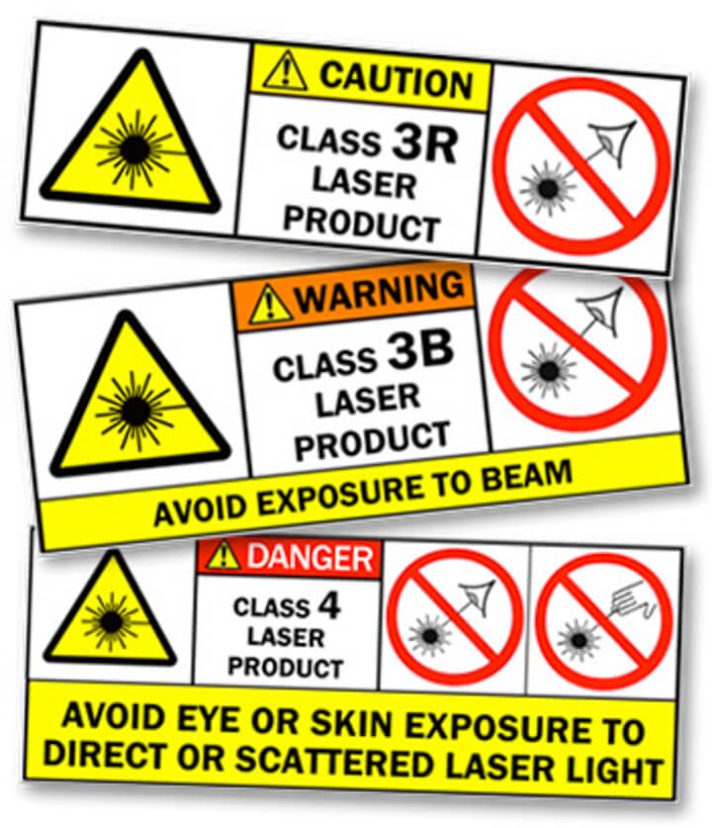
The dangers of working with lasers require you to follow strict laser safety regulations. Operators have to be well-trained and skilled in terms of hardware and software.
Wearing laser safety glasses is an essential safety precaution.
Laser beams which operate at wavelengths outside the visible spectrum are invisible to your eyes, so make sure you always wear a safety glass before turning on the laser machine.
Sheet metal can reflect the incident laser beam in any random direction. Working with such materials without safety glasses is hazardous.
Sheet Metal Laser Cutting Services
Sheet metal laser cutting requires high-energy industrial lasers which can be extremely expensive for hobbyists or small-scale businesses.
Furthermore, operating these high-powered lasers requires an experienced machinist with good knowledge about laser safety and material processing.
However, you can rely on outsourcing the job to a sheet metal laser cutting service, such as RapidDirect, that offers high-quality laser cutting with a quick lead time.
The experience and high-powered industrial lasers of service providers will always ensure high-quality cuts with a smooth surface finish.
Frequently Asked Questions (FAQ)
Can a diode laser cut metal sheets?
Yes, a diode laser can cut metal sheets. Still, it needs to have a setup similar to direct diode lasers that combines multiple diode laser sources to generate a single powerful laser beam. Generic portable diode lasers, which generally are low in power, can only engrave on painted or coated metals.
What all metals can be cut with a laser cutter?
A laser cutter can cut through most general-purpose metals like carbon steel, stainless steel, mild steel, aluminum, copper, brass, etc. The metal cutting capability of a laser depends on the thickness of the metal, power, and type (CO2, fiber, diode) of the laser.
Which is best for cutting sheet metal, CNC mill, or Laser?
When comparing CNC mills and laser cutters, a laser cutter is the best option for cutting sheet metals. A high-powered laser beam can easily cut through sheet metal as they generally are thin.