



Laser ablation is a technique that is commonly used in manufacturing to produce a desired cut or engraving on a workpiece.
Laser ablation involves focusing a laser beam on a workpiece to increase the temperature of the material in order to mark, engrave, or clean its surface. Laser ablation requires laser energy high enough to exceed the ablation threshold of the material and vaporize it.
It is a subtractive manufacturing technique that uses a highly focused laser beam to produce the desired result with quick cycle time and high productivity.
This process can be used for laser marking, cleaning, texturing, and cutting materials.
This article explains laser ablation in detail along with its applications, advantages, and limitations.
MellowPine is reader-supported. When you buy through links on my site, I may earn an affiliate commission at no extra cost to you.
Laser Ablation – The Process
Generally, pulsed lasers are best suited for laser ablation as they can produce short bursts of high-intensity lasers.
However, a continuous laser can also be used for the process, provided that it is capable of producing laser energy high enough to overcome the ablation threshold of the material.
Depending upon your application, laser ablation requires a specific laser cutting power to produce the required cut at desired depth.
Parameters Involved In Laser Ablation
Wavelength
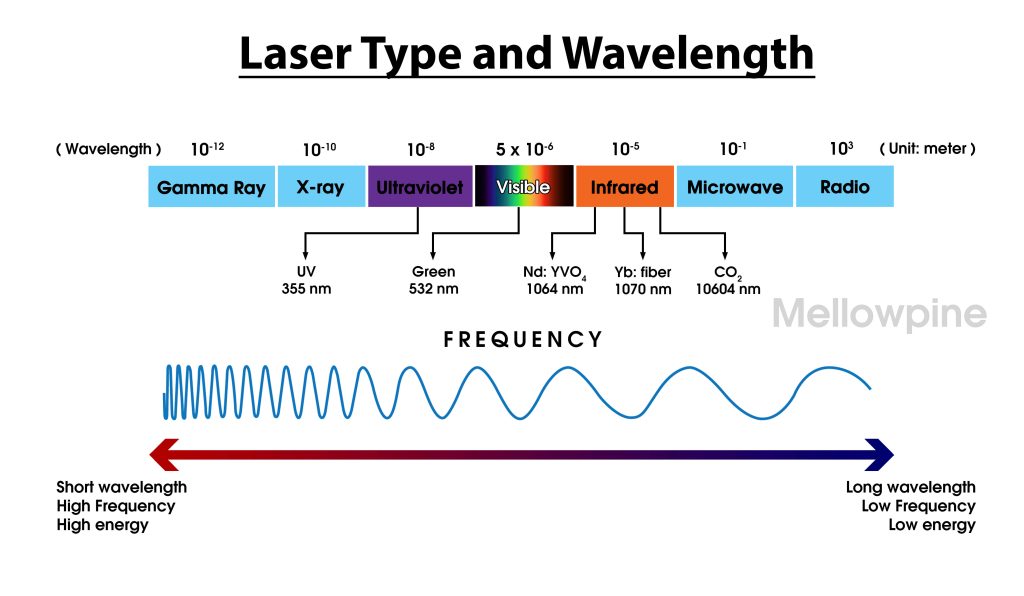
The wavelength of the laser depends on the type of laser being used. When the laser hits the surface of a material, part of the laser energy is absorbed, and part of it is reflected.
This absorbed laser energy increases the temperature of the surface and facilitates the process of laser ablation, whereas the reflected beams result in loss of laser energy.
The ability of a material to readily absorb the laser energy depends upon the wavelength of the laser.
For example, CO2 lasers are more suited for wood than fiber lasers because the higher wavelength of CO2 lasers allows them to be readily absorbed in wood.
On the other hand, the short wavelength of fiber lasers is not readily absorbed by the wood, leading to hotspots and can cause fire hazards.
Therefore, it is crucial to choose the most appropriate laser for a particular material so that majority of the laser energy is absorbed and the ablation rate is maximized.
Beam Diameter and Focal Distance
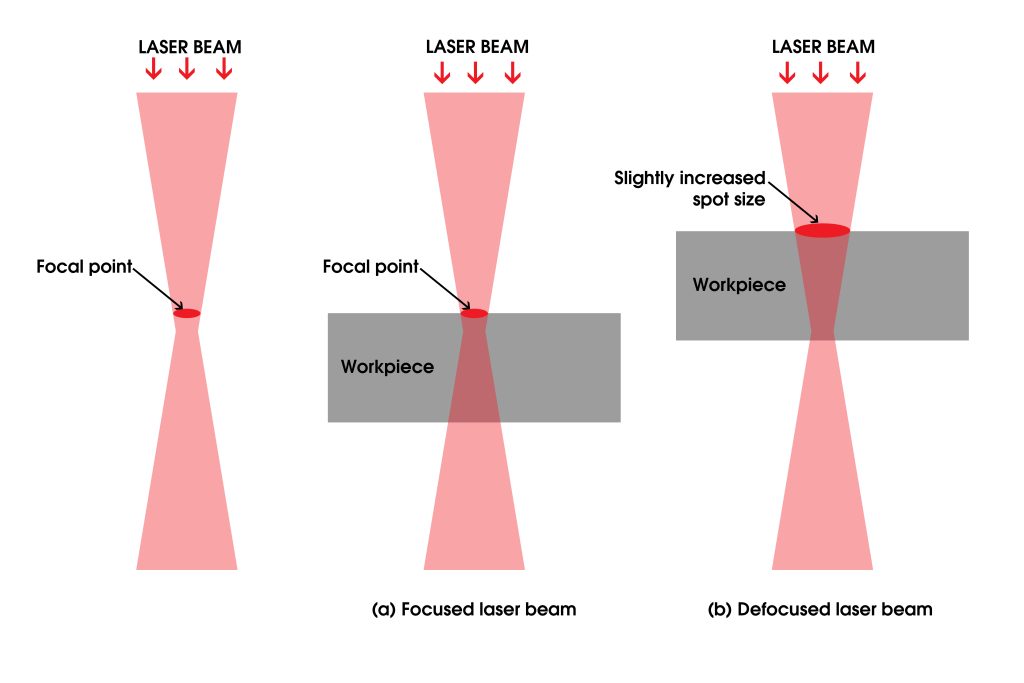
Beam diameter or beam spot size is an important parameter that determines the amount of effective energy used in the ablation process.
The smaller the spot size, the higher the energy delivered to the targeted area.
If the spot size is larger, the energy is spread over a greater area, leading to a lower energy density.
This results in insufficient heating of the material which is suitable for laser welding instead of ablation.
Thus, it is important to select appropriate lenses to focus the laser beam in a tight spot.
Lenses with shorter focal lengths (like 2” lenses) are suited for laser engraving or cutting thin materials in a single pass.
Whereas lenses with a larger focal length (like 4” lenses) are more suited for cutting thicker materials.
Beam Quality
Beam quality is determined by a parameter called beam propagation ratio, commonly referred to as the M2 factor.
It gives an indication of the smallest beam spot size, beam divergence, and beam distortion.
The closer the M2 factor is to 1, the more suited the laser beam is for ablation. A larger value of M2 makes the laser unsuitable for laser ablation. However, it can be used for laser welding.
Pulsed-mode and Continuous-mode Lasers
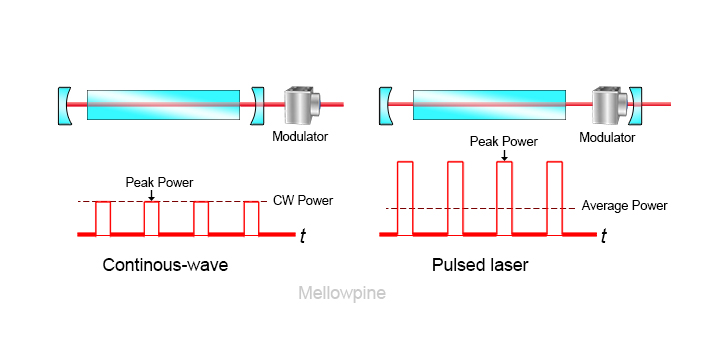
Lasers come in two modes: pulsed and continuous.
Continuous mode lasers, as the name suggests, emit continuous laser energy without much variation in amplitude.
They are less effective in transferring heat only to the targetted area and tend to heat the surrounding area too. This makes them suitable for laser welding.
On the other hand, pulsed mode lasers emit pulses of laser energy with uniform ON and OFF periods that can be varied according to your requirements.
This on/off pattern allows them to deliver laser beams with higher energy levels while maintaining a lower average power value than continuous lasers.
When operated at a very high frequency, pulsed-mode lasers can perform precise operations with minimal heat-affected zone (HAZ).
This makes them suitable for laser ablation of heat-sensitive materials.
Pulsing and Scanning Frequency
Pulsing frequency is the rate at which the pulses are emitted from the laser module. The higher the pulsing frequency, the higher the energy delivered to a spot.
A 100W pulsed mode laser comprises of two factors: the pulsing frequency and the energy per pulse.
For constant average laser energy, if the pulsing frequency is high, then the energy per pulse will reduce and vice versa.
Increasing the pulsing frequency beyond a certain limit renders the pulse very weak, making it inefficient at producing a significant effect on the surface of the material.
Therefore, it is advised to set the optimal pulse frequency that provides enough energy for laser ablation while maintaining a minimal heat-affected area.
The scanning frequency is the rate at which the laser traverses the work area.
A gantry-type laser machine has a comparatively slower scanning frequency as it requires large movements of the gantry system to position the laser.
On the other hand, galvo lasers consist of mirrors that reflect the laser to position it accurately on the workpiece, eliminating the need for large gantry movements and providing a faster scanning speed.
Generally, the faster the scanning speed, the faster the ability of a laser to traverse the surface area of the workpiece and perform laser ablation.
Number of Passes
The number of passes denotes the number of times a laser beam has moved over a particular area in order to achieve the required output.
Performing multiple passes of laser over an area results in repeated laser ablation, which thereby increases the depth of the cut.
A single pass is generally suitable for laser marking and engraving applications where no or minimal amount of material is to be removed.
When laser cutting a workpiece, you can use the multi-pass technique and facilitate a low-powered laser to perform through cuts.
Similarly, multiple passes are also performed when deep laser engraving is to be performed.
Applications of Laser Ablation
Laser Marking and Engraving
Laser marking and engraving use laser ablation at varying laser intensities.
The ability to control the laser intensity makes it possible to use a single laser cutter/engraver to cut, engrave, etch, or mark different materials like paper, wood, leather, acrylic, plastics, granite, aluminum, brass, and other metals.
Laser marking uses low-powered laser modules to create permanent marks on the surface of the workpiece.
It causes the least changes to the surface contour and is commonly used to make barcodes, QR codes, logos, serial numbers, etc.
However, certain laser marking processes, like laser annealing, don’t use laser ablation. Instead, it oxidizes the surface of the material, resulting in a permanent mark due to the discoloring of the material.
On the other hand, laser engraving uses a higher-powered laser to create deeper impressions on the surface of a material.
It demands a longer cycle time than laser marking and may require multiple passes depending on the thickness of the material and the depth of the engraving.
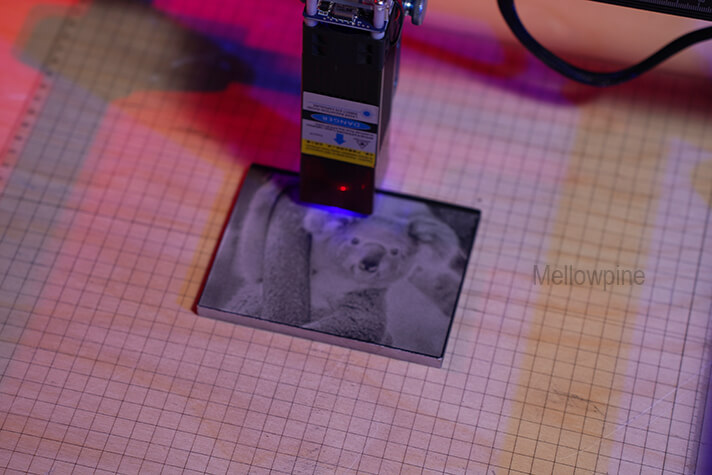
You can also laser engrave photos on workpieces, and perform 3D carving by deep laser engraving method.
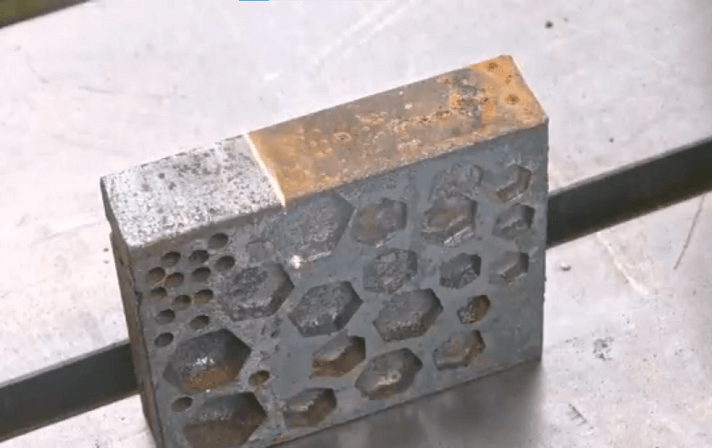
Deep laser engraving involves the removal of material at a depth of around 0.125” or more and gives a 3D effect to the engraving.
This process requires a high-powered laser and removes the most amount of material from the surface when compared to laser marking and engraving.
Laser Cleaning
Laser cleaning is an important application of laser ablation. This is used to clean the surfaces of metals to get rid of rust, oxide, contaminants, and paint from surfaces.
The ablation threshold of contaminants on material surfaces is generally lower than that of the material.
Hence appropriate power settings can be chosen so that only the contaminants are removed, and the material below undergoes minimal damage.
This property comes in handy when cleaning mold from rubber surfaces without causing damage to the rubber itself.
Texturing
Laser ablation can be used to change the texture of surfaces to prepare them for a different manufacturing operation.
Generally, texturing is used to roughen the surface of the material that improves the adhesion properties of protective coatings.
Such operations may include adhesive attachment, painting, coating with thermal spray, cladding, etc.
Medical Applications
Laser ablation surgery uses laser heat to destroy unwanted growth of cells like a lesion or a tumor.
This method is more precise than conventional surgery as the surgeon is able to control the amount and the location of the application of heat, resulting in fewer post-operative side effects.
Moreover, if the lesions are deep in the tissue, it may not be possible to perform conventional surgery.
Pulsed-mode CO2 lasers with a microsecond pulse width can be used for hard-tissue removal or modification.
Apart from that, pulsed-mode lasers can also be used to drill extremely small holes that are not possible with conventional drills.
Advantages of Laser Ablation
Laser ablation uses a laser with appropriate power settings to heat and ablate an area. This makes it a non-contact process.
As a result, laser ablation eliminates the need for the use of consumables (e.g., drill bits) and reduces the operating costs of the manufacturing process.
Laser ablation also provides an effective way of cleaning the surface of the workpiece without using any chemicals.
This prevents damage to surfaces and reduces the need for a robust drainage system, which again reduces manufacturing costs and environmental footprint.
Furthermore, laser cutters are CNC machines that can be easily automated to perform operations with high precision.
This reduces the need for skilled labor and increases the repeatability of manufacturing operations.
Disadvantages of Laser Ablation
Laser ablation involves the burning and vaporization of material, which can generate heavy fumes and requires a good exhaust system to extract the fumes from the work area.
Without proper fume extraction, the fumes might interfere with the laser beam and reduce the efficiency of the process.
Lasers are high-energy beams of light, capable of causing severe health and fire hazards.
Therefore, laser safety protocols should be followed when working with them.
Even though laser ablation has low operative costs, it has a higher start-up cost than most manufacturing techniques.
Frequently Asked Questions (FAQ)
What are the different types of lasers used in laser ablation?
The different types of lasers used in laser ablation are diode lasers, CO2 lasers, and fiber lasers. Diode lasers, being low-powered lasers, are mostly used for laser marking applications. Fiber lasers are most suited for metals, whereas CO2 lasers are recommended for non-metals.
How is laser annealing different from laser ablation?
The main difference between laser annealing and ablation is that in laser annealing, no material is removed, whereas, in laser ablation, the surface of a material is vaporized into fumes to create engravings. Laser annealing uses a low-powered laser for relatively longer durations to bring out a color change in metals like stainless steel, chrome, carbon steel, titanium, etc. Laser ablation, on the other hand, uses a comparatively higher-powered laser to vaporize a focused area to create desired engravings.
Is a pulsed-mode laser better than a continuous-mode laser?
Both lasers have their applications where one outperforms the other. Pulsed-mode lasers are more suitable for engraving, drilling, and deep engraving applications because they cause a minimal temperature rise in the surrounding area and the peak intensity can be kept much higher than continuous-mode lasers with the same average energy. On the other hand, continuous-mode lasers are more suitable for laser welding applications.