




Acrylic is an excellent material for making a variety of laser projects. However, it can be challenging to laser cut for various reasons.
So, if you are struggling to laser cut acrylic, you are not alone.
This article is all about the process of laser cutting acrylic and everything you need to know to do this successfully.
MellowPine is reader-supported. When you buy through links on my site, I may earn an affiliate commission at no extra cost to you.
Laser Cutting Acrylic
A CO2 laser is best suitable for cutting acrylic because it works well on colored and transparent acrylics.
In contrast, a diode laser can only be used for cutting colored acrylics and cannot be used to cut clear acrylic.
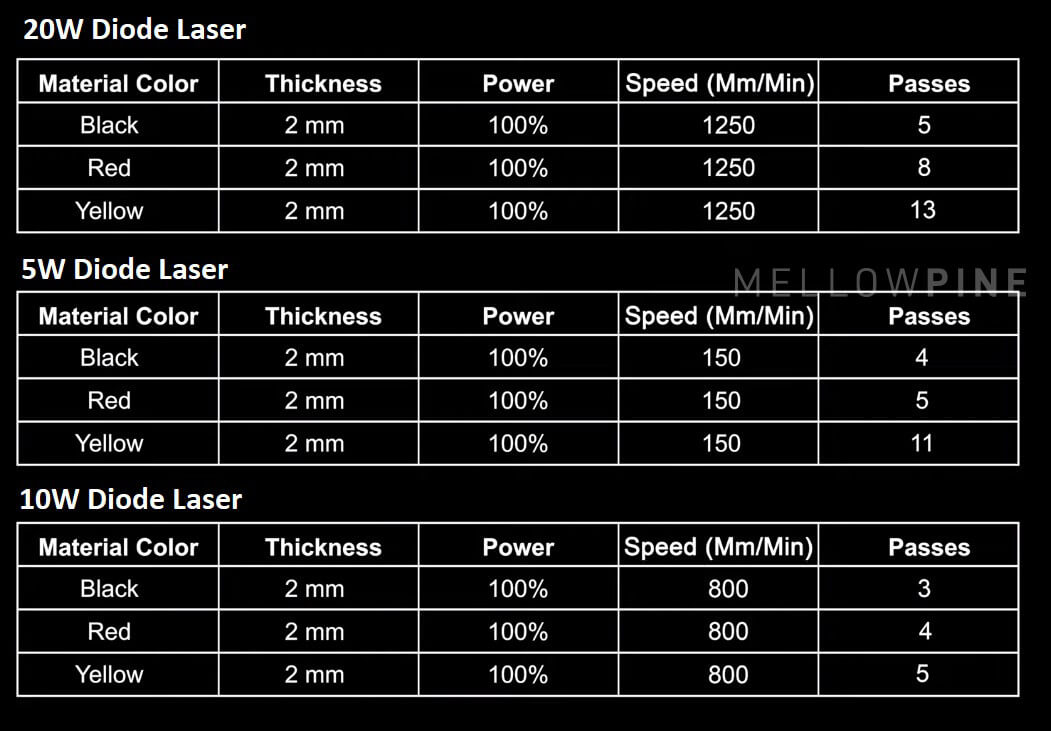
Generally, a 10W diode laser can cut through 2mm thick acrylic in 3 passes.
So, for professional applications, a high-energy CO2 laser with a power rating of 50W or higher is recommended for working with acrylics.
It is important to understand that laser cutting acrylic is prone to melting along the edge, which leads to a wide kerf (gap), leading to poor dimensional tolerance.
However, you can use kerf width offset to compensate for the excessive melting and produce parts that fit together perfectly like a jigsaw puzzle.
Watch the video to learn more about kerf width offset and other techniques to laser cut acrylic perfectly.

Steps For Laser Cutting Acrylic
With a good laser cutter at hand and knowledge about laser cutting acrylics, you can make many acrylic projects that sell well.
You must also be aware of the laser safety risks, hazards, and control measures before you start operating any laser equipment.
Here are the steps involved in laser processing acrylics:
Step 1: Create the design
A good vector design is a primary requirement for all the laser cutting processes, and it actively affects the quality of the final product.
You can follow these tips to ensure a good quality vector design for laser cutting and engraving.
1. Select Appropriate Starting Point
Always choose the starting point of the cut in such a way that it is the least visible corner of the final product.
The starting point of the laser cutting usually has a rough surface finish with a slight over-burn.
For thick acrylic material, it is recommended to have the starting point outside the actual geometry of the cut, this is known as ‘lead-in’.
In Lightburn, you can set the Lead-in length and angle under the “Advanced” tab of “Cut Settings Editor”.
Around 0.1 – 0.3 inches (3-8 mm) of lead-in is recommended.
2. Maintain Minimum Anchor Points
A good vector drawing should have minimum anchor points in order to avoid unnecessary stopping of the laser.
A continuous contour ensures a homogenous cutting process with an excellent surface finish.
Most design software provides the option to “Smoothen” the design. This removes unwanted anchor points, creating smooth curves.
While it is not always possible to remove anchor points, minimizing the anchor points produces a smooth edge along the cut path.
3. Set the Optimal Cut Path
While cutting multiple components from a single sheet of acrylic, it is advised to arrange the cutting sequence properly.
There should be enough cooling time in between the successive cuts performed in one segmented area to avoid overheating.
Step 2: Identify Optimal Laser Setup
1. Laser Power
The higher the power, the higher the ability of the laser to cut through thick acrylic.
However, a low-power diode laser can also be used to engrave acrylic and can even perform satisfactory cuts with multiple passes.
A 10W diode laser can cut through 2mm thick acrylic sheet in 3 passes, whereas a CO2 laser with a power rating of around 50W can cut through acrylic sheets as thick as 0.23 inches (6mm) in a single pass.
2. Cutting Speed
The cutting speed determines the surface finish of the cuts performed by laser cutting.
Laser cutting acrylics at low speed produces a glass-clear, flame polished edge without any burrs, but if you find chatter marks along the edge of the cut, then you should consider increasing the cutting speed.
With a 55W CO2 laser, I was able to cut through 8mm thick clear acrylic at 100% power and 5mm/sec cutting speed.
And with the same laser, I was able to engrave clear acrylic with a speed of 300 mm/s at 20% power.
You can also refer to laser cutting thickness and speed chart for identifying the ideal laser parameters for your application.
3. Air Assist
Acrylic is a heat-sensitive material that tends to melt upon overheating. So, it is always recommended to use air assist when laser cutting acrylics.
Preferably a low-pressure (around 0.2 bar) air assist with a large-size laser nozzle.
This low air pressure and large-size laser nozzle allow enough time for the acrylic to cool down while forming glass-clear edges.
4. Cutting Table
When laser cutting acrylic, the laser beam can slice through the acrylic and get reflected back by the metallic work table.
This reflected laser beam could strike the workpiece from underneath and cause tiny defects called ‘reflection marks’.
In order to resolve this problem, elevate the acrylic workpiece from the work table and prevent the reflected laser from causing any defect in the workpiece.
While using this technique, make sure to cut the inner geometry first, as the unsupported part will drop onto the work table after it is cut.
5. Laser Focus
The focal length of a laser determines the optimum distance of the workpiece from the laser head.
A focused laser results in quick cutting speed with a good surface finish.
While laser-cutting acrylic with a thickness of over 0.25 inches, it is recommended to defocus the focal point.
In such cases, the new focal point should be set inside the surface of the workpiece at around 1/3rd of the thickness of the material.
This will improve the edge quality of the cut and produce a smooth finish.
6. Exhaust System
Although laser cutting acrylic generally does not produce toxic fumes, it might have an adverse effect on your health in the long run.
Therefore, it is recommended to use the laser cutter in a well-ventilated area with a dedicated exhaust system.
Step 3: Perform Test Runs
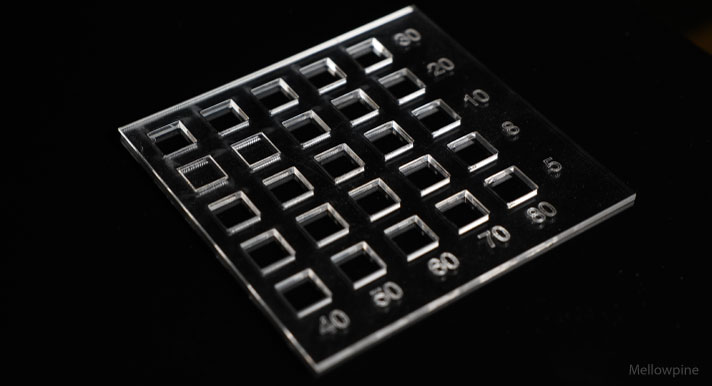
Test runs are necessary when working with new materials or new designs.
Although you can find several recommended values on the internet, each setup varies from the other, making it important to perform test runs for your setup.
However, you can use the recommended settings as a reference and perform the test runs.
While laser cutting acrylics, you can improve the quality of the edge by changing the cutting speed, frequency, and focal point of the laser after every test run.
Apart from that, performing test runs will also help you identify the kerf width produced during the cut, allowing you to adjust the kerf width offset to get perfect results.
Step 4: Execute the Final Cut
With the proper adjustments after the test runs, you can begin the final cut and get a glass-clear cut with flame-polished edge.
While engraving acrylic, you can engrave on the back of the acrylic sheet to attain a clear surface on the front, which will also protect the engraved surface from any external factors.
To do that, remember to mirror the vector image of the job in the CAD/CAM software before you start engraving.
Things That Can Go Wrong When Laser Cutting Acrylic
Despite offering so many advantages, laser cutting also has some drawbacks and limitations.
Thickness Limitation
Although laser cutters have a quick cutting speed, this speed decreases with the increase in thickness of the workpiece.
Apart from that, trying to cut a thick acrylic in a single pass will drastically increase the kerf width, thereby affecting the dimensional accuracy of the cut part.
Therefore, when cutting thick acrylic sheets, it is recommended to perform multiple passes to get a clean and efficient cut.
Toxic Fumes
The fumes produced while laser cutting acrylic might not be lethally toxic, but a proper ventilation system is necessary.
These fumes can cause irritation to the lungs, which can be a serious issue when inhaled on a daily basis.
Final Thoughts
With good design skills and knowledge of cutting acrylic/plexiglass, you can start making profitable projects that you can sell.
Choosing the right acrylic for the job and having a good vector design are equally significant parameters for high-quality output.
Irrespective of the type of acrylic chosen, make sure to use a pair of laser safety glasses that are appropriate for your laser machine.
Although laser cutting has some disadvantages, the advantages far outweigh those and make it a great way to make acrylic products.
Laser Cutting and Engraving other Materials
Check out these guides on laser cutting some popular materials.
| Material | Link to Guide |
|---|---|
| Paper | Laser Cutting Paper |
| Aluminum | Laser Cutting and Engraving Aluminum |
| Leather | Laser Cutting and Engraving Leather |
| Plastic | Laser Cutting and Engraving Plastic |
| Polypropylene | Laser cutting polypropylene |
| Brass | Laser Engraving Brass |
| Fabric | Laser Cutting Fabric |
| Foam | Laser Cutting Foam |
| Plywood | Laser Cutting Plywood |
| Glass | Laser Cutting Glass |
| Vinyl | Laser Cutting Vinyl |
| Food | Laser Engraving Food |
Laser Cutting Guides for other Materials
Frequently Asked Questions (FAQ)
What is a pin table?
A pin table is a DIY work table for laser cutting, which supports the workpiece by rows of pins. These rows of pins elevate the workpiece from the metallic base table, thereby reducing the effect of the reflected laser beam on the workpiece.
What is a vector design?
Vector design or vector graphic is the image made by geometrical lines and shapes that are based on mathematical equations. These drawings generally consist of the outline of the design to be cut or engraved and can be scaled without having any effect on the quality of the drawing.
What are anchor points?
Anchor points in a vector image are basically the guide points of a segment that can be used to control the direction and curvature of the path. For example, a line has only two anchor points (the start and the endpoint), but a circle has at least four anchor points to control its size and curvature.