



In laser cutting, parameters like material thickness, cutting speed, assist gas, beam quality, laser power, and wavelength are all interrelated.
In order to get a clean cut, different materials need different combinations (laser settings) of these parameters.
Anyone looking to buy a laser cutter has to look at the laser type, its power, and the materials it can process.
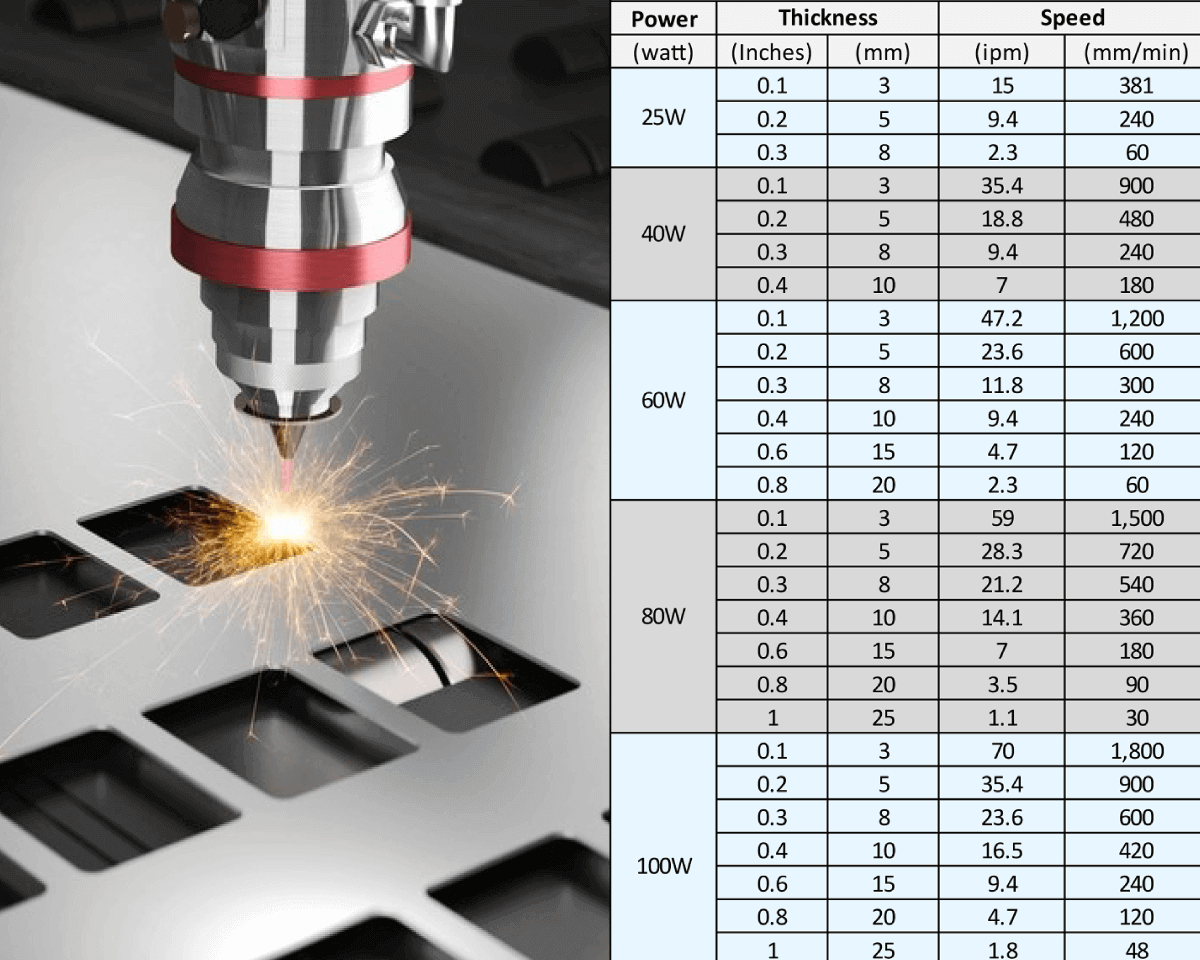
With the help of charts, you can easily compare different laser powers and their effectiveness in cutting different materials.
For example, a material with the same thickness can be processed at different speeds by lasers operating at different power/wattage.
This article lists the thickness, speed, and gas pressure charts for laser processing of different materials like wood, acrylic, leather, rubber, plastic, glass, paper, foam, aluminum, stainless steel, and more.
What’s in this article?
- Laser cutting chart for wood
- Laser cutting chart for plastic
- Laser cutting chart for leather
- Laser cutting chart for glass
- Laser cutting chart for rubber
- Laser cutting chart for paper
- Laser cutting chart for cloth/felt
- Laser cutting chart for foam
- Laser cutting chart for metals
- Frequently asked questions
MellowPine is reader-supported. When you buy through links on my site, I may earn an affiliate commission at no extra cost to you.
Laser Cutting Thickness and Speed Chart for Wood
Laser cutting can be used to perform through cuts on various types of materials by using different types of lasers, making it important to understand the behavior of these materials and set the optimal parameters accordingly.
It must be noted that the optimal parameters for laser cutting vary from one setup to another.
Therefore, these charts provide a reference to begin your test runs and slowly work your way up to find the optimal parameters for your setup.
For Diode Lasers
| Power (watt) | Thickness (inches) | Speed (ipm) | Number of passes |
|---|---|---|---|
| 5.5W | 0.23 (ply) | 7.08 | 7 |
| 5.5W | 0.062 (ply) | 11.8 | 1 |
| 5.5W | 0.11 (ply) | 3.93 | 3 |
| 5.5W | 0.15 (ply) | 3.93 | 5 |
| 5.5W | 0.27 (pine) | 3.93 | 7 |
| 5.5W | 0.35 (pine) | 3.93 | 9 |
| 5.6W | 0.15 (ply) | 5.9 | 3 |
| 10W (80%) | 0.11 (ply) | 15.7 | 1 |
Diode laser cutting thickness and speed chart for wood
For CO2 lasers
| Power (watt) | Percentage | Thickness (inches) | Speed (ipm) | Number of passes |
|---|---|---|---|---|
| 30W | 80% | 0.1 (wood board) | 9 | 1 |
| 35W | 100% | 0.25 (cedar) | 24 | 1 |
| 40W | 100% | 0.25 (alder) | 10 | 1 |
| 40W | 90% | 0.25 (pine) | 12 | 1 |
| 45W | 100% | 0.25 (poplar) | 20 | 1 |
| 50W | 80% | 0.25 (pine) | 12 | 1 |
| 70W | 40% | 0.12 (alder) | 66 | 1 |
| 70W | 40% | 0.25 (walnut) | 36 | 1 |
| 70W | 40% | 0.25 (cherry) | 30 | 1 |
| 70W | 40% | 0.25 (maple) | 38.4 | 1 |
| 80W | 65% | 0.25 (birch) | 28.2 | 1 |
| 100W | 85% | 0.35 (ply) | 60 | 1 |
| 100W | 70% | 0.12 (balsa) | 72 | 1 |
| 100W | 55% | 0.12 (basswood) | 60 | 1 |
| 100W | 80% | 0.25 (poplar) | 24 | 1 |
| 100W | 80% | 0.25 (mahagony) | 13 | 1 |
CO2 laser cutting thickness and speed chart for wood
A good laser cutter for wood can perform clean cuts in different types of wood. However, cutting thick workpieces may require gas assist.
Generally, clean compressed air gives satisfactory results for laser cutting wood.
The best wood for laser cutting or engraving is balsa, alder, mahogany, cherry, maple, birch, multiplex, basswood, poplar, cedar, pine, oak, walnut, cork, laminated wood, and laser plywood.
Some factors that influence wood in laser cutting are its thickness, color, texture, density, resin/sap content, knots, growth rings, moisture, and optical properties.
The sweet spot for cutting wood is achieved by the combination of laser cutting power between 200W – 800W, a lens with a focal length of 2″, and a spot size of 0.001″.
Laser cutting wood generates heavy smoke. Therefore, using a high-pressure air assist and an exhaust system is essential to dispose of the smoke away from the work area.
A high-pressure (~4 bar) air assist and a good exhaust system together will remove ash and keep the generated smoke away from the laser beam path.
You can make various different laser engraving wood projects by following the laser cutting thickness chart and learning to maintain good process control.
Laser Cutting Thickness and Speed Chart for Plastic
Acrylic Laser Cutting Thickness and Speed Chart
For Diode Lasers
| Power (watt) | Thickness (inches) | Speed (ipm) | Number of passes |
|---|---|---|---|
| 5W | 0.07 | 11.8 | 4 |
| 5.5W | 0.15 | 7 | 11 |
| 5.6W | 0.15 | 3.9 | 4 |
| 5.6W | 0.15 | 5.9 | 6 |
| 5.6W | 0.15 | 7.87 | 10 |
| 5.5W | 0.2 | 3.93 | 3 |
Diode laser cutting thickness and speed chart for acrylic
For CO2 lasers
| Power (watt) | Percentage | Thickness (inches) | Speed (ipm) | Number of passes |
|---|---|---|---|---|
| 40W | 55% | 0.25 | 28.3 | 1 |
| 40W | 75% | 0.12 (mirrored) | 23.6 | 2 |
| 40W | 100% | 0.11 | 18.8 | 1 |
| 40W | 100% | 0.2 | 11.8 | 1 |
| 40W | 100% | 0.31 | 9.44 | 1 |
| 40W | 100% | 0.4 | 2.36 | 1 |
| 60W | 70% | 0.25 | 28.3 | 1 |
| 60W | 60% | 0.12 (mirrored) | 28.3 | 2 |
| 60W | 100% | 0.11 | 47.2 | 1 |
| 60W | 100% | 0.2 | 35.4 | 1 |
| 60W | 100% | 0.4 | 7.08 | 1 |
| 80W | 85% | 0.25 | 28.3 | 1 |
| 80W | 40% | 0.12 (mirrored) | 35.4 | 2 |
| 80W | 100% | 0.4 | 14.1 | 1 |
| 100W | 75% | 0.25 | 35.4 | 1 |
| 150W | 65% | 0.25 | 23.6 | 1 |
CO2 laser cutting thickness and speed chart for acrylic
Acrylic, also known as plexiglass, is an affordable material with glass-like looks and plastic-like durability.
As the operational wavelength range of CO2 lasers (9,000–11,000 nm) is readily absorbed by acrylic, a CO2 laser is the best available option for cutting acrylic.
An air assist is only required when cutting thick (0.3″ and above) acrylic sheets.
The air assist used for cutting acrylic should be a low-pressure (<0.2 bar) with a large-size nozzle.

Using acrylic you can make many creative projects by cutting or engraving them.
Check out the expert guide on laser cutting and engraving acrylic for more detailed insights on lasering acrylic.
PVC, PS, PE, PP, Laser Cutting Thickness and Speed Chart
Polyvinyl chloride (PVC), Polystyrene (PS), Polycarbonate (PC), Polyethylene (PE), Polylactic acid (PLA), Acrylonitrile butadiene styrene (ABS), and Polypropylene (PP) are some commonly used plastics for laser cutting and engraving projects.
For Diode Lasers
| Power (watt) | Thickness (inches) | Speed (ipm) | Number of passes |
|---|---|---|---|
| 5.5W | 0.15 (PLA) | 7 | 11 |
| 5.5W | 0.20 (ABS) | 6.5 | 15 |
| 5.5W | 0.11 (PVC) | 9.8 | 8 |
| 5.5W | 0.03 (Dark Plastic Sheet) | 118 | 1 |
| 10W | 0.04 (PVC) | 27.5 | 1 |
Diode laser cutting thickness and speed chart for plastic
For CO2 Lasers
| Power (watt) | Thickness (inches) | Speed (ipm) | Number of passes |
|---|---|---|---|
| 200W | 0.11(PP) | 90.5 | 1 |
| 300W | 0.11(PP) | 130 | 1 |
| 400W | 0.2(PP) | 78 | 1 |
| 500W | 0.2(PP) | 94.5 | 1 |
| 600W | 0.2(PP) | 114 | 1 |
| 200W | 0.2(PE) | 2 | 1 |
| 300W | 0.2(PE) | 2.75 | 1 |
| 400W | 0.2(PE) | 3.5 | 1 |
| 600W | 0.2(PE) | 140 | 1 |
| 1kW | 0.2(PE) | 90.5 | 1 |
| 200W | 0.11(PC) | 133 | 1 |
| 300W | 0.11(PC) | 185 | 1 |
| 400W | 0.11(PC) | 228 | 1 |
| 600W | 0.2(PC) | 157 | 1 |
| 1kW | 0.2(PC) | 244 | 1 |
CO2 laser cutting thickness and speed chart for plastic
You need to use an exhaust system while lasering plastic as it helps remove the toxic fumes generated during the laser cutting process.
Check out the expert guide on laser cutting and engraving plastic for more detailed insights on lasering different plastic materials.
Laser Cutting Thickness and Speed Chart for Leather
For Diode Lasers
| Power (watt) | Percentage | Thickness (inches) | Speed (ipm) | Number of Passes |
|---|---|---|---|---|
| 5W | 100% | 0.02 | 39.3 | 1 |
| 5.5W | 100% | 0.027 | 23.6 | 1 |
| 5.6W | 100% | 0.15 | 11.8 | 6 |
| 10W | 100% | 0.02 | 86.6 | 1 |
| 10W | 40% | 0.01 | 39.3 | 1 |
| 10W | 80% | 0.01 | 78.7 | 1 |
Diode laser cutting thickness and speed chart for leather
For CO2 Lasers
| Power (watt) | Percentage | Thickness (inches) | Speed (ipm) | Gas Pressure (bar) |
|---|---|---|---|---|
| 40W | 85% | 1/16 | 16.5 | 0.7 |
| 60W | (85% | 1/16 | 23.6 | 0.8 |
| 65W | 85% | 1/8 | 23.4 | 1 |
| 80W | 70% | 1/16 | 28.3 | 0.9 |
| 100W | 75% | 1/8 | 28.2 | 1 |
| 150W | 70% | 1/8 | 36 | 1 |
CO2 Laser cutting thickness and speed chart for leather
Since laser cutting is a non-contact machining technique, it eliminates unwanted mechanical stresses like abrasion or stretching on leather surfaces.
A CO2 laser with a minimum power rating of over 40W is recommended for cutting monolayer leathers as it can perform cuts in a single pass with minimal edge burns.

Such laser can be used to cut different types of leather like bonded leather, split-grain leather, corrected/genuine leather, top-grain leather, full-grain leather, and more.
A low-pressure air assist (~1.03 bar) with a small-size laser nozzle is recommended for laser processing leather. Also, provide the laser with an exhaust system for proper ventilation.
Check out the expert guide on laser cutting and engraving leather for more detailed insights on lasering leather.
Laser Cutting Thickness and Speed Chart for Glass
| Power (watt) | Thickness (inches) | Thickness (mm) | Speed (ipm) | Speed (mm/min) | Gas Pressure (bar) |
|---|---|---|---|---|---|
| 9W (CO laser) | 0.001 | 0.05 | 330.7 | 8,400 | 1 |
| 10W (UV laser) | 0.007 (Borosilicate) | 0.2 (Borosilicate) | 47.2 | 1,200 | 1 |
| 10W (UV laser) | 0.039 (Soda Lime) | 1 (Soda Lime) | 0.78 | 20 | 2 |
| 400W (CO2 laser) | 0.02 | 0.508 | 50 | 1,270 | 2 |
Laser cutting thickness and speed chart of glass in different lasers
CO2 lasers operating at a wavelength of 10,600nm are the perfect choice for cutting glass.
Only 20% of the laser energy is lost at this wavelength, and the glass readily absorbs the rest at its atomic level.
Glass can easily refract the incident laser beam in any random direction. To protect your eyes from such residual beams, always use a laser safety glass when working with lasers.
For more detailed insights on lasering glass, check out the expert guide on laser cutting glass.
Laser Cutting Thickness and Speed Chart for Rubber
For Diode Lasers
| Power (watt) | Thickness (inches) | Speed (ipm) | Number of Passes |
|---|---|---|---|
| 5W | 0.02 | 39.3 ipm | 1 |
| 5W | 0.04 | 13.7 ipm | 6 |
| 10W | 0.02 | 86.6 ipm | 1 |
Diode laser cutting thickness and speed chart for rubber
For CO2 Lasers
| Power (watt) | Percentage | Thickness (inches) | Speed (ipm) | Gas Pressure (bar) |
|---|---|---|---|---|
| 40W | 100% | 0.23 | 23.6 | 0.9 |
| 65W | 85% | 0.125 | 23.6 | 0.8 |
| 80W | 100% | 0.15 | 70.8 | 0.8 |
| 100W | 75% | 0.125 | 28.3 | 0.8 |
| 130W | 100% | 0.23 | 59 | 0.9 |
| 150W | 100% | 0.15 | 106.2 | 0.8 |
| 150W | 70% | 0.125 | 35.4 | 0.8 |
| 180W | 100% | 0.15 | 118.1 | 0.8 |
| 200W | 100% | 0.23 | 106.2 | 0.9 |
CO2 Laser cutting thickness and speed chart for rubber
You can laser cut or engrave rubber to make various creative projects like rubber stamps, flexographic printing, and more.

Laser processing of rubbers like foam rubber, silicone rubber, synthetic rubber, natural rubber, microporous rubber, or oil-resistant rubber emits dark fumes with unpleasant odors.
Therefore, it is recommended to use a low-pressure air assist (<1 bar) with an exhaust system to remove the fumes from the laser beam path and help prevent developing fume stains on the lens.
Laser Cutting Thickness and Speed Chart for Paper or Cardboard
For Diode Lasers
| Power (watt) | Thickness (inches) | Speed (ipm) | Number of passes |
|---|---|---|---|
| 5W | 0.04 (paper) | 29.5 | 3 |
| 5.6W | 0.1 (paper) | 25.5 | 1 |
| 5.6W | 0.2 (cardboard) | 7.87 | 1 |
Diode Laser cutting thickness and speed chart for paper and cardboard
For CO2 Lasers
| Power (watt) | Thickness (microns) | Thickness (mm) | Speed (ipm) | Gas Pressure (bar) |
|---|---|---|---|---|
| 40W | 80 | 0.08 | 189 | 0.1 |
| 65W [15%] | 254 | 0.254 | 47.2 | 0.3 |
| 80W | 80 | 0.08 | 354.3 | 0.1 |
| 100W [15%] | 254 | 0.254 | 47.2 | 0.3 |
| 130W | 80 | 0.08 | 826.7 | 0.1 |
| 150W [15%] | 254 | 0.254 | 47.2 | 0.3 |
CO2 Laser cutting thickness and speed chart for paper and cardboard
Cutting or engraving paper requires low laser power, and therefore, when using a high-powered laser tube, it is recommended to set the laser power to a low percentage.
It can be cut with most low-powered laser cutters or engravers like Ortur Laser Master 2, ATOMSTACK A5 PRO, and other small portable laser engravers.
During laser cutting, paper releases Volatile Organic Compounds (VOCs) that need to be disposed of away from the work area using an exhaust system.
You can create many different customized projects with laser-cut papers like puzzles, invitation cards, paper arts, polygon objects, and more.
Laser Cutting Thickness and Speed Chart for Cloth
For Diode Lasers
| Power (watt) | Percentage | Thickness (inches) | Speed (ipm) | Number of passes |
|---|---|---|---|---|
| 5.5W | 100% | 0.02 | 90.5 | 1 |
| 5.6W | 100% | 0.11 | 19.6 | 1 |
| 10W | 60% | 0.15 | 39.3 | 1 |
| 10W | 80% | 0.15 | 39.3 | 1 |
| 10W | 100% | 0.15 | 78.7 | 1 |
Diode Laser cutting thickness and speed chart for processing cloth/felt
For CO2 Lasers
| Power (watt) | Thickness (inches) | Speed (ipm) | Gas Pressure (bar) |
|---|---|---|---|
| 40W | 0.006 | 94.4 | 0.3 |
| 80W | 0.006 | 236.2 | 0.3 |
| 100W | 0.006 | 472.4 | 0.4 |
| 150W | 0.006 | 944.8 | 0.4 |
CO2 Laser cutting thickness and speed chart for processing cloth/felt

Cloth/Felt can be effectively cut with a CO2 laser operating at a wavelength of 9,300nm or 10,600nm.
Laser cutting fabric may result in burned/discolored cut edge depending on the material used. Polymer-based fabrics are more susceptible to such burns.
Fabric can be processed in lasers for complex cuts and help make creative textile products with different designs.
Laser Cutting Thickness and Speed Chart for Foam
EVA = Ethylene-Vinyl Acetate
For Diode Lasers
| Power (watt) | Thickness (inches) | Speed (ipm) | Gas Pressure (bar) |
|---|---|---|---|
| 2.8W | 0.5 (polyurethane) | 150 | 0.7 |
| 10W | 0.13 (EVA*) | 39 | 0.3 |
Diode laser cutting thickness and speed chart for foam
For CO2 Lasers
| Power (watt) | Percentage | Thickness (inches) | Speed (ipm) | Gas Pressure (bar) |
|---|---|---|---|---|
| 25W | 100% | 1.75 (polyurethane) | 13 | 1 |
| 40W | 100% | 0.19 (Foam Board) | 78.7 | 0.3 |
| 60W | 100% | 0.2 (polystyrene) | 106 | 0.3 |
| 65W | 60% | 0.25 | 59 | 0.3 |
| 100W | 100% | 1 (White foam) | 1181 | 1 |
| 100W | 55% | 0.25 | 59 | 0.3 |
| 150W | 40% | 0.25 | 59 | 0.3 |
CO2 laser cutting thickness and speed chart for foam
The most widely used foams are polymer made. However, foams made of ceramic and metals are also available.
Polymer-based foams can be easily laser-cut, but cutting ceramic and metal foams can be challenging.
A CO2 laser (wavelength of 10,600 nm) with a power rating of around 20W to 180W is a good choice for cutting polymer-based foams.
Metal or ceramic foams can be cut using a fiber laser (wavelength of 1060 nm) of 40W to 100W, such as Kern FiberCell.
A small beam spot of 0.001″ cuts foam perfectly. With it, you can achieve clean cuts, and by increasing the laser power, you can process thicker and denser foam at a faster rate.
For a more detailed insight, check out the expert guide on laser cutting and engraving foam.
Laser Cutting Thickness and Speed Charts for Metals
Aluminum Laser Cutting Thickness and Speed Chart
For CO2 Lasers
| Power (watt) | Thickness (inches) | Speed (ipm) | Gas Pressure (bar) |
|---|---|---|---|
| 150W | 0.07 | 18.8 | 15 |
| 180W | 0.07 | 35.4 | 15 |
| 180W | 0.11 | 16.5 | 18 |
| 200W | 0.07 | 94.4 | 15 |
| 200W | 0.11 | 59 | 18 |
| 4kW | 0.04 | 420 | 8 |
| 4kW | 0.08 | 260 | 10 |
| 4kW | 0.18 | 60 | 16 |
CO2 Laser cutting thickness and speed chart for aluminum
The above-given chart is for laser cutting stainless steel by a CO2 laser, and the one given below is for a fiber laser.
For Fiber Lasers
| Power (watt) | Thickness (inches) | Speed (ipm) | Gas Pressure (bar) |
|---|---|---|---|
| 4kW | 0.04 | 2126 | 5 |
| 4kW | 0.08 | 756 | 5 |
| 4kW | 0.12 | 402 | 5 |
| 4kW | 0.18 | 170 | 5 |
| 4kW | 0.25 | 100 | 5 |
| 4kW | 0.5 | 21 | 5 |
Fiber laser cutting thickness and speed chart for aluminum

Lasers operating at a wavelength of 9500nm–10600nm are strongly reflected by aluminum, making it difficult to perform laser processing on CO2 lasers.
The wavelength of a fiber laser or an Nd YAG laser (10600nm) is readily absorbed by aluminum, making them ideal for applications that involve laser cutting or engraving aluminum.
Fiber lasers provide almost three times faster operation on aluminum than a CO2 laser of the same wattage.
A fiber laser with a power rating of 500W or higher is recommended for cutting 1/8″ (3mm) thick aluminum.
Nitrogen auxiliary assist gas is best suited for laser cutting aluminum as it facilitates higher cutting speeds with smooth edges and no oxidation effect.
Stainless Steel Laser Cutting Thickness and Speed Chart
For CO2 Lasers
| Power (watt) | Thickness (inches) | Speed (ipm) | Gas Pressure (bar) |
|---|---|---|---|
| 150W | 0.07 | 18.8 | 15 |
| 180W | 0.07 | 35.4 | 15 |
| 180W | 0.11 | 16.5 | 18 |
| 200W | 0.07 | 94.4 | 15 |
| 200W | 0.11 | 59 | 18 |
CO2 Laser cutting thickness and speed chart for stainless steel
The above-given chart is for laser cutting stainless steel by a CO2 laser, and the one given below is for a fiber laser.
For Fiber Lasers
| Power (watt) | Thickness (inches) | Speed (ipm) | Gas Pressure (bar) |
|---|---|---|---|
| 2kW | 0.04 | 1,830 | 14 |
| 2kW | 0.07 | 570 | 14 |
| 2kW | 0.11 | 255 | 14 |
| 2kW | 0.15 | 138 | 14 |
| 2kW | 0.2 | 82.6 | 14 |
| 2kW | 0.23 | 55 | 14 |
| 2kW | 0.31 | 29.5 | 17 |
| 2kW | 0.39 | 22 | 17 |
Fiber laser cutting thickness and speed chart for stainless steel
Nitrogen assist produces the best results for laser cutting steel using a fiber laser.
Due to its inert nature, nitrogen will displace oxygen from the cut surface and prevent oxidation and discoloring, thereby producing a high-quality finish along the cut path.
With a 650W CO2 laser, you can safely process up to 0.09″ thick plane stainless steel.
When it comes to cutting metals, fiber lasers are the best choice. They operate at a shorter wavelength, ranging between 780 nm and 2200 nm, giving a much higher absorption rate.
It means that metals like aluminum, stainless steel, carbon steel, and brass that reflect laser beams absorb the energy of a fiber laser at a much higher rate than a CO2 laser.
This facilitates faster heat buildup, thereby producing smoother cuts.
Besides cutting, a MOPA fiber laser can be used to produce colored laser engravings on stainless steel.
Carbon Steel Laser Cutting Thickness and Speed Chart
For CO2 Lasers
| Power (watt) | Thickness (inches) | Speed (ipm) | Gas Pressure (bar) |
|---|---|---|---|
| 150W | 0.07 | 18.8 | 15 |
| 180W | 0.07 | 35.4 | 15 |
| 180W | 0.11 | 16.5 | 18 |
| 200W | 0.07 | 94.4 | 15 |
| 200W | 0.11 | 59 | 18 |
CO2 Laser cutting thickness and speed chart for carbon steel
The above-given chart is for laser cutting stainless steel by a CO2 laser, and the one given below is for a fiber laser.
For Fiber Lasers
| Power (watt) | Thickness (inches) | Speed (ipm) | Gas Pressure (bar) |
|---|---|---|---|
| 2kW | 0.04 | 1,771 | 14 |
| 2kW | 0.07 | 630 | 14 |
| 2kW | 0.11 | 133 | 0.75 |
| 2kW | 0.15 | 125 | 0.75 |
| 2kW | 0.23 | 98 | 0.9 |
| 2kW | 0.31 | 94 | 0.9 |
| 2kW | 0.39 | 78 | 0.9 |
Fiber laser cutting thickness and speed chart for carbon steel
When laser cutting carbon steel, oxygen (O2) gas is used as the active assists gas. It helps speed up the cutting process by causing an exothermic reaction, generating more heat on the cut path.
Laser cutting is best suited for carbon steels of up to 1″ thickness. Anything above that requires periodic adjustments of the focus spot, assist nozzle, gas, lens, and more for getting a proper cut.
Brass Laser Cutting Thickness and Speed Chart
For CO2 Lasers
| Power (watt) | Thickness (inches) | Speed (ipm) | Gas Pressure (bar) |
|---|---|---|---|
| 150W | 0.07 | 18.8 | 15 |
| 180W | 0.07 | 35.4 | 15 |
| 180W | 0.11 | 16.5 | 18 |
| 200W | 0.07 | 94.4 | 15 |
| 200W | 0.11 | 59 | 18 |
CO2 Laser cutting thickness and speed chart for brass
The above-given chart is for laser cutting stainless steel by a CO2 laser, and the one given below is for a fiber laser.
For Fiber Lasers
| Power (watt) | Thickness (inches) | Speed (ipm) | Gas Pressure (bar) |
|---|---|---|---|
| 2kW | 0.04 | 1,102 | 14 |
| 2kW | 0.07 | 413 | 14 |
| 2kW | 0.11 | 167 | 14 |
| 2kW | 0.15 | 78 | 14 |
| 2kW | 0.2 | 27.5 | 14 |
Fiber laser cutting thickness and speed chart for brass

Brass is more reflective than steel as it is a copper-zinc alloy. They are poor absorbers of infrared laser light. Their absorption rate increases when it warms up.
Pulsed fiber lasers are considered to be the better choice for cutting brass. They can be focused on a tighter spot for injecting more energy into the metal surface.
Generally, for laser cutting brass, it is recommended to use nitrogen gas-assist with a pressure ranging between 6.8 bar to 20.6 bar.
Frequently Asked Questions
Which laser is best for cutting metals?
When it comes to laser cutting metals, fiber lasers are the best option. They operate at a shorter wavelength ranging between 780 nm and 2200 nm, giving a much higher absorption rate. This means, that metals like aluminum, stainless steel, carbon steel, brass, etc., that reflect laser beams, will absorb fiber laser light at a much higher rate, allowing for faster heat buildup and smoother cuts.
What wattage laser do I need?
The laser wattage you need depends on the application you intend to use the laser for. For example, when processing wood under a laser, power ranging between 200W – 800W is ideal, but in the case of metals, you will need a laser operating in kilowatt (kW) range. You can refer to different laser cutting thicknesses and speed charts to conclude what laser power you need, as they will give a clear-cut idea of material thickness, speed, and air-assist requirements for different laser powers.
How do I find out perfect laser settings?
The best way to find perfect laser settings is to do some test cuts and see which settings (speed, power, material thickness, air-assist) work the best for your application. The second best option is to check out the laser manufacturer’s material thickness and speed charts.