



Metal laser engraving is a great way to make personalized keychains, pet tags, and knives.
Different lasers have different effects on metal surfaces, and selecting the appropriate laser for the job will ensure you get a quality engraving.
While you can engrave metals with low-powered lasers, there are situations where a high-powered laser would be better.
So, how do you select the appropriate laser and set the optimal laser parameters to attain the perfect engraving output on your metal workpieces?
This article provides a detailed guide on laser engraving metals.
MellowPine is reader-supported. When you buy through links on my site, I may earn an affiliate commission at no extra cost to you.
Laser Engraving Metals: Step-by-Step

To Laser engrave metals a moderately powerful diode or fiber laser is required. CO2 lasers cannot engrave bare metals but they can be used to mark and engrave coated metals like anodized aluminum. Generally, a fiber laser with a power of around 60W is the ideal choice for laser engraving metals.
Metals are generally hard and require comparatively more laser power than non-metals for engraving them.
Furthermore, the shiny surface of metals reflects the laser beam, thereby reducing the efficiency of lasers to vaporize the material.
A good metal laser engraver should supply enough laser energy to overcome the energy lost due to reflection and produce the desired engraving.
Therefore, it is important to learn laser engraving basics to select the appropriate laser, set optimal laser parameters, and ensure good process control for laser engraving metals.
It must be noted that, when compared to CNC engravers, laser engravers are ideal for shallow engravings with intricate designs, whereas CNC engravers can produce deeper engravings (3D engravings).
Selecting the Laser for Engraving Metal

Depending upon their wavelength and laser source, there are different types of lasers, and therefore it is important to select the right one for your application.
Fiber lasers, with a wavelength of 1060nm, are the best suitable lasers for engraving metals like aluminum, brass, annealed steel, titanium, etc.
This is because metals tend to readily absorb the energy radiation under this wavelength band, thereby making it convenient for fiber lasers to vaporize the metal and perform different types of engravings.
Furthermore, MOPA fiber laser provides the ability to produce colored laser engravings on certain metals like titanium, stainless steel, aluminum, etc.
On the other hand, diode lasers have a wavelength of 450nm to 950nm, which is also readily absorbed by metals, but their low power output limits them from being used in industrial laser cutters.
As a result, diode lasers are commonly found in budget-friendly laser engravers, such as xTool D1 Pro, that are ideal for small-scale metal laser engraving projects on anodized aluminum.
Direct diode lasers are also found in high-powered outputs (above 1kW), but this development is relatively new and is not readily available on the market yet.
Whereas CO2 lasers have a wavelength of 10600nm, which is not suitable for engraving metals.
However, these lasers can be used for engraving coated metals or marking bare metals by using laser marking ink like Cermark, Brilliance, Laserbond, etc.
Therefore, depending on your application and budget, you can select the appropriate laser for laser engraving metals.
Preparing the Design
After selecting the laser, based on your application, the next step is to start preparing the design.
There are various laser cutter/engraver software that can be used to prepare the design, and you can also use nesting software to enhance material utilization.
CNC nesting is the process of optimizing the alignment of the design on the workpiece to reduce wastage.
Metals are generally tough and can maintain their structural integrity even when engraving intricate patterns.
However, engraving extremely intricate patterns can increase the localized heat in a spot and result in deformation or decoloring of the metal workpiece.
Therefore, it is recommended to use dithering patterns like Jarvis, to prevent overheating and decoloring of the workpiece.
For raster engravings like photographs, it is recommended to use an image with high contrast and low shadows to enhance the detailing of the engraving.
You can also enhance your design by using innovative techniques like vector engraving the outline to make it darker than the rest of the raster engraving.
Finalizing the Optimal Parameters for Metal Engraving
| Metal | Power | Engraving Speed (IPM) | Resolution (DPI) |
|---|---|---|---|
| Aluminum | 80-90% | 60 – 80 | 600 |
| Brass | 80-90% | 60 – 80 | 600 |
| Stainless Steel | 90-95% | 50 – 65 | 600 |
| Titanium | 100% | 50 – 60 | 600 |
| Anodized Aluminum | 75-85% | 80 – 100 | 800 |
| Plated Metals | 100% | 50 – 60 | 600 |
Optimal laser parameters for laser engraving different metals by using a 50W fiber laser
Optimal parameters for laser engraving metal can vary from one setup to another.
Therefore, it is important to perform test runs to observe the behavior of the material under the laser and identify the optimal parameters for your application.
Test runs improve your output and ensure perfect results on the final workpiece.
Engraving test runs can be performed by using a matrix pattern of squares and engraving each square with different power, speed, focus, and other laser parameters.
Depending on the settings that produced the best result during test runs, you can set the optimal parameters.
Laser Power
Metals are generally hard and demand a significant amount of laser energy to vaporize and produce the desired void for engraving.
However, using too high laser power can result in decoloring and a brownish hue to the engraving output on metal.
Generally, a fiber laser with a power rating of 30W or above can be used for marking or engraving on various metals, but higher power provides the ability to produce darker engravings with a quicker cycle time.
You can also use a 5-10W diode laser to mark, engrave, or etch various types of metals in multiple passes.
Apart from that, a CO2 laser with a power output of above 60W can also be used for etching or marking metal by applying a laser marking ink over its surface.
Engraving Speed
Engraving speed is another crucial factor that affects the depth and contrast of the engraving output.
Performing laser engraving at a slow speed will increase the dwell time, which in turn increases the laser energy absorbed by the metal, thereby producing a deeper and darker engraving.
However, performing the engraving at a very slow speed can result in overheating and decoloring of the metal workpiece.
Therefore, for perfect engraving results, it is important to establish a proper balance between the laser power and engraving speed.
Generally, when using a 50W fiber laser, such as Epilog Fusion Pro, you can engrave various metals with an average engraving speed of around 60 inches per minute (ipm).
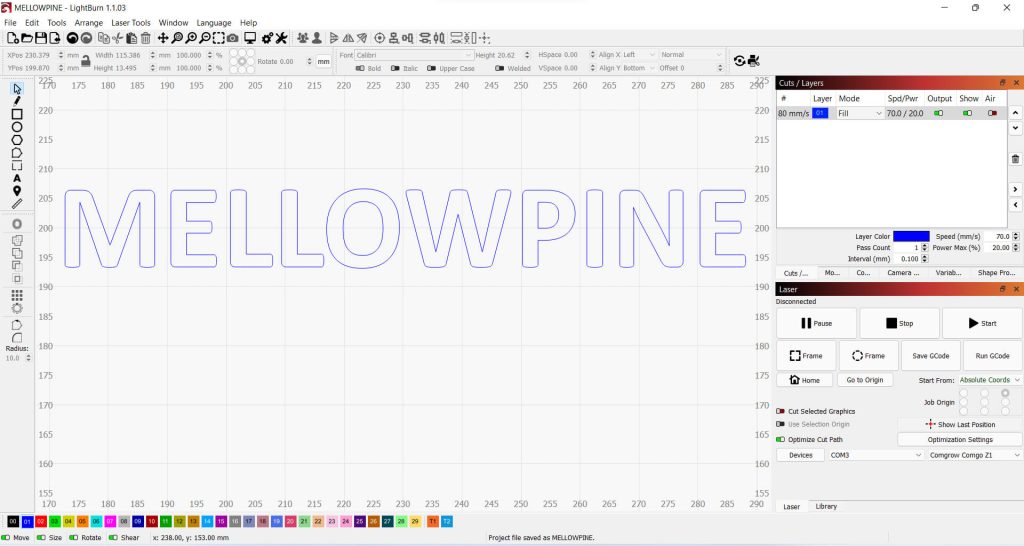
Laser Focus
Every laser engraving machine has a beam delivery system that consists of a laser focusing lens.
This lens converges the beam into a tight spot, thereby increasing its energy density and enabling it to evaporate the material.
However, every lens has a specific focal length, and maintaining that distance between the workpiece and laser head produces the best results.
Generally, it is recommended to focus the laser on the surface of the workpiece, which ensures a narrow spot size and high detail in engraving.
A 1.5″ focusing lens produces a small spot size for intricate engravings, whereas a 3″ lens is ideal for deeper engravings.
Furthermore, when engraving curved surfaces without a rotary attachment, it is advised to use a larger focusing lens (3″-5″) as it provides greater depth of field.
Auxiliary Gas Assist
Auxiliary gas is used to blow the molten metal out of the cut and enhance the ability of a laser to perform through cuts.
Whereas, using pressurized gas assist during laser engraving, can result in an unwanted sputter of the molten metal over the engraved surface and degrade its surface finish.
However, a very low-pressure oxygen assist can be used to enhance the contrast of engraving, as it oxidizes certain metals and produces a black mark.
Number of Passes
Performing deep laser engraving on metals requires high laser power, which can often result in overheating and decoloring the workpiece.
Therefore, it is recommended to use the multi-pass technique for producing deeper engravings while ensuring minimal heat-affected area.
Furthermore, multiple passes can also be used to produce engravings with a better surface finish, where the final pass removes minimal material with a smooth finish.
Executing the Process

After ensuring the optimal laser parameters, you can prepare the workpiece for engraving and begin the process.
It is advised to clean the surface of the workpiece and remove any unwanted dust, grease, or rust from the metal surface.
Although laser can vaporize the dust and rust during the engraving process, it affects the quality of engraving by reducing the efficiency of the last to produce a dark mark.
You can use fine-grain sandpaper to remove the layer of rust and clean the surface with rubbing alcohol to get rid of the dust and grease particles.
You can also use a laser rust remover to clean the surface before engraving it.
After preparing the workpiece for engraving, you can place it on the workbed and begin the engraving process.
Despite being an automated process, it is recommended to monitor the engraving process because the reflected laser beams can cause fire and laser hazards.
Therefore, it is strongly advised to wear safety glasses and follow the laser safety protocol when operating the laser engraver.
Things to Consider When Laser Engraving Metal
With proper laser parameters and good process control, you can perform high-quality laser engravings on metal with relative ease when compared to other engraving processes.
This output can further be enhanced by incorporating the following recommendations.
Use High-powered Laser
Using high laser power can overheat the metal workpiece, but a high-powered laser can improve the cycle time of the process, thereby enhancing productivity.
A high-powered laser can produce darker engravings with a shorter dwell time, which means, you can increase the engraving speed of the process.
For example, a 30W Epilog fiber laser can engrave aluminum with an engraving speed of around 50 ipm, whereas its 50W variant can perform the same task at a speed of around 80 ipm.
Lower the Engraving Resolution
The resolution of an engraving is determined by dots per inch (dpi), and the higher the resolution, the higher will be the detailing of the engraving.
However, increasing the resolution will also increase the cycle time.
Generally, a resolution of around 800-1200 DPI is considered the optimal choice, but when engraving parts that do not require a high level of detail, a resolution of around 600 DPI can give satisfactory results.
Use Galvo Laser for Quick Marking
Galvo laser consists of a mirror arrangement that directs the laser beam to the desired location on the workbed.
This eliminates the need for the laser head to physically travel along the X and Y gantry to trace the engraving pattern.
As a result, the engraving speed is increased and multiple passes of laser can be performed in minimal cycle time.
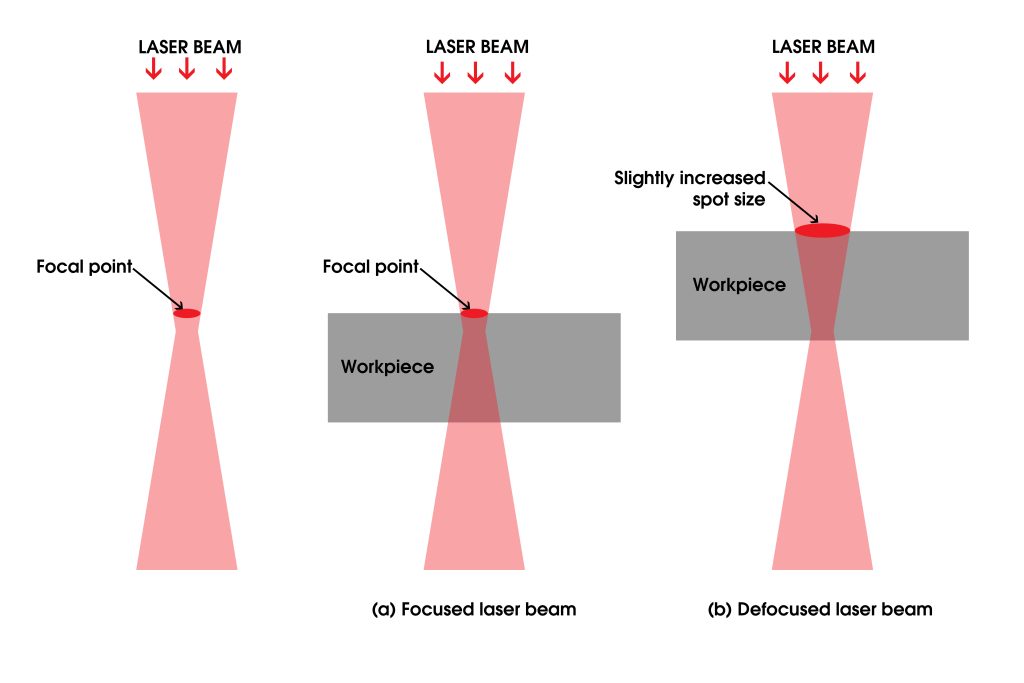
Metal Laser Engraving Projects that Sell
Laser engraving produces permanent marks on the surface of the workpiece, and metal laser engravings can last up to the lifetime of the workpiece.
You can use fiber laser engravers to produce various different engraving projects that can earn you profitable deals.
A comparatively low-powered diode laser can be used for small-scale projects like engraving pens, keychains, pet tags, etc.
Whereas a powerful fiber laser can be used for large and complex projects like producing metal artwork, personalized arms, laser engraving knives, etc.
You can also use your laser engraver to provide metal engraving services like engraving barcodes, QR codes, personalized utensils for restaurants, and other similar projects.
On the other hand, a CO2 laser can be used for etching metal plaques for awards and trophies.
Final Thoughts
Laser engraving metal is a quick and innovative way of producing permanent marks that carry aesthetical or informational value.
It is widely used in manufacturing industries for engraving various types of information like part numbers, batch numbers, barcodes, and serial numbers.
Although diode lasers, CO2 lasers, and fiber lasers can be used for producing permanent marks on metal surfaces, fiber lasers are the best choice as they produce darker engravings with a quick cycle time.
Overall, laser engraving metal can throw up some challenges during the process, but you can overcome these challenges by following the proper procedure and establishing good process control.
Frequently Asked Questions (FAQ)
Is a pulsed laser better at engraving metal than a continuous wave laser?
Yes, a pulsed laser is better at engraving metal than a continuous wave laser. A pulsed laser generates short bursts of high-energy laser, which produces dark engravings while minimizing the heat-affected zone. This eliminates the risk of overheating and decoloring the workpiece.
Can a metal laser engraver work on other materials?
Yes, a metal laser engraver can work on other materials. A diode laser engraver can engrave various types of metals and non-metals like wood, plastics, paper, fabric, leather, steel, aluminum, etc. Whereas a fiber laser engraver can work on metals and certain non-transparent plastics.
What type of metal engravings can a 5W diode laser perform?
A 5W diode laser is ideal for engraving coated metals like anodized aluminum and other plated or painted metals. It can also be used for engraving bare metals by using the multi-pass technique.