



Copper is an excellent conductor of heat and electricity, thus making it an ideal metal to be used in various electronic components for heat dissipation and excellent electric conductivity.
But machining copper can be a nightmare. The ductile nature of copper, along with its plasticity and toughness, make it a challenging material for milling.
Being a soft metal, copper is prone to deformation under high cutting force.
The heat generated during the machining process enhances the ductility of copper and adds up to the already existing problems.
However, by following the proper procedure and by maintaining good process control, even copper can be milled successfully using a CNC.
This article discusses the challenges in milling copper on a CNC and how to go about solving them.
What’s in this article?
Copper Milling on a CNC- Things to Consider

Copper is one of the most commonly used metals for making electrical and heating equipment, due to its excellent conductivity,
As a result, it is processed by using various metalworking techniques, such as CNC bending, electrical stamping, milling, etc.
Furthermore, it is also compatible with various heat-treatment processes like copper annealing and surface treatments like anodizing.
However, CNC milling is the most commonly used technique to cut and shape copper into the desired workpiece.
The process of CNC milling copper is greatly affected by various factors such as chip formation, tool selection, lubrication, etc.
Chip Formation
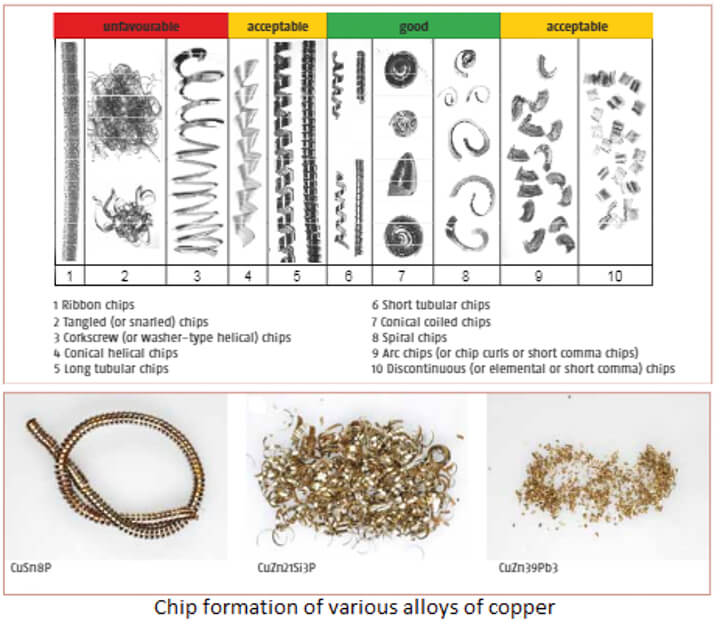
Discontinuous chip formation is ideal for any machining process, but machining a ductile material, like copper, results in the formation of continuous chips.
These continuous chips can get lodged on the cutting tool, making the machining process difficult and sometimes breaking the cutting tool.
Placing a piece of dry ice on the workpiece lowers the temperature and helps suppress the ductile properties of copper.
The low temperature from dry ice induces brittleness in the material and thus facilitates the formation of discontinuous chips.
Using a chip-breaker tool can also provide good results by breaking the chip and preventing it from getting lodged onto the cutting tool.
Surface Finish
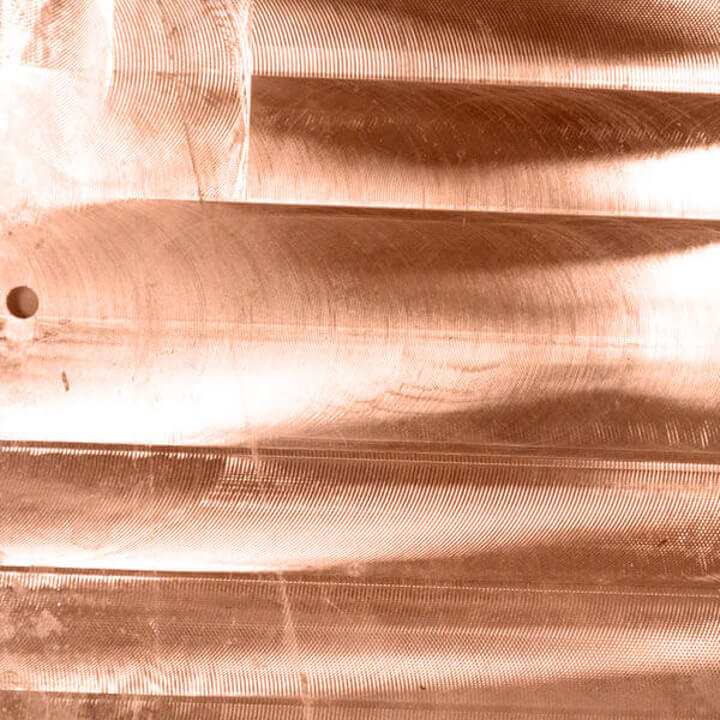
Copper milling on a CNC produces satisfactory results with slight burrs along the surface.
Using the multi-pass technique with a shallow depth of cut can improve the surface finish of copper.
Some other factors that affect the surface finish of copper during the milling process are tool selection, chip load, lubrication, cutting speed, and feed.
Tool Selection

Selecting the right tool can result in smooth chip flow and a good surface finish of copper.
A 2-flute carbide end mill with a helix angle greater than 45° is recommended for milling copper.
The 2-flute geometry provides good chip clearance for easy chip removal and reduces the chances of copper getting friction welded to the tool.
Furthermore, a 2-flute end mill provides better strength than a 1-flute end mill and, therefore, can deliver a greater cutting force.
A higher helix is preferred because it provides a smooth movement of the chips away from the tool, avoiding the accumulation of chips around the cutting edge.
It also facilitates a higher feed rate and improves the surface finish of the cut by providing better shearing action on the chip.
Apart from that, it is important to select appropriate milling tools for different machining operations like face milling, peripheral milling, etc.
Tool Life
A sharp tool is needed for milling copper, but the toughness of copper and built-up edge formation will drastically diminish the tool life.
Increasing the RPM and reducing the depth of cut can improve the tool life by minimizing the formation of built-up edges.
Using the adaptive tool path technique can also improve the tool life by maintaining a constant chip load.
Moreover, a good lubrication system will reduce friction, dissipate excess heat and improve the tool life.
Lubrication
While working with brittle metals, most of the heat is dissipated by the discontinuous chips, protecting the tool and workpiece from overheating.
But in the case of continuous chip formation, proper heat dissipation does not occur, and the chip can undergo work-hardening.
These work-hardened chips can be much harder than the base stock and easily get welded on the workpiece or cutting tool.
Re-milling the work-hardened chips welded onto the workpiece will dull the tool and accelerate tool wear.
This can be avoided by a good lubricant that will facilitate chip clearance and take away the heat from the cutting tool.
Another reason for using a good lubricant is poor surface finish and big burrs on the workpiece. An ample amount of lubricant (mist or flood) is a good solution for this problem.
An alternative for expensive mist lubrication and messy flood lubrication system is WD-40 spray.
Spraying WD-40 on the milling area, along with a few intermittent sprays during the milling process, will improve the surface finish of copper.
Rigidity of CNC Machine
Although being a soft metal, milling copper is very challenging because of its toughness.
You might use the best cutting tool, best-in-class lubrication system, and calculate every parameter to perfection but still not get the desired results.
The build quality of your CNC machine plays a vital role in defining the limits of a process to be performed on that machine.
You can’t expect similar results from a small DIY machine and a professional machine used in industrial manufacturing.
If you try to dig too deep into the copper workpiece with a high feed rate, you might witness your machine taking up the load in the form of tiny deflection in its body.
This flex in the machine can compromise the performance of the CNC machine.
The easiest solution for this is to reduce your depth of cut.
With the right tools and conditions, a good CNC machine capable of milling aluminum should do the job for copper milling.
Optimum Parameters
For milling pure copper, it is recommended to use a ⅛” (0.125”) 2-flute carbide end mill with 3000 – 5000 RPM and a maximum feed rate of 10 inches/min while maintaining a shallow depth of cut.
Maintaining good process control is very important because milling pure copper requires high precision, and anything too high or too low would ruin the job.
Although many users suggest cranking your CNC to maximum RPM, nicking the copper surface at such high RPM while maintaining a very shallow depth of cut can result in work-hardening of the surface.
Furthermore, high RPM means high heat generation, which makes copper gummy and stick to the cutting tool.
The general milling parameters for copper alloys with intermediate to excellent machinability are given in the table below.
| Milling diameter (inches) | Feed per tooth (inches) | RPM |
|---|---|---|
| 0.125 | .0005 | 35,000 |
| 0.250 | .0010 | 22,500 |
| 0.375 | .0015 | 15,000 |
| 0.500 | .0020 | 11,500 |
| 0.625 | .0020 | 9,000 |
| 0.750 | .0025 | 7,500 |
| 0.875 | .0030 | 6,500 |
| 1.000 | .0030 | 6,500 |
Milling parameters for copper alloys with intermediate to excellent machinability
Copper and Its Alloys

The easy solution to all these problems is to use a copper alloy instead of pure copper.
Alloying copper with elements such as silicon, nickel, aluminum, zinc, and tin significantly improves the machinability of copper while fairly maintaining all the advantages of pure copper.
Depending upon the requirement, you can use a copper alloy that suits best for your application.
| Copper Grade | Composition | Machininability Index |
|---|---|---|
| C101 | Pure Copper | 20 |
| C630 | Copper-Aluminum alloy | 30 |
| C763 | Copper-nickel-zinc alloys | 60 |
| C145 | Low-alloyed copper alloys | 80 |
| C111 | Sulfur copper | 80 |
| C377 | Leaded binary copper-zinc alloys | 90 |
| C360 | Copper-zinc alloys | 100 |
Copper and its alloys along with their machinability index
The above table shows copper and some of its alloys and their machinability index, with C101 having the least machinability at 20 and C360 having excellent machinability at 100.
C111 (free-machining sulfur copper) is probably the best alternative to pure copper.
The addition of sulfur improves the machinability of the copper while maintaining almost similar conductivity.
It also helps to form discontinuous chips, which improves the machinability by almost 4 times that of pure copper.
Final Thoughts
Performing milling operations on pure copper can be challenging, and therefore it should only be used where necessary.
Using suitable copper alloy instead of pure copper, wherever applicable, can improve the outcome of the milling process while making the process comparatively less challenging.
Moreover, milling pure copper with a cosmetic finish can be extremely difficult, and thereby brass is highly recommended for such applications.
By following the proper procedure and maintaining good process control, you can overcome the challenges and perform the milling of copper with a good surface finish.
However, proper safety precautions must be taken while milling copper because there are high chances of breaking the cutting tool, and at high RPM, that broken tool can be dangerous.
You may also enjoy reading,
- Machining Copper: Beginner’s Guide
- Copper Stamping Explained
- Machining Tungsten: Beginner’s Guide
- Laser-cutting sheet metals
- Machining Basics
- Metal processing
Frequently Asked Questions (FAQ)
What is an adaptive tool path?
The adaptive tool path is a technique that maintains a constant chip load on the cutter throughout the cut. It alters the tool path with a slight fillet at the beginning and end of the cut to facilitate easy entry and removal of the tool from the workpiece.
What is the alternative to copper milling?
The best alternative to milling copper is using a fiber laser cutter and engraver. A fiber laser has a wavelength of 1060 nm, which is readily absorbed by copper. This gives the ability to use fiber laser for performing precise and intricate cuts on copper. In addition, since laser cutting and engraving is a non-contact process, there is no issue of copper sticking to the cutting tool.
Can we perform drilling operations on pure copper?
Yes, drilling operations can be performed on pure copper.
Drilling operation on pure copper faces similar issues as in milling, but due to less space for chip flow in the drilling process, the chip is more likely to get latched into the drill bits. This makes the process even more challenging than the milling of pure copper.