



Machining is the process of material removal to carve the desired shape out of the stock material.
Although there are various factors that govern a machining process, the depth of cut is an important factor that affects other machining parameters like chip load, speeds, and feeds.
Optimizing the depth of cut can be difficult, and many machinists rely on guesswork based on their experience.
However, in order to set the optimal depth of cut for your machining operation, it is important to understand what depth of cut actually is and how it affects your process.
This article provides a detailed guide on depth of cut in a machining process.
MellowPine is reader-supported. When you buy through links on my site, I may earn an affiliate commission at no extra cost to you.
What is Depth of Cut?
Depth of cut is a machining parameter that determines the depth at which the cutting tool plunges into the surface of the workpiece to remove material. Generally, a shallow depth of cut is recommended for finishing cuts, whereas a greater depth of cut is recommended for roughing cuts.
The optimal depth of cut for a machining process depends upon various factors such as type of material, type of endmill, type of machining operation, etc.
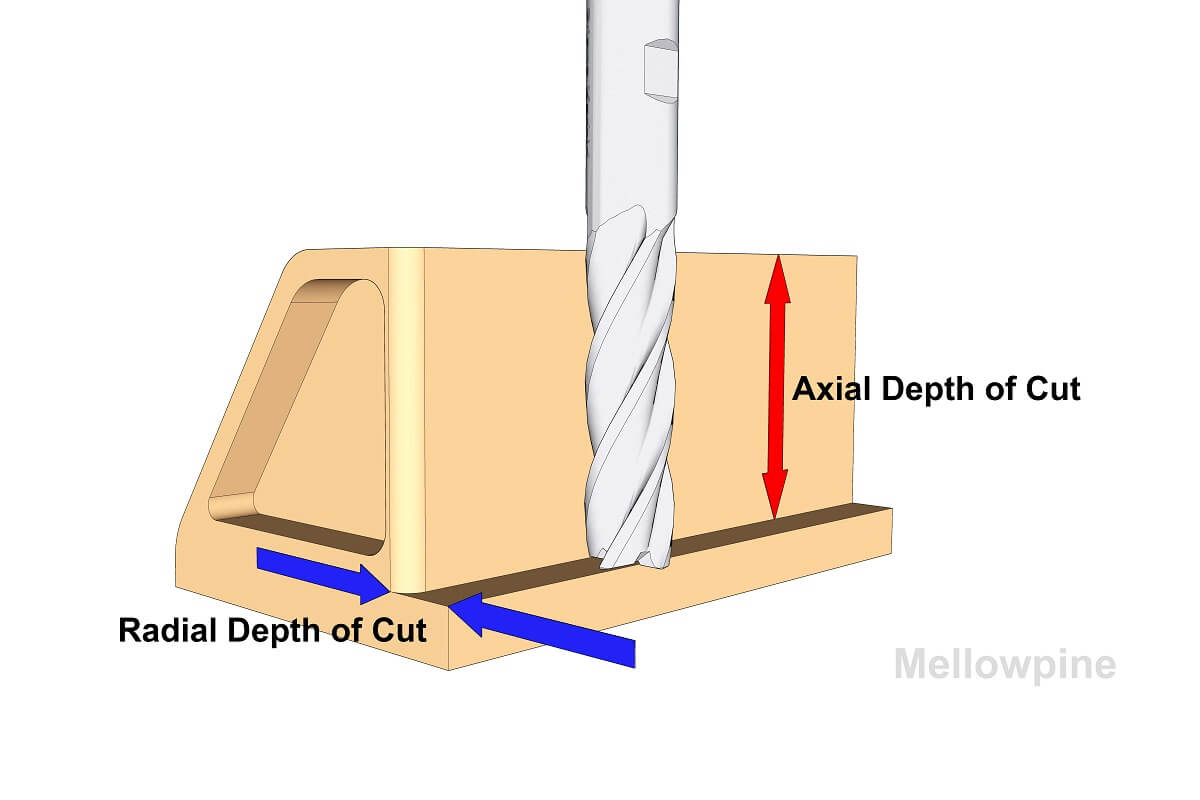
A typical end mill removes material from the side and along its end face.
Hence, there is a depth and a width of cut, and these parameters are generally known as axial depth of cut (ADOC) and radial depth of cut (RDOC), respectively.
During a milling operation, the axial depth of cut determines the height of the chips being removed, whereas the radial depth of cut determines chip thickness.
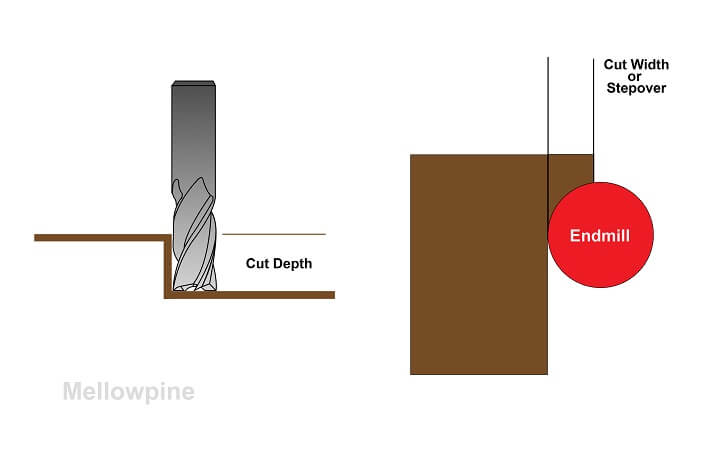
It must be noted that the radial depth of cut is also known as stepover, width of cut, or optimal load, and is generally measured in terms of the percentage of the tool diameter.
The depth of cut during a machining process determines the amount of material being removed, and the greater the volume of material removal, the greater will be the cutting force.
As a result, making a deep cut can result in intense tool wear and eventually snapping of the end mill.
Whereas, maintaining a very shallow depth of cut can result in brushing the high-speed rotating tool against the surface of the workpiece without removing a significant amount of material.
This brushing of the tool results in the generation of high frictional heat, which eventually results in work hardening of metal and enhances tool wear.
Therefore, it is important to maintain an optimal depth of cut, which removes the required material with minimal tool wear.
Although most CNC machinists stick to guesswork and experience, it is important to understand the scientific way of determining the optimal depth of cut and stepover.
Optimal Depth of Cut and Stepover for Milling Operations
Milling is a machining process in which a high-speed cutting tool plunges into the workpiece and removes the material.
There are two types of milling processes: Peripheral milling and slotting.
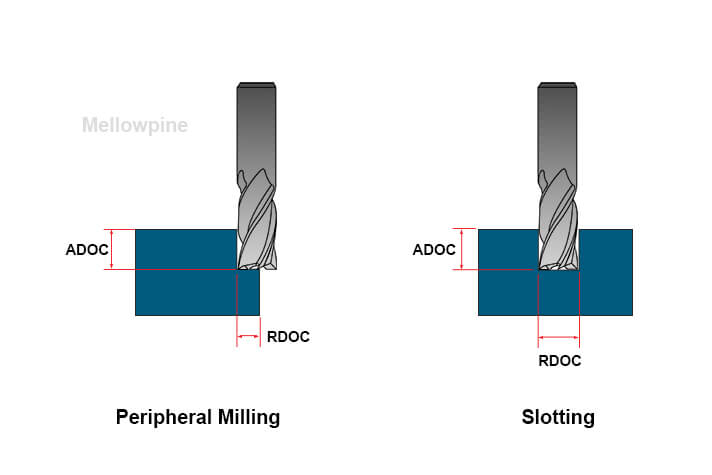
Peripheral milling is performed along the edge of the workpiece and therefore provides the ability to control both, the depth of cut and stepover of the process.
According to the traditional guesswork technique, shallow depths of cuts and around 100% stepover should produce the best material removal rate (MRR) for rough cuts.
However, practical implementation confirms that a greater depth of cut with around 30% stepover and a high feed rate improves the overall material removal rate while reducing tool wear. This technique is known as high-speed machining (HSM).
Besides that, reducing the stepover facilitates easy chip clearance, eliminating the risk of re-cutting the chips.
This enhances the surface finish and improves tool life by reducing tool deflection and chip load.
Furthermore, the easy clearance of chips also enables to perform peripheral milling of soft metals without the need for a CNC cutting fluid.
On the other hand, slot milling is the process in which the cutting tool plunges into the surface of the workpiece and removes the desired material.
Unlike peripheral milling, here, the entire diameter of the cutting tool is used for material removal, which increases the overall cutting force delivered to the material.
This increased cutting force results in deflection of the tool, thereby reducing the machining quality and advancing tool wear.
Therefore, it is recommended to use stub end mills to reduce tool stick out and thereby eliminate the scope for tool deflection.
Furthermore, using corner radius end mills (instead of square end mills) reduces the stress developed on the flutes of the cutting tool and enhances tool life.
However, using a corner radius end mill will result in a slight curving along the corners of the cut, and hence cannot be used where perfectly square profiles are required.
Machining Parameters Affected by Depth of Cut
The axial depth of cut (ADOC) and radial depth of cut (RDOC) directly affect various machining parameters like feed, speed, chip load, tool wear, etc.
Material Removal Rate (MRR)
The depth of cut and stepover directly affect the material removal rate of the process.
Plunging the tool completely inside the workpiece surface might result in the maximum material removal rate, whereas performing shallow cuts removes less material.
However, the material removal rate also depends upon the feed rate of the process, and increasing the depth of cut reduces the feed rate.
Therefore, it is important to set the optimal depth of cut which ensures an adequate feed rate to provide maximum material removal rate with desired surface finish.
Chip Load
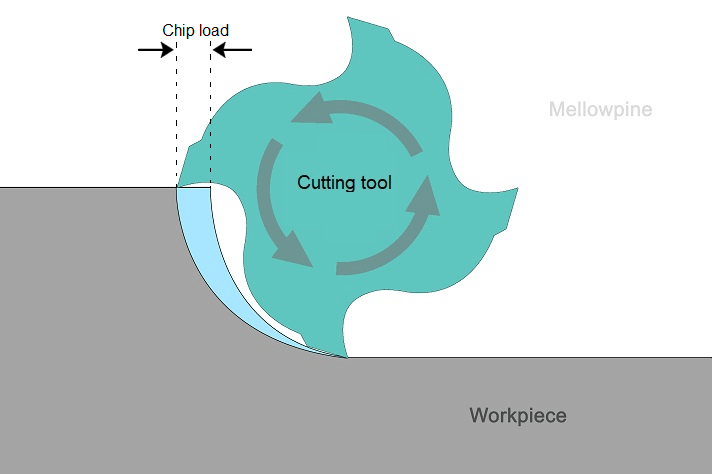
Chip load can be defined as the thickness of the chip removed by each flute during a cutting operation.
The depth of cut directly affects the chip load, and as the depth of cut increases, the load on the cutting tool increases, and therefore the optimal chip load value decreases.
Every tool manufacturer provides a chip load guide for the tool that provides the values of optimal chip load for a machining process, where the depth of cut is equal to the diameter of the cutting tool.
However, increasing the depth of cut to twice the tool diameter results in a roughly 25% decrease in the optimal chip load for that process.
It is advised to use a chip load calculator to identify the actual chip load for your setup and compare it with the optimal value provided by the manufacturer.
Speeds and Feeds
Although the depth of cut does not play an active role in determining the optimal speeds and feeds, it affects the chip clearance during the machining, which eventually affects the speeds and feeds of the process.
Increasing the RDOC and ADOC increases the size of the chip, thereby reducing the chip clearance during the process.
This poor clearance can result in the accumulation of chips in the cut profile, thereby reducing the optimal speed and feed to provide enough time for the clearance of chips.
Generally, it is recommended to use cutting fluid for easy chip clearance when performing deep cuts at high speeds and feed configurations.
Tool Deflection
Increasing the axial and radial depths of cut results in an increase in the overall cutting force.
The high force resists the advancing movement of the cutting tool, thereby deflecting it along its length.
This deflection results in poor dimensional accuracy of the cut and degrades tool life.
Spindle Power
As increasing the depth of cut increases the need for stronger cutting force, a powerful spindle is required to provide the required force and overcome the resistance to remove the material successfully.
Generally, desktop CNC routers have a relatively less powerful spindle, and therefore it is recommended to maintain a shallow depth of cut during the machining process.
Whereas CNC mills, on the other hand, are comparatively more powerful and can handle stronger cutting forces.
Heat Generation
The cutting action of the tool against the workpiece results in the generation of high frictional heat.
However, the chips generated during the cutting process help dissipate this heat away from the cutting area, thereby preventing damage to the cutting tool and workpiece.
A shallow depth of cut reduces chip thickness and eventually reduces their ability to carry the heat away from the cutting area.
Therefore, it is recommended to maintain an optimal depth of cut to ensure proper dissipation of heat.
Tool Wear
All the factors discussed above eventually affect tool life. Setting the optimal depth of cut, that satisfies all the above conditions will result in enhanced tool life.
For peripheral milling, increasing the axial depth of cut distributes the cutting force along a greater length of flutes, and therefore reduces the overall tool wear.
Therefore, it is recommended to use the entire length of flutes during a cutting process to improve tool life.
MRR Calculation
Material removal rate (MRR) determines the speed at which the cutting operation is executed, and the greater the MRR, the quicker will be the cycle time.
Although MRR can be calculated as a factor of the axial depth of cut, radial depth of cut, and feed rate, there are various other factors that determine the ability of a CNC machine to remove material.
A powerful CNC router capable of milling aluminum can provide a greater feed rate for machining softer materials like wood, facilitating faster MRR.
Based on the optimal feed rate and depth of cut, MRR can be calculated as follows:
Material Removal Rate (MRR) = Axial depth of cut (inches) x Radial depth of cut (inches) x Feed rate (IPM)
Frequently Asked Questions (FAQ)
Which cutting tool is best suitable for deep cuts?
A carbide end mill is recommended for deep cuts. It provides the strength and rigidity to deliver the strong cutting forces required to perform deep cuts, without damaging the cutting tool.
What is the depth of cut in lathe machining?
Lathe machines utilize single-point cutting tools, and therefore consist of radial depth of cut only. The depth of cut on a lathe machine is determined by the movement of the cutting tool along the X-axis.
Does the number of flutes of the cutting tool affect the optimal depth of cut?
The number of flutes of the cutting tool affects the optimal depth of cut for the process. A lower number of flutes facilitates easy chip clearance and therefore can handle a greater depth of cut, whereas a higher number of flutes provides poor chip clearance, which can lead to the lodging of chips in the flutes and damaging the cutting tool.