



Laser cutting is an effective way of producing high-precision, intricate cuts in metals.
Despite the high density and strength of metals, an appropriate laser can cut through them by vaporizing them almost instantly.
However, the ability of a laser to perform clean cuts with minimum cycle time is directly affected by the thickness and type of metal.
While some metals can be cut with a clean edge, others can throw some challenges which make them difficult to laser-cut.
This article provides a complete guide for laser cutting metal and discusses the challenges to be wary of during the process.
What’s in this article?
A laser cutter with a power rating of a few kilowatts (1-12kW) is recommended for industrial sheet-metal cutting applications. However, a 500W laser can be used for cutting thin metal workpieces for low-volume projects. Laser cutting is a quick and effective way of producing clean cuts in thin metal sheets.
Laser Cutting Metal

Laser cutting uses a high-energy laser beam to burn, melt and vaporize the metal to produce the desired cut.
The laser is passed through a focusing lens that converges it into a narrow beam, thereby increasing the energy density of the laser.
This concentrated laser heats the surface of the metal and raises the temperature high enough to produce the cut.
Metals are generally denser than non-metals, and a higher-powered laser is required to vaporize the material from the surface, which thereby increases the cost of laser cutter equipment.
However, the ability of a laser to heat the metal and produce the cut depends upon the type of laser being used.
The wavelength of a fiber laser (1060 nm) is readily absorbed by metals and is therefore considered the best option for laser cutting sheet metal.
Whereas CO2 lasers have a wavelength of 10,600 nm, which is not readily absorbed by metals, and a significant part of the energy is lost by reflection.
As a result, only a part of the laser energy is absorbed by the metal, which is not sufficient to raise the temperature high enough to vaporize the metal.
Nevertheless, high-powered CO2 lasers with high frequency are capable of laser cutting metal because the laser beams strike the surface of the metal at an extremely fast rate to overcome the energy lost by reflection.
When comparing fiber lasers with CO2 lasers, fiber lasers are better suitable for metal applications because of their high absorption rate and better ability to cut, mark and engrave metal surfaces.
Furthermore, diode lasers with a wavelength of 450 – 950 nm are readily absorbed by metal, but can a diode laser cut metal?
Yes, diode lasers are also suitable for cutting metal, but the low power output of diode lasers limits them from being used in metal industries.
Although recent developments have introduced high-powered industrial diode lasers that can perform clean cuts in metals, the technology is relatively new and not readily available.
When comparing fiber lasers with diode lasers, fiber lasers are readily available in higher power options, making them a better choice for metal cutting applications.
Therefore, fiber lasers, followed by high-powered CO2 lasers, are the preferable choice of lasers for applications involving metal cutting.
How to Laser Cut Metal

Laser cutting metal generally produces high-quality results with clean edges that do not require secondary finishing processes.
However, the reflective nature and high density of metals make them one of the most difficult materials to cut with a laser.
To overcome these challenges, you must use an appropriate laser with optimal settings for the metal to be cut.
Furthermore, the reflective nature of the metals can pose laser hazards as the stray laser radiation can enter the eye of the operator and cause severe damage.
Therefore it is strongly recommended to wear suitable laser safety glasses, follow the laser safety protocol, and maintain good process control to perform a safe and successful cut in metal.
Preparing the Design for Laser Cutting Metal
The design consists of a digital file representing the required cut in a graphical form.
When preparing the design, It is always recommended that the thickness of each design element must be greater than the thickness of the workpiece.
This ensures the structural integrity of the design and prevents it from crumbling.
Furthermore, it is advised to set the order of cuts in such a way that the design elements that are close to each other are not cut consecutively.
This reduces the heat-affected zone in a particular area and prevents the metal from overheating.
There are various free and paid laser software that can be used to prepare the design (CAD), convert the design into G-code (CAM), and interact with the laser cutter to set the laser parameters.
Setting the Parameters for Laser Cutting Metal
The optimal parameters for laser-cutting vary from one metal to another.
Therefore it is important to set the optimal parameters according to the metal used and maintain good process control to produce clean cuts with a high surface finish.
| Parameter | Recommendation |
|---|---|
| Type of Laser | Fiber laser or high powered CO2 laser |
| Laser Power | Above 500W |
| Cutting Speed | Slow cutting speed |
| Auxiliary Gas | Oxygen for faster cutting speed, Nitrogen for a cleaner cut |
| Exhaust System | Recommended |
| Laser Focus | Smallest spot size for high energy concentration |
Recommended parameters for laser cutting metals
Type of Metal
Laser cutting is a versatile technique that can be used for cutting various metals.
However, certain metals like aluminum, brass, copper, silver, and gold are more reflective than others, making them difficult to laser cut.
These metals require higher laser power than other metals and special equipment to detect the amount of reflected laser entering the laser head, as it can damage the laser equipment.
Laser Power for Cutting Metal
Power is one of the most important laser parameters that determine the ability of the laser to cut through different materials.
The higher the power, the higher the laser’s ability to perform clean cuts in different metals will be.
Generally, a laser power of a few kilowatts is recommended for efficient laser cutting of metals.
Industrial metal laser cutters suitable for large-scale businesses can have laser power ranging from 3 – 12 kW.
However, a fiber laser with a power rating above 500W can get you started on laser cutting thin sheets of metals in multiple passes.
A pulsed CO2 laser with a power rating of above 500W can generate high-energy pulses of laser with a power equivalent to a few kilowatts.
Therefore, a high-frequency pulsed CO2 laser can be used to laser cut certain metals at a much slower cutting speed than a fiber laser of the same caliber.
However, when laser cutting highly reflective metals, a fiber laser is a preferred choice of laser because of its high energy absorption compatibility with metals.
The highly reflective nature of gold and silver makes them difficult to cut even by a pulsed CO2 laser or a standard fiber laser.
Therefore, a pulsed fiber laser is used for cutting/engraving gold and silver for making jewelry items.
Cutting Speed for Laser Cutting Metal
The cutting speed for a laser cutting process depends upon two main factors: laser power and thickness of the material.
A high-powered laser can cut through relatively thicker metals, but it can also perform cuts in thin metal sheets at a faster speed.
The higher the power of a laser, the faster it can cut through a thin workpiece.
Furthermore, thick metal requires more laser energy to be cut. As a result, the cutting speed of the laser decreases as the thickness of the metal increases.
Slowing down the cutting process increases the dwell time of the laser, which in turn increases the amount of energy absorbed by the metal and generates more heat to vaporize it.
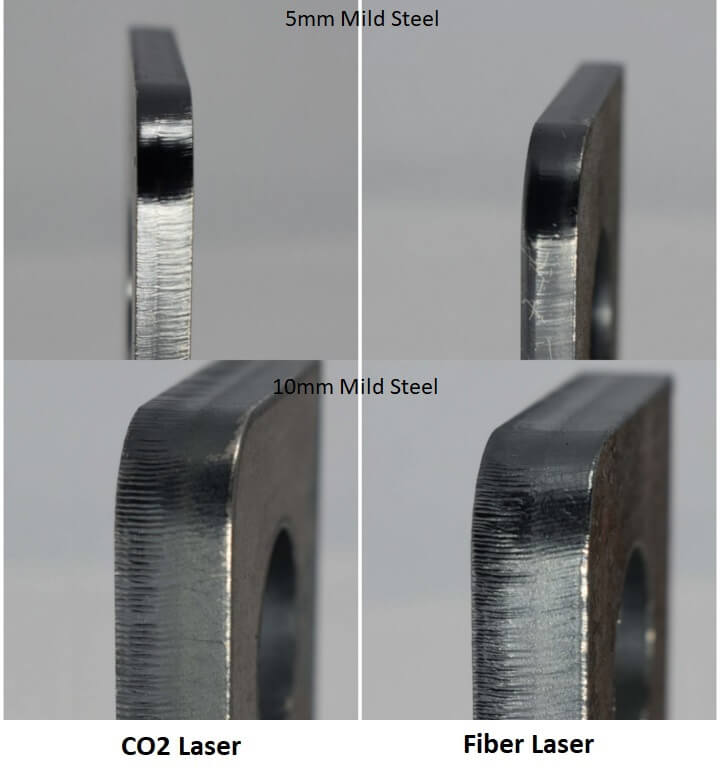
Generally, fiber lasers can cut through thin metals at a faster speed than a CO2 laser, but as the thickness of the metal increases, the ability of CO2 lasers to cut through metal increases.
Therefore, CO2 lasers are recommended for cutting thick metals (above 0.3″ for stainless steel and above 0.5″ for mild steel).
The power and speed configurations for different thicknesses of some of the most commonly laser-cut metals are given in the table below.
| Material (Thickness in inches) | 6kW Fiber Laser Cutting speed (ipm) | 6kW CO2 Laser Cutting speed (ipm) |
|---|---|---|
| Aluminum (0.12) | 450 | 200 |
| Aluminum (0.20) | 150 | 80 |
| Mild Steel (0.20) | 165 | 150 |
| Stainless Steel (0.20) | 236 | 106 |
| Mild Steel (0.40) | 80 | 75 |
| Stainless Steel (0.40) | 51 | 60 |
Cutting speed of a 6kW fiber and CO2 laser on different metals
Apart from showcasing the cutting speeds for different metals, the table also depicts the drop in the cutting speed for aluminum compared to other, less reflective metals.
Auxiliary Gas
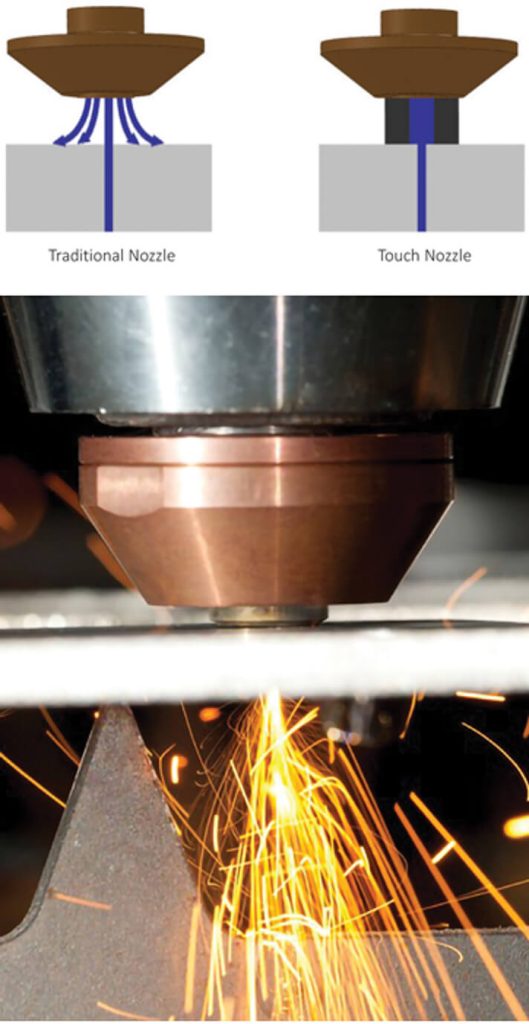
Auxiliary gas-assist plays a vital role in laser cutting metals.
It directs a stream of compressed gas towards the cutting area and protects the focusing lens from the debris of hot molten metal while keeping the temperature under control.
The auxiliary gas assist also blows the molten metal out of the kerf and improves the speed and quality of the cut.
New nozzle technologies, such as the touch nozzle improves the delivery of the auxiliary gas and enhances productivity.
It reduces the wastage of auxiliary gas and produces cleaner cuts with a faster cutting speed.
Generally, three types of auxiliary gases are used for laser cutting metal: Oxygen, nitrogen, and air.
Air is the cheapest auxiliary gas that can protect the focusing lens from damage but does not significantly affect the quality of the laser cut metal.
Oxygen improves the cutting speed as it facilitates combustion and speeds up the vaporization of the metal.
However, the oxidizing properties of oxygen can result in an oxide layer formation which reduces the quality of the cut and might require finishing the workpiece by sanding, grinding, etc.
This property makes it unsuitable for laser cutting highly reactive metals, such as aluminum and copper, that readily react with oxygen.
Unlike oxygen, nitrogen does not facilitate the combustion process, but it enhances the quality of the cut by blowing the molten metal from the kerf without oxidizing the metal.

Nitrogen assist provides the best quality cuts and can be used for all metals, but the lower cost of oxygen makes it the popular choice for laser cutting of metals, such as mild steel, galvanized plate, etc., that are less vulnerable to oxidization.
Exhaust System
Laser cutting involves burning and melting the material, which produces smoke.
While some metals generate minimal smoke when laser cut, others produce heavy smoke.
Nevertheless, this smoke can be harmful to the operator as it can cause nausea and irritation to the lungs.
This smoke can also affect the quality of the cut by diffusing the laser and reducing its ability to vaporize the metal.
Therefore it is strongly recommended to use a good exhaust system for proper disposal of the harmful fumes away from the operator and the workpiece.
Laser Focus
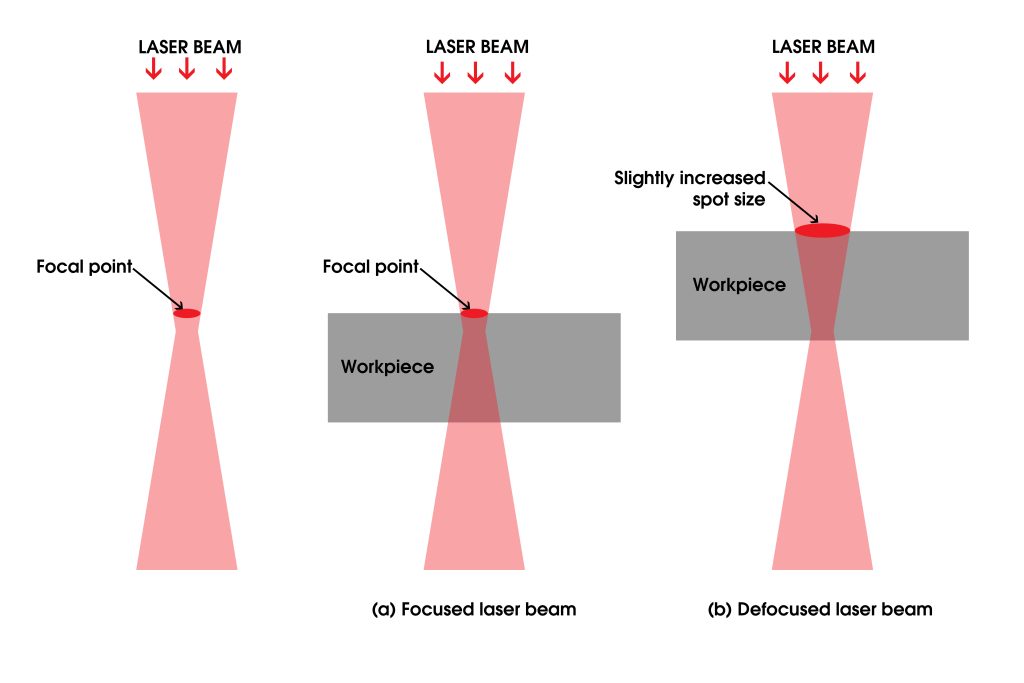
Laser focus plays an important role in producing a good quality cut as it directly affects the kerf width and heat-affected zone.
Generally, focusing the laser on the surface of the metal gives the best results, but when cutting thick metal, it is recommended to defocus the laser and set the new focus at 1/3rd of the thickness of the workpiece.
The beam of fiber lasers can be converged into a finer spot than CO2 lasers, which results in a higher energy density of the laser and produces finer cuts.
However, a finer cut reduces the kerf width, thereby making it difficult for the auxiliary gas to blow the molten metal out of the narrow kerf.
Therefore, higher auxiliary gas pressure is required for cutting metal with a fiber laser than a CO2 laser.
This increases the amount of gas used during the process and results in a higher operational cost for a fiber laser than a CO2 laser.
Apart from the laser focus, the alignment of the beam delivery system also plays a crucial role in making a clean cut.
A misaligned laser can result in a larger spot size. This increases the heat-affected zone and degrades the quality of the cut by overheating the metal.
Rectifying the misalignment is more complicated in CO2 lasers as the beam delivery system consists of at least three mirrors that need to be perfectly aligned.
Performing Test Runs for Laser Cutting Metal
The optimal laser parameters for laser cutting metals vary from one setup to another.
Therefore it is always advised to perform test runs on a scrap piece of the same metal before performing the actual cut on the workpiece.
Test runs help to understand the behavior of the material when processed under a laser and find the best combination of power, speed, and laser focus to produce the desired cut.
Certain metal workpieces can be extremely costly. Perfecting the results by performing test runs minimizes the chances of error and helps you produce perfect results on the actual workpiece.
Making the Cut
After selecting the appropriate laser and performing the test runs, you can begin the cut.
It is strongly recommended to keep an eye on the laser cutting process and monitor any unwanted behavior of the process to prevent accidents.
Although metal workpiece is less likely to catch fire, the reflected lasers can cause fire hazards by bouncing off the surface and coming in contact with flammable material.
Therefore it is advised to keep the auxiliary gas tanks away from the laser cutter, preferably in a flame-proof container.
After completing the cutting process, inspect the workpiece for sharp edges and perform a finishing process, such as grinding to improve the surface finish of the cut.
Laser Engraving Metal

Apart from performing through cuts, a laser cutter can also be used to engrave metal surfaces.
The main difference between a laser cutter and a laser engraver is the maximum depth of cut that it can make in the material.
Generally, a good metal laser engraver can remove the material from the surface of the metal workpiece up to a maximum depth of around 0.01″ (~0.25mm).
Although the principle of laser engraving is similar to the cutting process, there are some differences between the parameters.
Type of Laser
Laser engraving generally requires lower laser power when compared to laser cutting, and a fiber laser is best suitable for laser engraving metals.
Moreover, a MOPA fiber laser can produce colored engraving on metals like aluminum, stainless steel, and titanium.

Although a high-powered CO2 laser can perform through cuts, it is not recommended for marking or engraving metal.
The energy of a diode laser is readily absorbed by metals, which makes them suitable for laser engraving metals.
However, the low power of diode lasers is more suitable for laser engraving anodized aluminum and other special metals like laserable brass.
A CO2 laser can be used for laser etching metals by applying laser marking ink over the surface of the metal to be engraved.
Air Assist
The air assist is used to blow the molten metal out of the kerf, thereby improving the cutting speed and enhancing the quality of the cut.
Using oxygen gas increases the cutting speed but can result in poor surface finish due to excessive heat generation.
On the other hand, nitrogen is considered to make a cooler cut while enhancing the cutting speed by blowing the molten metal out of the kerf.
Therefore, nitrogen assist is recommended for laser engraving metal as it produces a clean cut with a high surface finish.
However, it can result in a sputter of the molten metal over the surface of the engraving.
This sputter degrades the engraving quality and requires finishing by sanding or brushing to clean the engraved surface.
Laser Focus
When laser engraving metal, it is recommended to maintain a small spot size as it enables to make intricate engravings with a good surface finish.
However, when engraving curved surfaces, it is advised to identify the lowest and the highest edges of the workpiece and adjust the laser focus so that the focal point lies in the middle of the distance between two edges.
Furthermore, if your requirement involves frequent engraving of curved surfaces, it is recommended to use a rotary attachment.
Advantages of Laser Cutting Metal
Laser cutting offers various advantages over traditional metal cutting techniques, which adds to its increasing popularity in the sheet metal business.
Non-contact Process
Laser cutting is a non-contact process in which a high-energy laser burns, melts, and vaporizes the metal surface to produce the desired cut.
This eliminates the risk of producing unwanted mechanical stress in the workpiece.
Furthermore, a strong cutting force is applied to the metal during traditional cutting techniques, which requires firm clamping of the workpiece.
This clamping can produce unwanted stress and deform the workpiece, especially ductile metals like aluminum and brass.
The non-contact nature of laser cutting eliminates the need to clamp the workpiece firmly on the work table, thereby reducing the risk of deforming it.
Quality

Laser cutting is well known for its high-quality cuts with narrow kerf width.
Unlike traditional cutting processes that are prone to producing burrs along the edge of the cut, laser cutting produces a clean surface with minimal surface defects.
Furthermore, the high accuracy and precision of laser cutters make them ideal for performing intricate cuts in metals.
Speed and Repeatability
Laser cutting uses a highly focused laser beam capable of vaporizing the metal almost instantly.
This results in high-quality cuts with minimum cycle time, making laser cutting ideal for large-scale industries where time is a precious asset.
Furthermore, laser cutters are CNC machines that offer a high repeatability index of around ±0.0005 inches.
This means that it can replicate the cut precisely and produce similar items every single time.
The combination of high speed and high repeatability makes laser cutting one of the most popular and successful machining techniques in the sheet metal industry.
Challenges in Laser Cutting Metal
Despite being one of the best metal cutting techniques, you need to be wary of some challenges associated with laser cutting metal.
High Initial Cost
Although laser cutting offers various advantages over the traditional cutting processes, the high initial cost of the equipment limits it from being used by small-scale businesses.
Laser cutting metal generally requires a fiber laser cutter, which is comparatively more costly than a CO2 laser.
Moreover, the use of auxiliary gas (oxygen or nitrogen) for laser-cutting metal further increases the cost of the equipment.
Reflective Nature of Metals
The reflective nature of metals results in the loss of laser energy in the form of reflected laser beams.
As a result, a higher power laser is required to cut metal workpieces.
It must be noted that using masking tape to cover the reflective surface of metal does not prevent the laser from being reflected.
This is because the primary source of reflection is the shiny molten pool formed during the laser cutting process.
Apart from reducing the efficiency of the laser cutter, these reflected beams can be hazardous.
These beams can cause severe injuries if they come in direct contact with the eye of the operator.
Furthermore, it also increases the risk of fire hazards as these beams can bounce off the metal workpiece and strike a flammable material like the auxiliary gas tank.
Thickness of the Workpiece
Laser cutting metal produces high-quality results with quick cycle time.
However, as the thickness of the metal increases, the ability of the laser to perform clean cuts decreases.
For example, a 6kW laser can cut stainless steel with a maximum thickness of around 2.75″, whereas, for carbon steel, the maximum thickness that a 6kW laser can cut is around 1.65″.
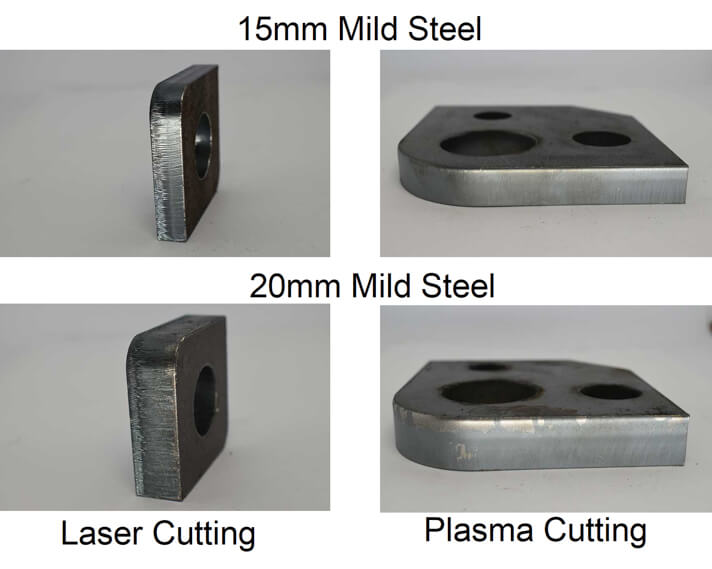
Although using high-pressure auxiliary gas can enhance the ability of the laser to cut thick metals, the quality of cuts produced in thick metals by plasma cutting is far superior to laser cutting.
Therefore, when comparing plasma cutting with laser cutting, laser cutting is best suitable for thin metal sheets but plasma cutting provides cleaner cuts in thick workpieces.
Best Laser Cutters for Metals
Kern FiberCell
FiberCell from Kern is a powerful laser cutter that houses a 0.5kW – 3kW ytterbium fiber laser, capable of cutting and engraving metals of various thicknesses.
It is an industrial laser cutter that offers a work area of 52″ x 50″ and has a footprint of around 74″ x 85″ x 75″.
The powerful laser module combined with high repeatability index of around 0.0016 inches per minute makes FiberCell ideal for large-scale industries.
It is a feature-rich laser cutter that comes with an in-build exhaust system and a chiller that enables long operating hours without overheating.
Furthermore, the standard kit of Kern FiberCell also includes a monitor with a computer system and an adjustable monitor arm on the front of the laser cutter.
This provides easy access to control the laser cutting process and improves productivity.
The class 2 safety enclosure and other safety features such as an emergency stop button and interlock safety feature make it safe to use even on busy shop floors.
Kern LaserCell
LaserCell is yet another powerful laser cutter from Kern that houses a CO2 laser with power options ranging from 100W to 650W.
It has a footprint of around 74″ x 87″ x 53″ and provides a work area of 52″ x 50″ with an additional feature to include sliding doors on the front and back for easy loading and unloading of heavy workpieces.
The Super Pulsed technology developed by Kern enables the LaserCell to perform clean cuts in dense and highly reflective metals.
It has a vacuum work bed that facilitates laying the workpiece flat on the work table and also acts as the fume extractor.
Kern lasers include a monitor and a computer system in all of their standard models.
Furthermore, the in-built chiller keeps the machine from overheating and its multiple safety features, such as a safety enclosure, emergency stop button, etc., make it safe to operate.
FSL MC Flat Bed Fiber Laser

The MC-series is a large size industrial fiber laser that has a footprint of around 173″ x 90″ x 55″ and offers a work area of 4′ x 8′ (48″ x 96″).
It houses a fiber laser with power options ranging from 200W to 2kW that can cut and engrave various metals.
The narrow kerf width of around 0.001″ makes it ideal for performing intricate cuts with high precision.
It offers a maximum cutting speed of 984 inches per minute (25 m/min) with a positional accuracy of around ±0.03mm and high repeatability (±0.02mm).
All these features, combined with the powerful laser module and inbuilt cooling system, make MC-series an excellent metal cutting machine for large-scale industries.
| Material | Max. cutting thickness | Max. cutting speed |
|---|---|---|
| Carbon Steel | 0.23″ (6 mm) | 31 ipm |
| Stainless Steel | 0.12″ (3mm) | 59 ipm |
| Galvanized plate | 0.12″ (3mm) | 39 ipm |
| Aluminum | 0.12″ (3mm) | 31 ipm |
| Copper | 0.08″ (2mm) | 31 ipm |
Metal cutting ability of Full Spectrum MC-series laser cutter
Online Laser Services for Metal Cutting
Laser cutting metal requires high-powered lasers and suitable auxiliary gas which can be quite expensive.
If you are a DIY enthusiast or a small-scale business that occasionally requires laser-cut metal parts, you can rely on outsourcing the job.
There are various online laser service providers who take in your requirements and deliver the finished metal product to your doorstep.
Here is a list of some of the popular laser service providers that offer metal cutting services in the US.
Final Thoughts
Laser cutting is an effective way of producing intricate cuts in thin sheets of metals with minimum cycle time.
A fiber laser produces the best results when cutting thin sheets of metals, and a CO2 laser is recommended for cutting comparatively thicker workpieces.
Furthermore, a fiber laser can be used for engraving various metals, and using a MOPA fiber laser enables to perform color laser engraving.
However, laser cutting is not recommended for thick workpieces because, as the thickness of the metal increases, the cutting speed decreases.
This results in excess heat generation around the cutting area, which degrades the quality of the cut and damages the workpiece.
Laser Cutting Guides for Different Materials
Check out these guides on laser cutting and engraving some popular materials.
| Material | Link to Guide |
|---|---|
| Paper | Laser Cutting Paper |
| Acrylic | Laser Cutting and Engraving Acrylic |
| Aluminum | Laser Cutting and Engraving Aluminum |
| Leather | Laser Cutting and Engraving Leather |
| Plastic | Laser Cutting and Engraving Plastic |
| Polypropylene | Laser cutting polypropylene |
| Brass | Laser Engraving Brass |
| Felt | Laser Cutting Felt |
| Fabric | Laser Cutting Fabric |
| Foam | Laser Cutting Foam |
| Plywood | Laser Cutting Plywood |
| Glass (cutting) | Laser Cutting Glass |
| Glass (engraving) | Laser Etching and Engraving Glass |
| Wood (cutting) | Laser Cutting Wood |
| Wood (engraving) | Wood Laser Engraving |
| Granite | Laser Engraving Granite |
| Vinyl | Laser Cutting Vinyl |
| Food | Laser Engraving Food |
Laser Cutting Guides for other Materials
Frequently Asked Questions (FAQ)
Can a diode laser cut thin sheets of metal?
Yes, a diode laser can cut very thin metal sheets in multiple passes. However, performing too many passes increases the kerf width, reducing the precision of the cut and affecting the quality due to overheating the material.
Does laser cutting metal produce harmful fumes?
Yes, laser cutting metal produces harmful fumes that can cause irritation to the eyes and respiratory system. Certain metals like stainless steel contain chromium as an alloying element. Burning and vaporization of chromium can produce cancer-causing fumes that can damage the eyes and throat.
Therefore, it is strongly recommended to use a good exhaust system when laser cutting metals.
How much does a laser cutter for metal cost?
A laser cutter for metal starts at around $8000 and goes up to around $300,000. The low-cost laser cutters are more suitable for DIY enthusiasts who work with very thin metal workpieces and low-volume projects. However, for commercial applications, a good quality laser cutter will cost upwards of $20,000.