



If you are planning to laser cut wood, you must know that it can pose a few challenges.
To overcome those challenges, it is important to select the right tool and set optimal laser settings.
In this article, I discuss wood laser cutting in detail and help you understand everything you need to know.
MellowPine is reader-supported. When you buy through links on my site, I may earn an affiliate commission at no extra cost to you.
Laser Cutting Wood – The Basics
Wood is a naturally occurring organic material that you can cut easily with a laser. Being an organic material, it brings along some challenges to the table.
The quality of laser cut on wood will depend on its thickness, density, resin content, color, texture, and moisture. In addition, their heartwood, sapwood, earlywood, and latewood versions behave differently when laser cut.
It simply means that different wood workpieces give different results on a laser. So, it would be best to spend some time testing and finding the proper settings for your application.
The best and most commonly used wood for laser cutting are balsa, alder, basswood, poplar, cedar, pine, oak, walnut, mahogany, cherry, maple, birch, multiplex, cork, and laminated wood.
You can use a 10W diode laser for most hobby and DIY projects, but for large volume professional projects, a CO2 laser will be the best choice.
How to Laser Cut Wood – Steps
Step 1: Create the Design
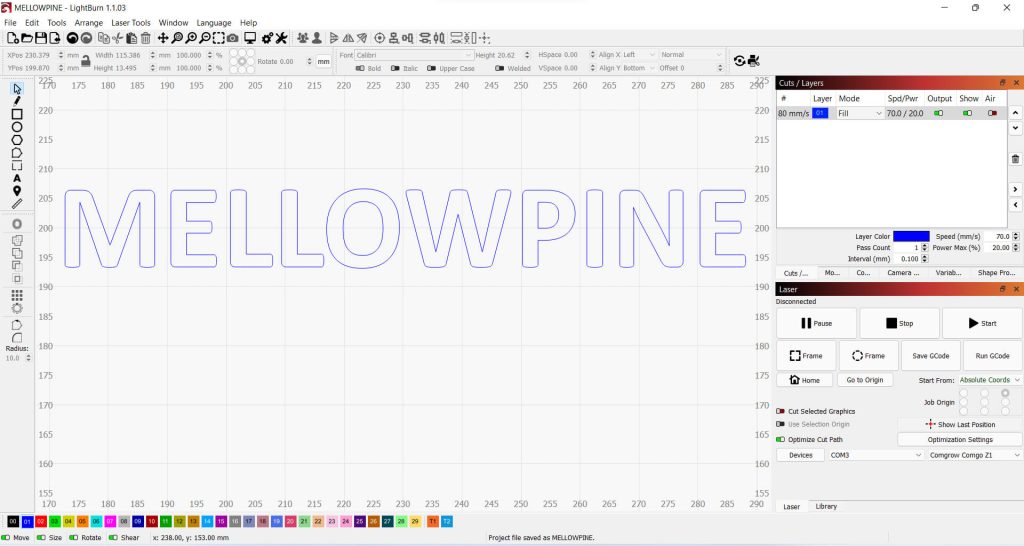
When preparing the design for laser cutting wood, the primary thing to consider is the thickness of the wood and the laser power of your machine.
Cutting intricate details in thick wood using a low-powered laser can be challenging, as performing multiple passes increases the kerf width, thereby overburning or weakening intricate details.
Furthermore, when performing continuous multiple passes over an intricate detail, the laser can increase the heat in a localized area and set the workpiece on fire.
So, to avoid such incidents, it is preferable to allow the laser to perform one pass over the entire design and then perform the next pass, allowing the workpiece to cool down in between.
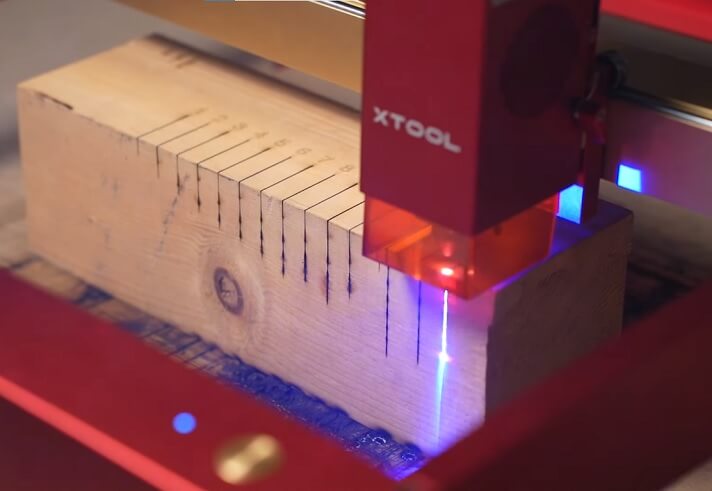
Step 2: Perform Test Runs

Wood is a natural material, which means the structure of each type of wood varies from the other.
Therefore, it is always advised to perform test runs when working with a different type of wood.
Apart from that, the results can also vary within the different batches of the same wood due to the difference in their grain structure, sap content, and moisture.
While you can refer to videos and guides for tested laser parameters for different types of wood, each setup varies from the other, so it is advised to use those values as a reference to perform your own test runs.
Generally, it is recommended to start with the lowest recommended setting and slowly work your way up until you get the best results.
Step 3: Set Optimal Laser Parameters
| Parameter | Recommendation |
|---|---|
| Type of laser | CO2 or diode laser |
| Laser power | 10W diode laser for up to 6mm thick wood 40W CO2 laser for professional projects |
| Cutting Speed | Varies for different types of wood (Sample tests are recommended) |
| Spot size | As small as possible |
| Air assist | A high-pressure air assist is recommended |
| Work table | Honeycomb or Pin table to avoid smoke stains on the back |
| Exhaust system | Required as smoke is generated from wood |
Recommended parameters for laser cutting wood
1. Laser Power and Cutting Speed
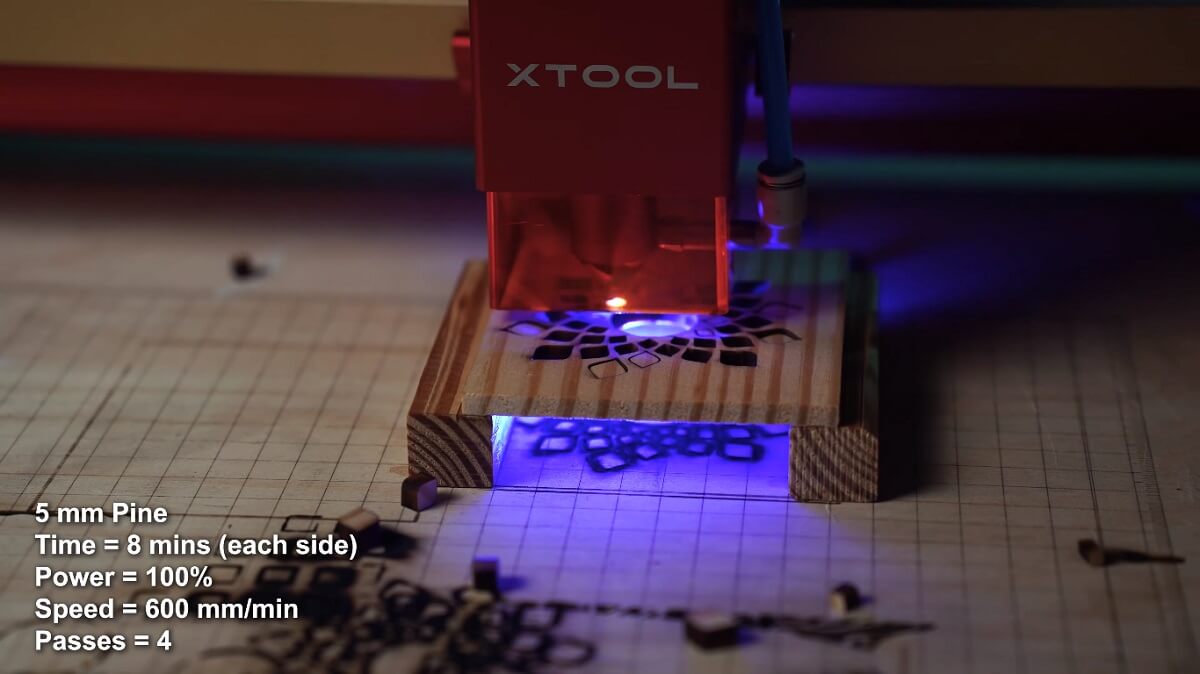
With my 20W xTool D1 Pro diode laser, I was able to make clean cuts in 5mm thick pine wood at 600 mm/min using 4 passes.
Meanwhile, with its 40W module, I was able to make 40mm deep cuts in pine at 300 mm/min speed using 100% power and 30 psi air assist in 11 passes.
In contrast, a 10W diode laser can cut up to 6mm thick pine at 300 mm/min and 100% power in 6 passes.
For professional applications, a 40W CO2 laser is recommended.
I was able to make clean cuts in 18mm thick oak wood in one pass at 2mm/s speed and 100% power using my 55W xTool P2 CO2 laser.
On the other hand, fiber laser are not so good when working with wood, as they have a poor absorption rate on wood, which causes irregular burn marks and uneven cuts.
2. Adjust Laser Focus
A small beam spot can generate the highest energy density, allowing the laser to cut easily through the wood, and since all the energy is focused on a single spot, you will be able to cut thick wood pieces.
For CO2 lasers, where you can swap the lens, it is preferable to use a lens with a long depth of field when cutting thick wooden workpieces.
These lenses allow the laser to retain its tight focal point over the depth of the workpiece, producing clean cuts.
However, for diode lasers with fixed focus, it is preferable to make the cut in multiple passes while adjusting the laser after each pass to account for the increased depth.
3. Use Air Assist and Exhaust
When laser cut, wood vaporizes and leaves behind ash. This ash can accumulate in the kerf and reduce the ability of the laser to make clean cuts.
So, using an air assist allows you to blow the ask away and thereby facilitates faster and cleaner cuts.
On the other hand, wood with high sap content produces harmful fumes when laser-cut. An exhaust system will help remove all the smoke trapped in the work area.
Sometimes doing multiple passes on thick wood also causes smoke. It is better to have an air assist and exhaust running together on such jobs.
Step 4: Make the Cut

After ensuring the proper design and laser parameters, you can execute the cut.
However, wood is a flammable material and can easily catch fire.
So, it is strongly recommended to monitor the laser throughout the process to ensure safety
Challenges in Laser Cutting Wood
1. Edge Burns and Smoke Stains

When wood is laser-cut, it leaves behind a burned edge, which is problematic in most applications.
To reduce charring effects, you will need to use an air assist with a high-pressure air compressor.
While using air assist also reduces smoke stains, it is preferable to use a honeycomb bed or pin table to reduce charring on the back of the workpiece.
When cut at low speed, the char development will be high. However, a proper speed only produces minimum charr, and to find that, you will have to do test cuts.
2. Toxic Fumes
Fumes from cutting some engineered wood will have chemical compounds that are toxic when inhaled for a long time. An exhaust system will help timely remove them.
Otherwise, the fumes will also block the laser path, reduce the laser intensity, and causes uneven cuts.
Laser Cutting and Engraving Other Materials
Following are some detailed guides on laser cutting more materials.
| Material | Link to Guide |
|---|---|
| Paper | Laser Cutting Paper |
| Acrylic | Laser Cutting and Engraving Acrylic |
| Aluminum | Laser Cutting and Engraving Aluminum |
| Leather | Laser Cutting and Engraving Leather |
| Plastic | Laser Cutting and Engraving Plastic |
| Polypropylene | Laser cutting polypropylene |
| Brass | Laser Engraving Brass |
| Felt | Laser Cutting Felt |
| Fabric | Laser Cutting Fabric |
| Foam | Laser Cutting Foam |
| Plywood | Laser Cutting Plywood |
| Glass (cutting) | Laser Cutting Glass |
| Glass (engraving) | Laser Etching and Engraving Glass |
| Wood (cutting) | Laser Cutting Wood |
| Wood (engraving) | Wood Laser Engraving |
| Granite | Laser Engraving Granite |
| Vinyl | Laser Cutting Vinyl |
| Food | Laser Engraving Food |
Laser Cutting Guides for other Materials
Frequently Asked Questions
Is MDF good for laser cutting?
MDF is not a good option for laser cutting. Manufacturers use urea-formaldehyde to glue together different layers of MDF. When laser-cut, they may release hazardous formaldehyde gas. Laser MDFs are a better alternative to general-purpose MDFs during laser cutting. Laser MDFs are specially crafted to be cut and engraved using a laser.
What wood can you laser-cut?
You can easily laser-cut most wood with low grain density and thickness. Alder, balsa, basswood, birch laser plywood, poplar, cedar, and pinewood are some of the best options for laser cutting.
How to make laser-wood cutouts?
To make laser-wood cutouts, first, you need to design the shape you want to cut out using any CAD software of your choice. Then choose the suitable wood for your project and cross verify if it can be cut using your laser. Once everything is ready, you can load your design to the laser software to cut. You can try many different wood projects with a laser cutter or engraver.
What’s the best laser engraving for wood?
The best laser for laser engraving wood is a diode laser (810 – 1064 nm) with a power of 15W or 20W. They are a good option if your application only requires engraving text, logos, and designs on wood, they are also more affordable than CO2 and fiber lasers.