



Finding it hard to pinpoint the laser settings for a job? Wondering how to calibrate your laser for a clear engraving or a char-free cut?
It’s common for anyone starting with lasers to ask these questions.
I’m Unni, and I’m a laser engraving expert. I’ve played around for thousands of hours with laser machines over the years.
In this guide, I will explain how I do power testing and calibration to achieve precise and accurate results each time.
Why Should You use Different Laser Settings for Various Materials?
Different materials have different properties that affect how the laser beam interacts with them. This is why different powers and speeds are required for various materials.
The more power the laser has, the more heat it will transfer and the faster it will cut through the material. However, too much power can damage the material or cause it to burn.
Also, the speed of the laser beam determines how long it is in contact with the material.
The slower the laser beam travels, the more time it has to transfer heat to the material and the deeper the cut will be.
In general, harder materials require more power to cut or engrave, while softer materials require less power.
Also, materials like metals with a higher heat conductivity will require a faster speed to prevent heat buildup, which can cause metal sheets to warp.
So it is always a good idea to test different power and speed settings on a scrap piece of material before cutting or engraving your project.

Let’s now see how to get started with power tests.
Do you have a Starting Point for your Laser Settings?
Getting started can be a bit tricky if you don’t have a starting value for power and speed settings.
To save time on trial and error, I recommend you search the web for recommended settings for your laser and material type.
This could be from your laser machine brand or other experienced users.
You can also check out our laser cutting thickness and speed chart to see the laser settings for some of the common materials.
You can also find some reference settings from the following articles,
| Material | Link to Guide |
|---|---|
| Paper | Laser Cutting Paper |
| Aluminum | Laser Cutting and Engraving Aluminum |
| Leather | Laser Cutting and Engraving Leather |
| Plastic | Laser Cutting and Engraving Plastic |
| Polypropylene | Laser cutting polypropylene |
| Brass | Laser Engraving Brass |
| Fabric | Laser Cutting Fabric |
| Foam | Laser Cutting Foam |
| Plywood | Laser Cutting Plywood |
| Glass | Laser Cutting Glass |
| Vinyl | Laser Cutting Vinyl |
| Food | Laser Engraving Food |
| Acrylic | Laser Cutting Acrylic |
Laser cutting guides for different materials
What if you are not able to find the reference settings?
If you cannot find any speed and power settings to use as a baseline for your laser and material, you’ll have to do more testing to determine the suitable values.
I recommend trying out a wide range of power and speed combinations to increase your chances of finding the right setting.
I’ll explain more about it when setting up the test file in LightBurn.
Found reference settings from some other source? Do this next
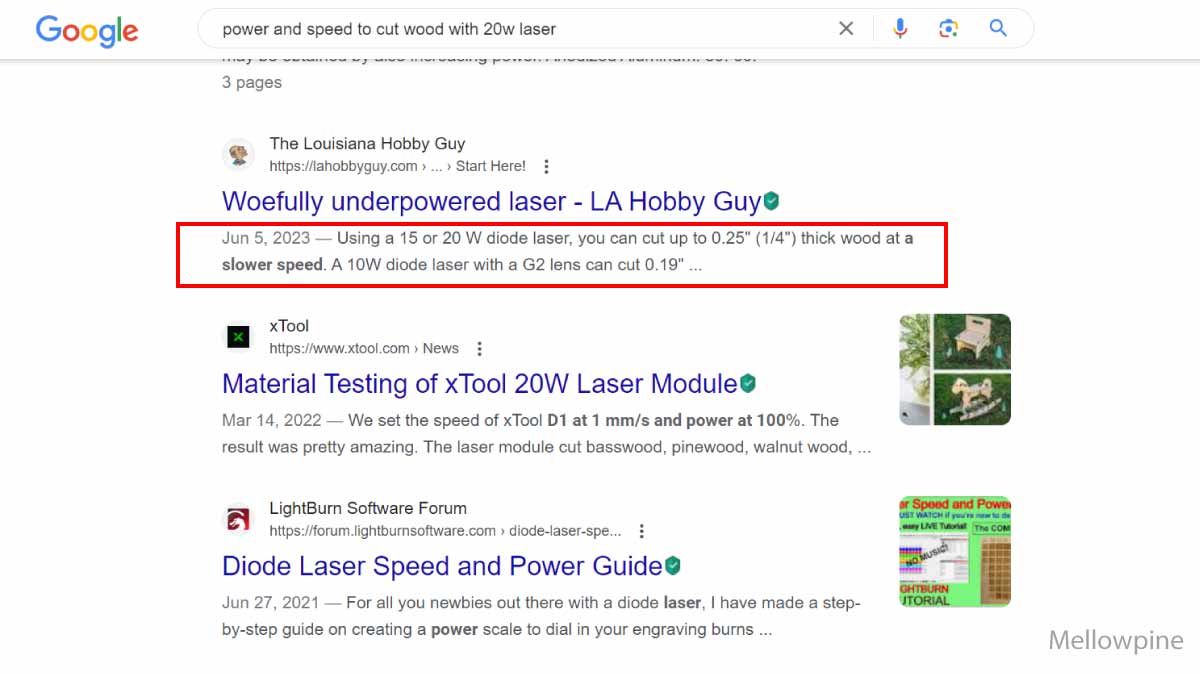
If you have found the settings someone has used on their machine, you can take those values and convert them based on your machine’s maximum power output.
You can then use these converted speed and power values on your machine to achieve a similar result.
For example, say you found out the speed and power someone uses on their 40W laser machine for a particular engraving job.
They set it at 50% power and a speed of 1,000 mm/s for a particular material. This essentially means they are effectively using 20W of power.
Now, if you only have a 20W laser machine, you could run it at 100% power and the same speed (1,000 mm/s) to achieve results similar to their 40W machine.
Here, the power-percentage relationship is more straightforward, making it easy to replicate the settings for this specific engraving job.
Now, consider another scenario where, for a different job, the 40W laser is set at 60% power and 1,000 mm/s speed, giving an effective power of 24W.
But for your 20W laser, it is impossible to generate 24W power.
So, how do we go about this?
Well, in such cases, you will have to lower the speed to replicate the same result.
But by how much?
To find out, you calculate how much 20W is out of 24W, which is 20/24 = 5/6.
This means you need to use 5/6 of the speed that the 40W machine was using. So, it’s 5/6 x 1000 = 833, that is 833 mm/s speed.
This adjustment is crucial because your 20W machine can’t match the power of the 40W machine.
Slowing down the speed allows the lower-powered laser to spend more time on each spot, compensating for the reduced power output and achieving a similar result.
I created the following laser settings converter to translate settings from one laser machine to another.
It converts speed and power percent values based on the maximum power of your laser.
Laser Settings Converter
Note that this converter works best for similar laser types – diode to diode, CO2 to CO2, and fiber to fiber.
That is, you cannot use settings from a diode laser to determine settings for a CO2 or fiber laser.
This is because these lasers operate at different wavelengths and won’t cut or engrave materials the same way.
While the converter can provide a good starting point, you’ll have to do some tests to fine-tune the converted setting further. This is because laser power and speed don’t always scale linearly.
At this point you’re ready to run a power and speed calibration test on lightburn.
How to Setup a Power and Speed Calibration Test on Lightburn
Now we’ll use LightBurn to run a test that tries out many different power and speed combinations. You can do this test for cutting or engraving.
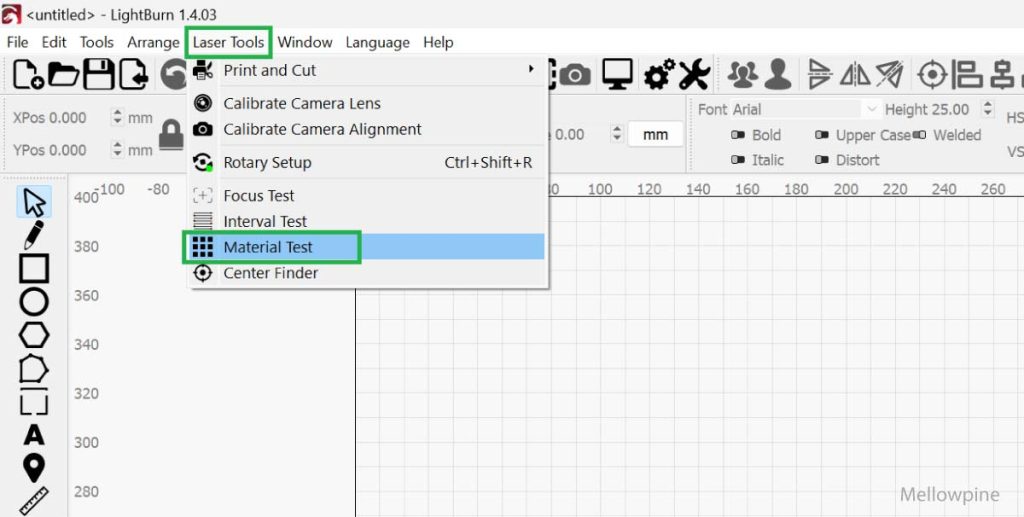
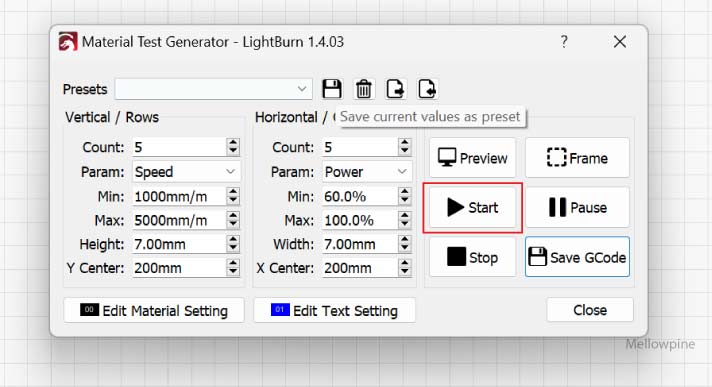
Start a new project and open LightBurn’s “material test” tool. You can find it under the Laser Tools menu.
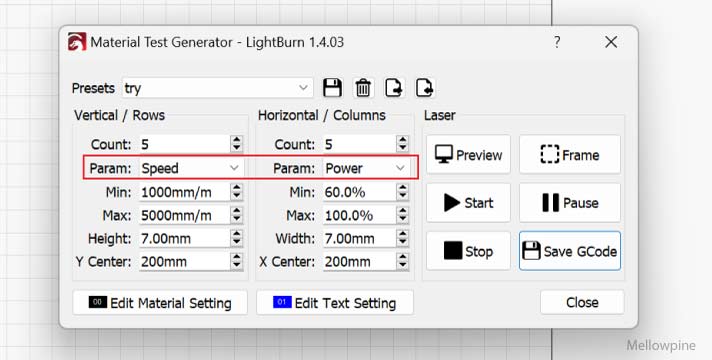
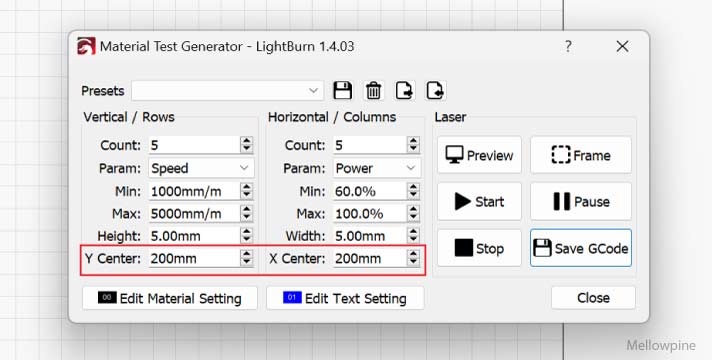
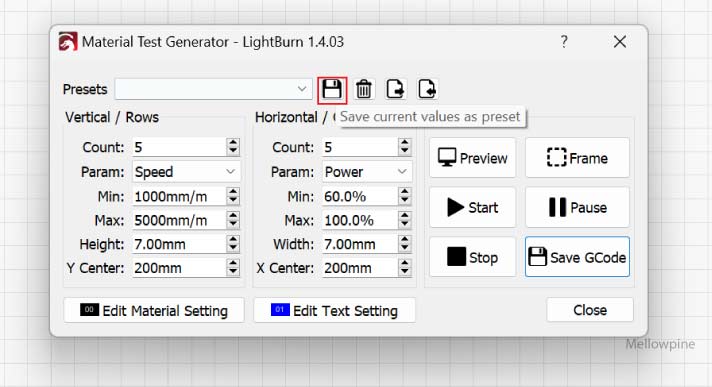
Next, fill out all the parameters in the material test generator based on your preference.
“Count” is the number of samples you want to test. A higher count allows you to fine-tune the settings more, but takes longer to run.
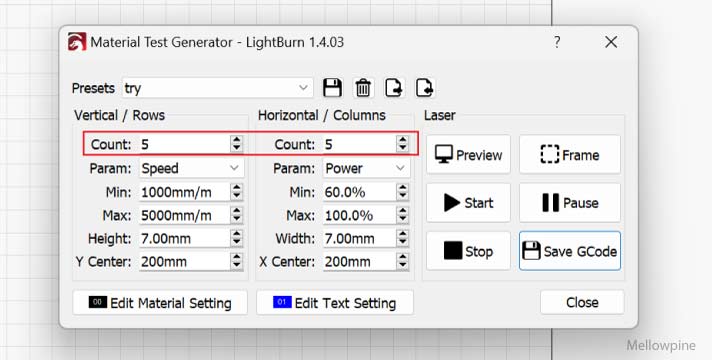
A count of 10 or higher in both directions is recommended to blanket high and low power/speed combinations.
You don’t need a wide count if you know the reference settings, as you can reach a conclusion with fewer tests. So adjust it accordingly.
Then, in the “param” (short for parameter) drop-down option, choose which parameters you want to vary across the test grid.
Since we are doing a power calibration test, choose speed and power.
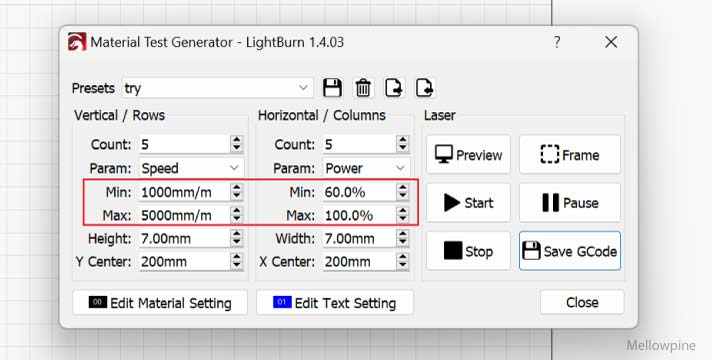
Then, set your minimum and maximum range for speed and power percent. This is where you would expand the scope if no reference settings are available.
With no baseline, start speed as low as 100 mm/min to benchmark cutting and go as high as the maximum machine speed to test engraving effects.
For power, set a minimum of 10 – 20% to see low-end response and up to 90 – 100% to understand cutting abilities. Casting a wide net helps determine good zones.
If you know the reference settings, consider it as an average and set minimum and maximum values around that.
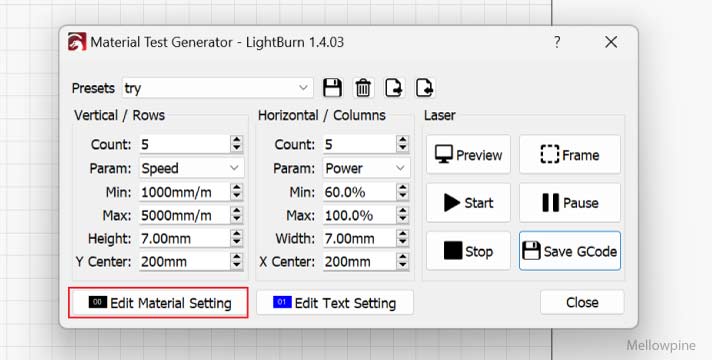
You can set the dimensions of the test block by adjusting the “Height” and “Width” values. I usually use 7mm as it is large enough to see the details.
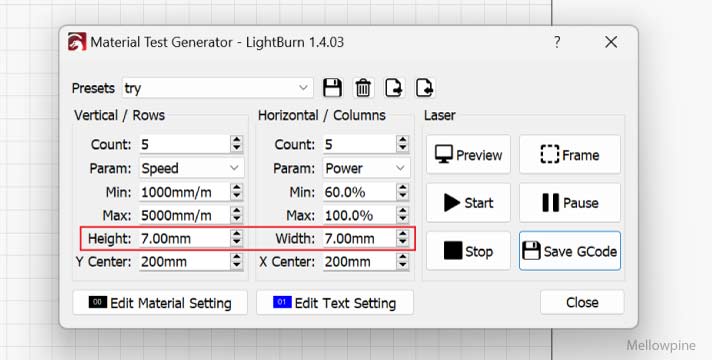
“X Center” and “Y Center” settings in the material test tool allow you to specify where the test grid is placed in your laser’s work area.
Note that this placement is affected by your “Start From” setting in the Lightburn laser window.
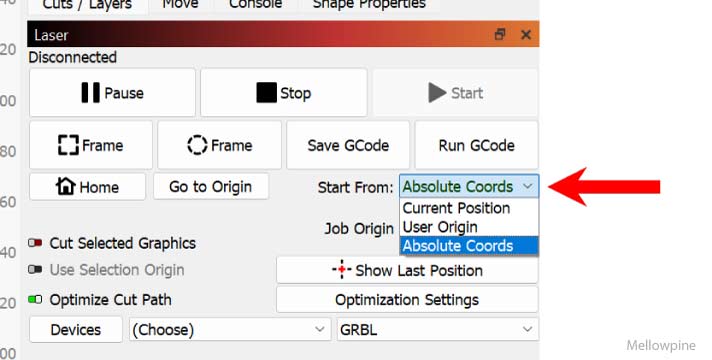
If Start From is set to “Current Position,” the X/Y Center coordinates will be ignored since the test grid will be placed starting from wherever the laser head is currently located.
If set to “User Origin,” the X/Y Center is offset from the point you define as the User Origin in the LightBurn layout.
If set to “Absolute Coordinates,” the X/Y Center defines the actual machine coordinates for the center of the test grid, placing it precisely where specified on your laser bed or engraving area.
I’m using a 400mm x 400mm machine with absolute coordinates, so the test generator is showing the XY center as 200 mm.
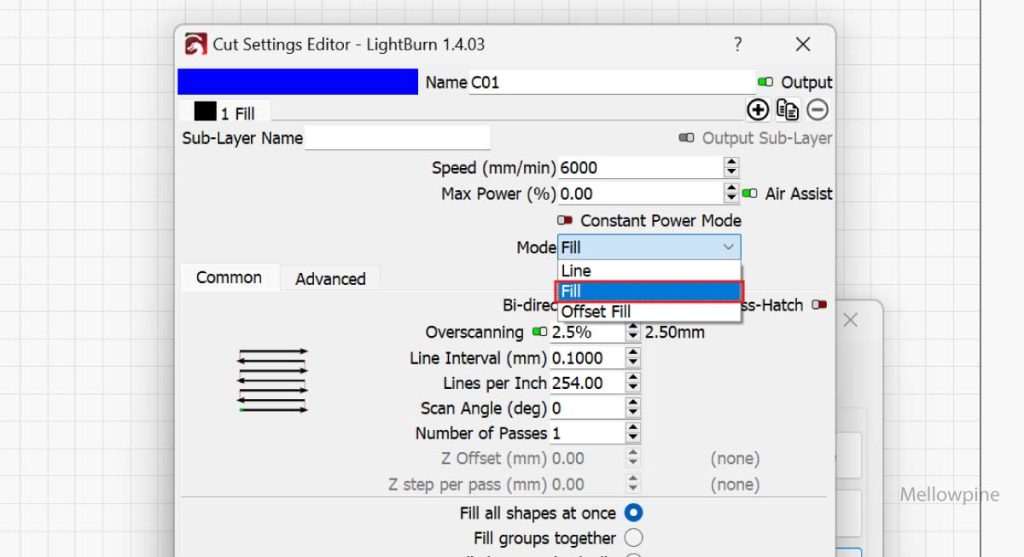
Next, click on the “edit material settings” button. This will open up the material settings window.
From here, choose “Line” mode when you want to test cut settings. Select “Fill” mode when testing engraving settings.
Based on which option you choose LightBurn will show you more settings. You can hover the cursor over each option to find out what it does.
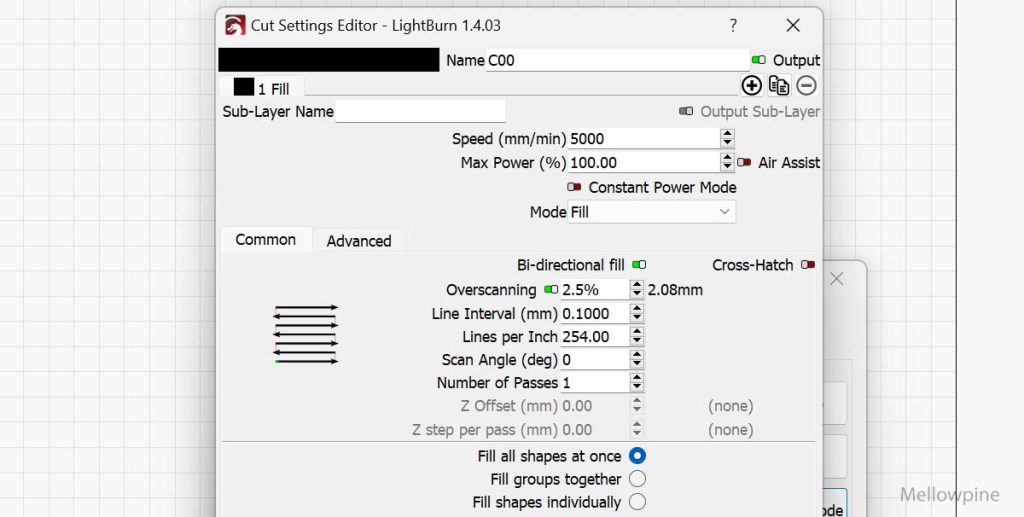
You don’t need to turn on the air-assist when engraving but have it enabled for cutting tests.
If you are using a diode or CO2 laser, a line interval between 0.1 and 0.2 mm is good. For fiber lasers, use anywhere between 0.05 and 0.1 mm. This is because of their difference in spot sizes.
Using the “number of passes” parameter, you can set the number of repeat passes over the test squares.
More passes equals more dwell time and deeper engraving/cutting. Usually, test jobs are done in a single pass.
Once you have set all the settings, click ok. This will save the settings and take you back to the material test generator window.
Next, click on the “edit text setting” button.
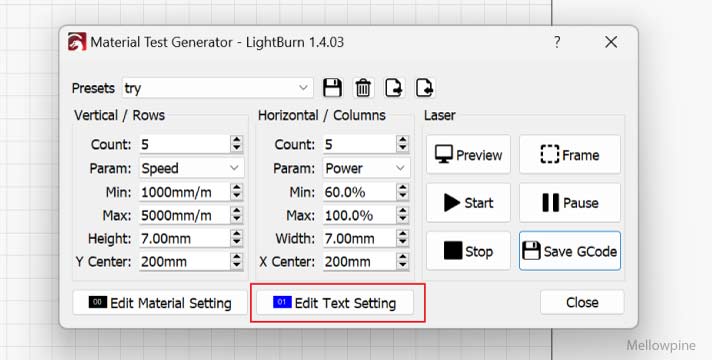
Then choose “fill” mode. This is because we only want to engrave the text elements shown around the test grid as they are there for reference.
Once that’s done, your test file is ready. If you want to save the settings for later use, click on the save preset button as shown below. You can even save it as a G-code file.
You can click the “preview” button to see a render of the test file. This lets you quickly peek at the test pattern and see if everything looks like you wanted.
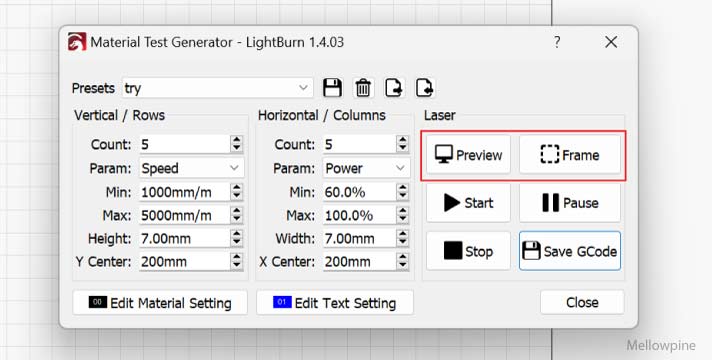
If you have the laser connected, click on the “frame” button to see where the laser will perform the test.
Is the workpiece placed on the framed location?
If yes, you can run the test. If not, properly frame it before running the test.
Also, make sure your laser is in focus and is perfectly aligned, meaning it strikes the material perpendicularly with the lowest possible spot size.
This ensures that the laser beam doesn’t scatter and the beam is concentrated in a small area, allowing high energy efficiency.
Run the Test to Find the Optimal Settings for your Laser
Once the design and laser are ready, you can run the test by clicking on the “Start” button in LightBurn’s material test generator.
Now your laser will start cutting or engraving on the workpiece based on the test. Wait patiently and let the laser complete the job.
How to Find the Best Power and Speed Setting from the Test?
Ok so test completed. It’s time to analyze the results.
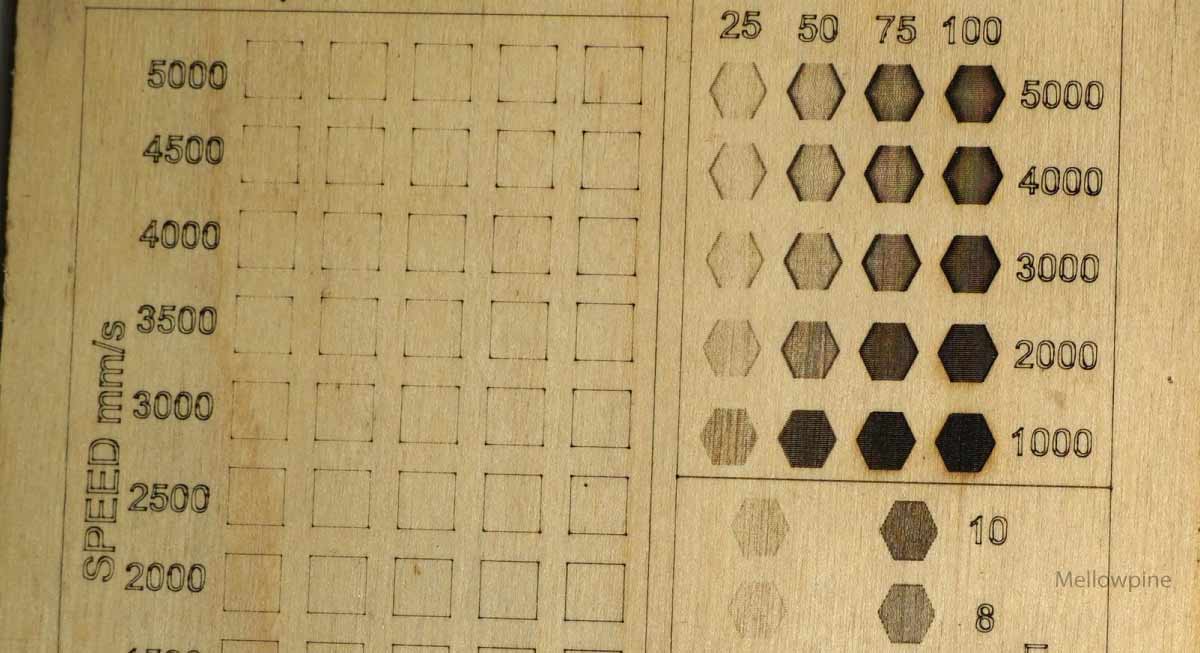
As you can see from the image below, the laser engraved a grid of squares while automatically varying the speed and power across them.
This shows me how the material reacted in different setting combinations.
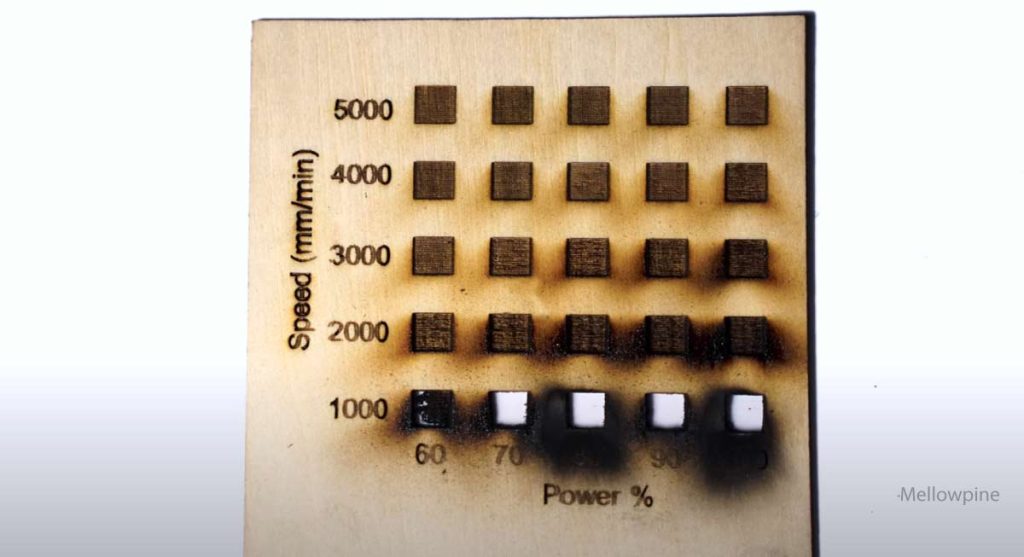
The initial test pattern results revealed that at slow speeds, the laser was cutting completely through the material, even though it was supposed to engrave.
Also, the engraving depth remained fairly deep, even at high speeds. The only engraving I liked was at 5000 mm/minspeed and 60% power, but even it has some light smoke stains on the border.
So for this particular material, I’ll need to significantly reduce the current power levels to find the right balance of engraving depth without cutting through.
Now that since I’ve seen how it reacts with a wide power range, I can narrow my focus for the next round of test grids.
Here are some more tests I did:
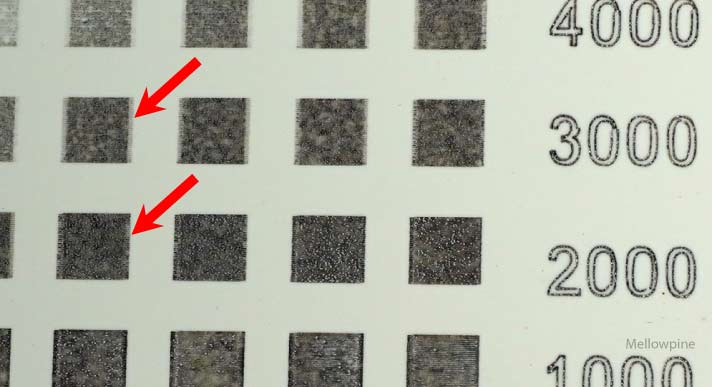
This is a test I did on a piece of white tile. As you can see (highlighted), I got the best engraving at the speed of 2000 mm/min and a power of around 90 – 100%.
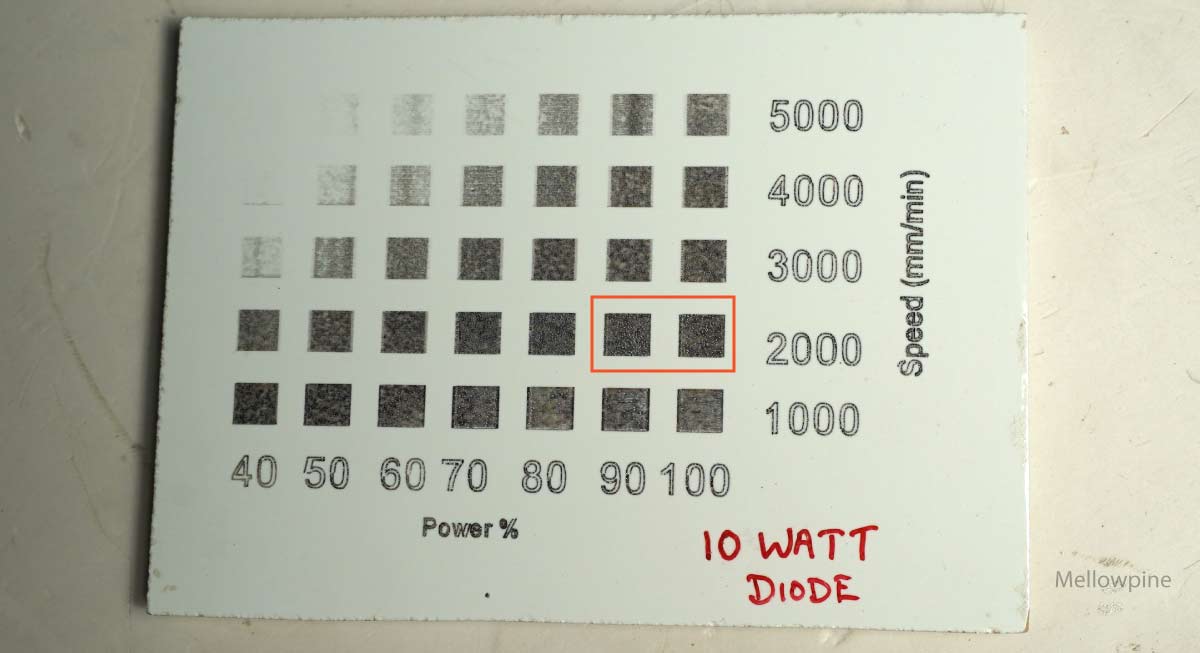
I also liked how other squares on that row looked, but on a closer inspection, it was clear that they had a faded edge. We don’t want that when engraving the actual design.
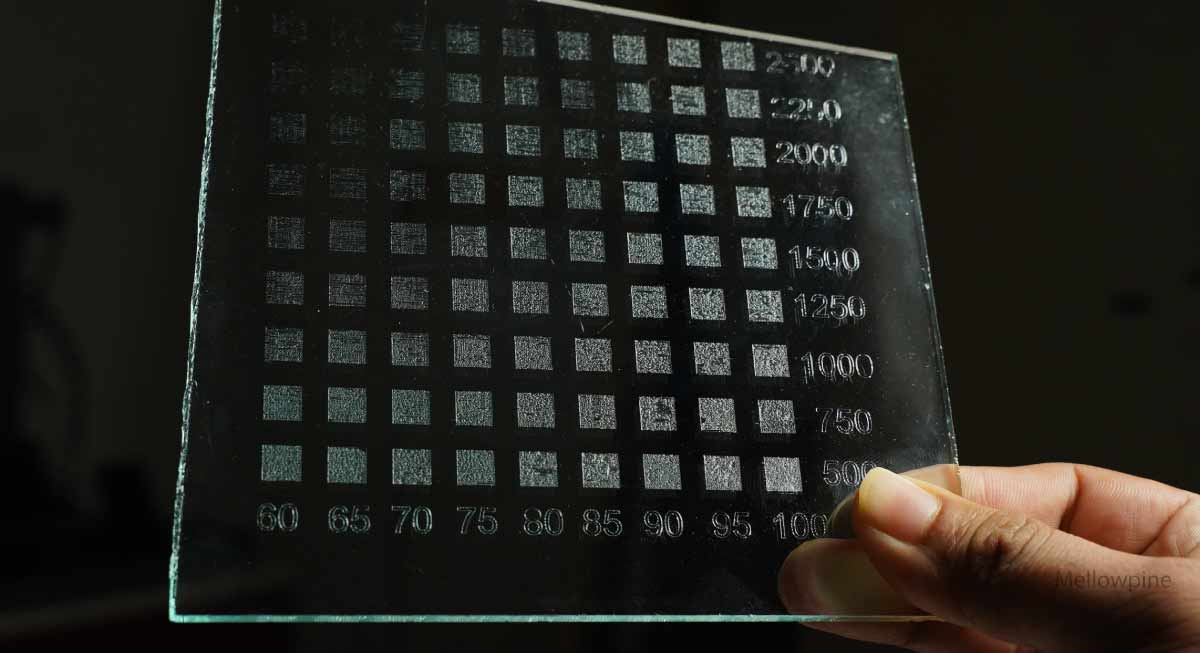
Here’s another test engraving on a piece of glass. For this test, I’ve increased the number of test samples as I couldn’t find any reference settings.
What setting do you think delivered the highest details?
Well, I like the square engraved at 750 mm/min speed and 60% power. It doesn’t have any disturbance and has that frosty look without any breaks.
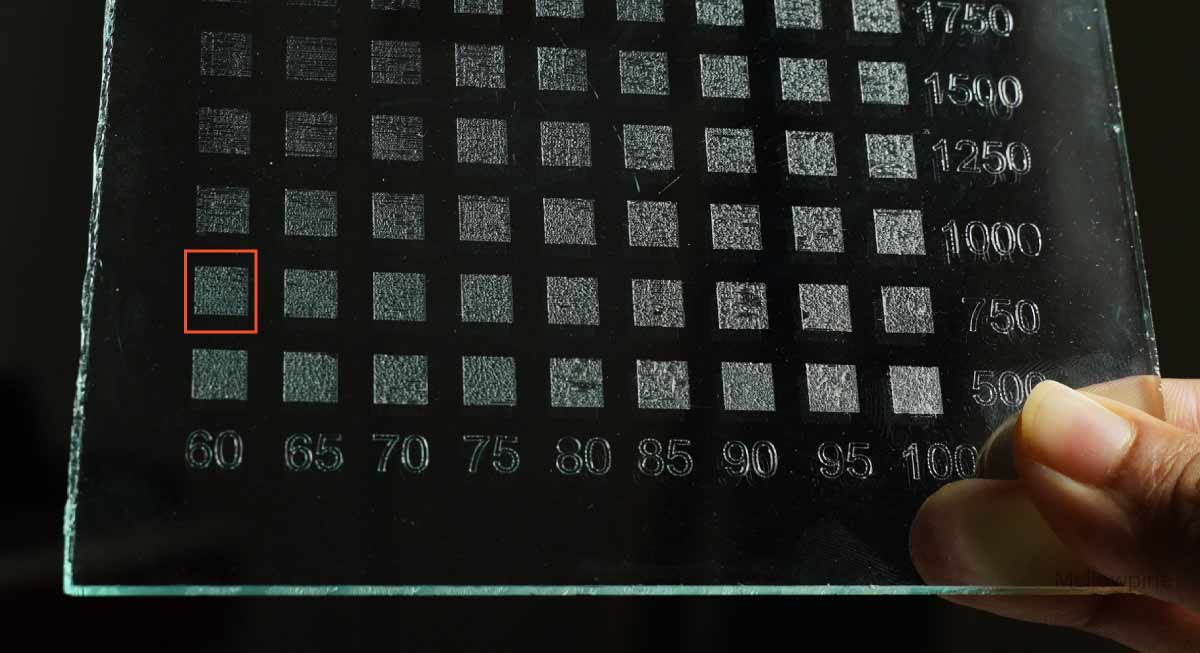
If you get good engravings on multiple test squares, choose the one with the highest speed, as you’ll be able to complete the job faster. The same goes for cutting as well.
This is how you test and calibrate the right laser settings to process a material.
Remember, “all materials are not the same.” So it’s always a good idea to test and calibrate the settings before performing the actual job.