



A CO2 laser is a powerful cutting tool that can be used for various applications such as cutting, engraving, and marking.
But how exactly does CO2 laser cutting work? And What are the factors involved in it?
To answer these questions, let’s dive into the CO2 laser cutting process and understand the various laser parameters that affect the quality of the cut.
This article provides a comprehensive guide to CO2 laser cutting process, its applications, and things to be considered when buying a CO2 laser cutting machine.
What’s in this article?
- What is CO2 laser cutting?
- How does CO2 laser cutting work?
- Things to consider when buying a CO2 laser cutter
- Learning curve for operating a CO2 laser cutter
- Applications of a CO2 laser cutter
- Advantages of CO2 laser cutting
- Limitations of CO2 Laser Cutting
- Final thoughts
- Frequently asked questions (FAQ)
What is a CO2 Laser Cutter?

CO2 laser cutting works by focusing a high-energy laser beam to heat and vaporize the material in-order to produce high-precision cuts with quick cycle time. It is a non-contact machining process, generally used for cutting and engraving non-metals, but a high-powered CO2 laser can also be used to cut metals.
CO2 laser cutting is a non-conventional machining process that uses a high-energy CO2 laser to make the desired cut.
The energy of the laser beam is absorbed by the material, which increases the temperature and makes the surface hot enough to burn, melt, and vaporize the material.
Controlling various factors such as power, speed, and intensity of the laser makes it possible to perform the desired cut in different types of materials.
CO2 lasers can have a wavelength of 9,500nm – 12,000nm, which is readily absorbed by organic materials.
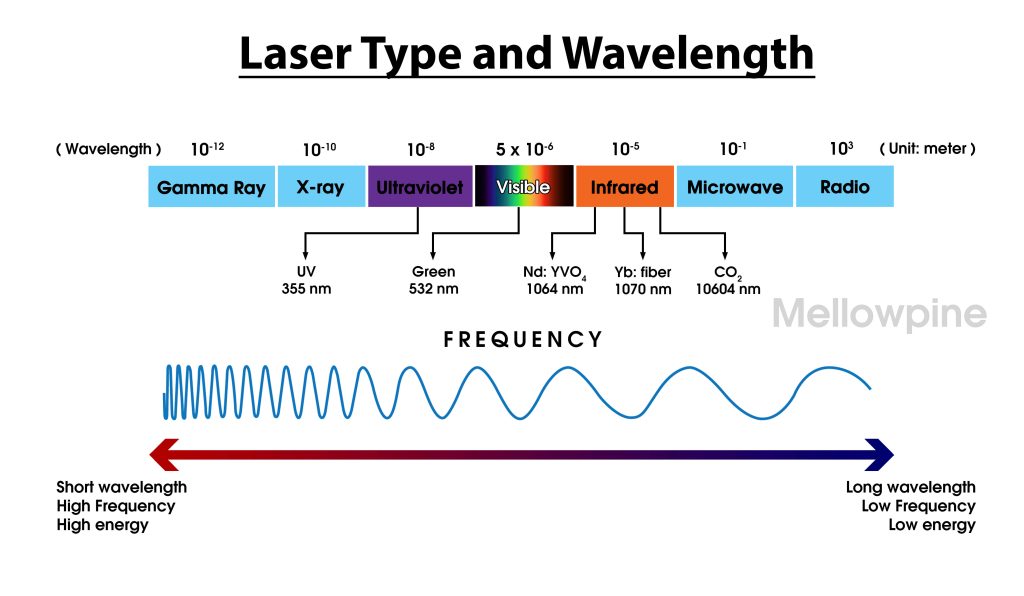
This makes CO2 lasers ideal for cutting and engraving non-metal workpieces.
Whereas metal surfaces tend to have poor absorption rate for energy radiations under this wavelength band.
Moreover, the shiny metal surface reflects the laser beams and results in energy loss, rendering the laser incapable of cutting through metal.
However, a high-energy CO2 laser with high frequency can overcome the energy lost due to reflection and cut through metal successfully.
When comparing fiber laser with CO2 laser, the energy of a fiber laser is readily absorbed by metals and is therefore recommended for laser cutting metal applications, especially reflective metals like aluminum and brass.
How Does CO2 Laser Cutting Work?
The working principle of laser cutters involves focusing a high-energy laser beam into a tight spot to vaporize the material.
However, the source that generates the laser beam varies from one type of laser to another.
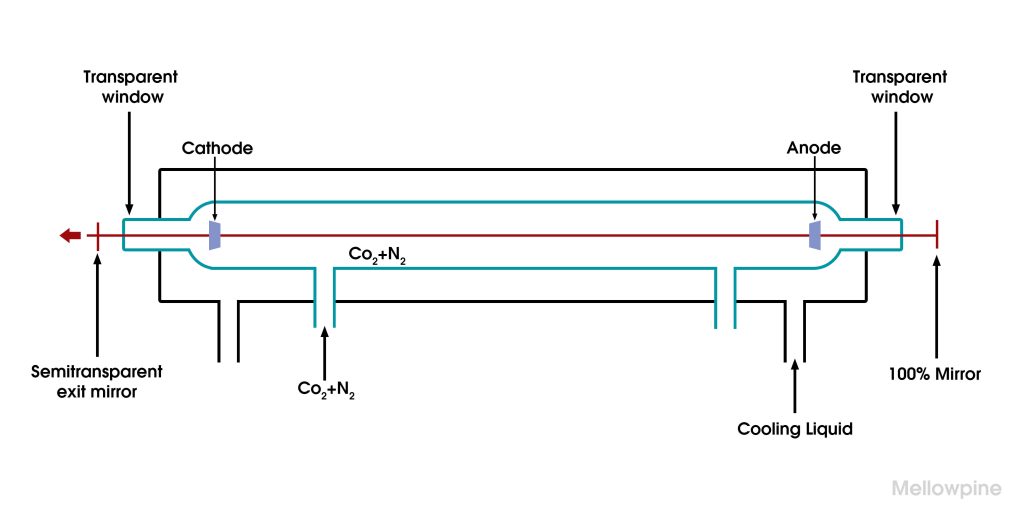
CO2 lasers consist of a glass tube filled with a mixture of carbon dioxide, nitrogen, helium, and hydrogen gas.
Passing electricity through the glass tube excites the molecules of the gas mixture and increases their energy.
These excited molecules then release the excess energy in the form of bright light. The wavelength of the light released lies in the infrared spectrum and is therefore invisible.
The bright light then resonates between a partially reflective mirror and a fully reflective mirror until it attains the desired brightness.
A laser delivery system consisting of a series of mirrors, guides the laser to the laser head.
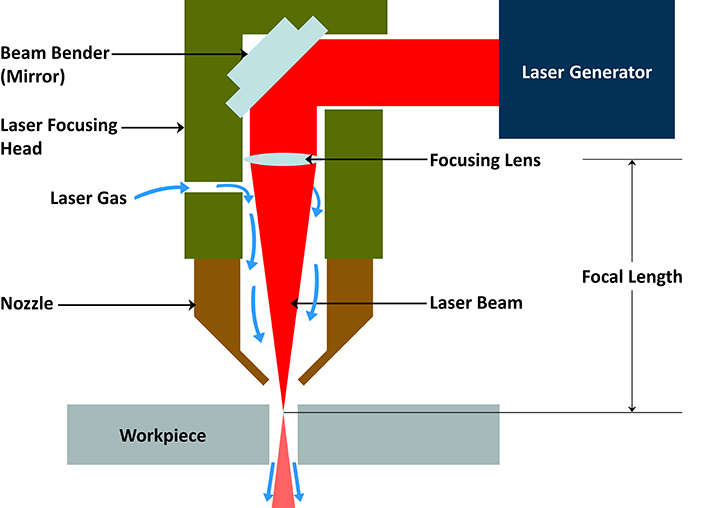
In the laser head, the laser passes through a focusing lens that converges it into a tiny spot and increases the energy density of the laser.
This high-energy laser is then directed at the surface of the material to be cut.
Modern CO2 laser cutters are CNC machines that involve a few basic steps for executing the cut.
Preparing the Design
The design consists of a digital file representing the required cut in a graphical form.
It is one of the most crucial steps in CO2 laser cutting process, as any error here will reflect in the shape of the final cut.
Apart from that, a good design should also consider the physical limitations, such as behavior of the material when processed under a laser.
For example, laser cutting polypropylene produces clean cuts with a good surface finish, but the generation of excess heat in the material can result in melting and deformation of the workpiece, thereby ruining the entire cut.
Preparing an intricate cut pattern with miniature design elements will increase heat localization in a small area and result in unwanted melting of the material.
Generally, it is recommended that the width of each design element should be greater than the thickness of the material being cut.
This ensures the structural integrity of the design and prevents the workpiece from deforming/crumbling under its own weight after being cut.
There are two types of designs that can be used with a CO2 laser cutting machine: Vector design and Raster design.
A vector design is made up of geometrical shapes that are based on some mathematical equation.
These designs can be easily resized without affecting the quality of the design.
Whereas a raster design is a bitmap image consisting of millions of tiny elements called pixels.
These designs are generally used for laser engraving, and they cannot be resized without affecting the quality of the image.
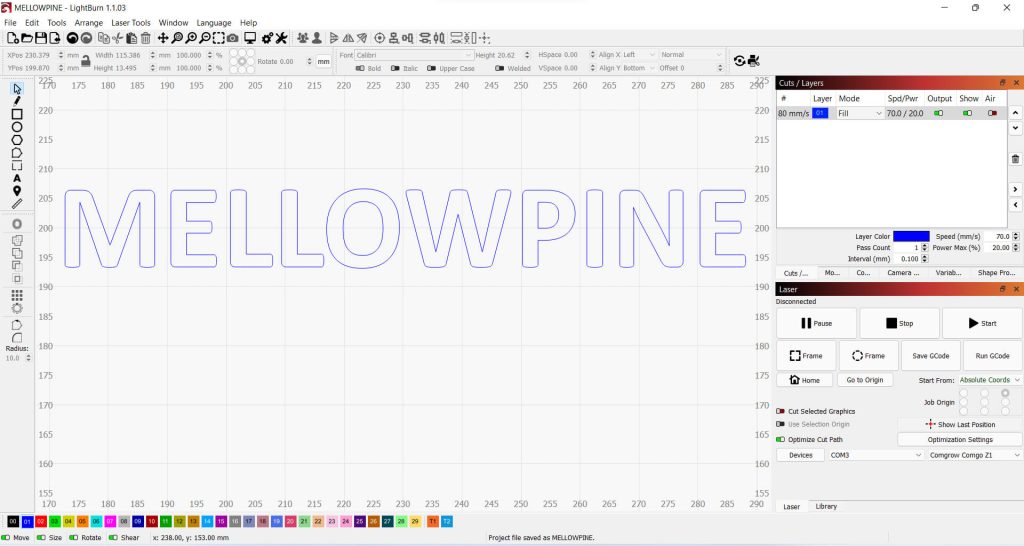
There are various free and paid laser cutter software that you can use to prepare the design (CAD), convert the design into G-code (CAM), and interact with the laser cutting machine.
Setting Optimal Parameters

A CO2 laser cutting machine can be used to cut various materials such as wood, paper, plastics, glass, metals, etc.
The optimal laser parameters for successfully performing the desired cut vary from one material to another and from one laser cutter to another.
Therefore, it is important to identify the optimal laser settings for the material before executing the cut.
Performing test runs on scrap material helps the user understand the behavior of the material and find the optimal laser parameters that produce the best possible results for the required application.
Preparing the Workpiece
After performing the test runs and identifying the optimal parameters for the required material, it is time to prepare the workpiece for laser cutting.
Different materials require different preparations before performing the cut.
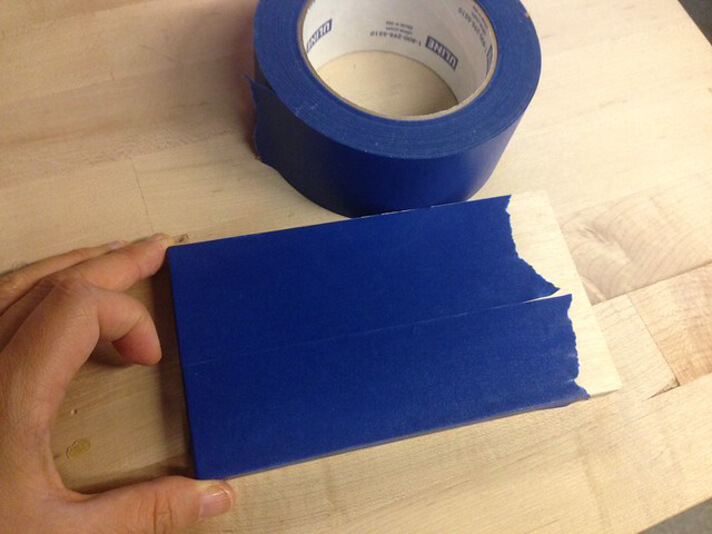
For example, laser cutting wood produces heavy smoke that can affect the surface finish of the workpiece.
Therefore, it is recommended to use masking tape to cover the surface of the wooden workpiece before executing the cut.
This prevents the workpiece from smoke stains and improves the surface finish of the cut.
Executing the Cut

After preparing the workpiece, you can place it on the work table and execute the cut.
Although CO2 laser cutting is an automated cutting process, it is strongly advised to monitor the cutting process to avoid accidents.
The heat generated during laser cutting can result in fire hazards, especially when laser cutting flammable materials like wood and paper.
Furthermore, these invisible laser beams can reflect off a surface and enter the eyes of the operator, causing severe damage.
Therefore, it is strongly recommended to wear appropriate laser safety glasses and follow laser safety protocols.
Materials that a CO2 laser can Cut or Engrave
| Material | Cut | Engrave |
|---|---|---|
| Paper | ✓ | ✓ |
| Wood | ✓ | ✓ |
| Plywood | ✓ | ✓ |
| Plastics | ✓ | ✓ |
| Polypropylene | ✓ | ✓ |
| Acrylic | ✓ | ✓ |
| Fabric | ✓ | ✓ |
| Leather | ✓ | ✓ |
| Foam | ✓ | ✓ |
| Glass | ✓ | ✓ |
| Stone | ✓ | ✓ |
| Brass | ✓ | — |
| Aluminum | ✓ | — |
| Mild Steel | ✓ | — |
| Stainless Steel | ✓ | — |
| Copper | — | — |
| Silver | — | — |
| Gold | — | — |
Table representing material processing capability of CO2 lasers
Material capability of a CO2 laser is one of the most important things to be considered when buying a laser cutter for a particular application.
Entry-level CO2 laser cutters with comparatively lower laser power than industrial lasers can be used for cutting and engraving various materials such as wood, paper, leather, fabric, plastics, etc.
If laser cutting metal is your primary requirement, a high-end industrial CO2 laser will be a more practical choice.
Industrial CO2 laser cutters can cut almost any metal except for a few highly reflective ones like copper, silver, and gold.
However, CO2 laser cutters are not recommended for engraving metals.
A fiber laser can produce far better engraving results on metals, and a MOPA fiber laser can even produce colored laser engraving on certain metals.
Advantages of CO2 Laser Cutting over other Techniques
Laser cutting is an effective way of producing intricate cuts in various materials, which otherwise was not possible by traditional cutting techniques.
Although there are other laser sources that can be used for laser cutting applications, CO2 lasers offer various advantages that have made them highly popular in the industry.
Material Flexibility
The ability to cut almost any material gives CO2 lasers an edge over other laser sources.
Although diode lasers offer similar material flexibility, they are not readily available in higher power options.
This limits the application of diode lasers as they can only be used for cutting thin materials.
Furthermore, as the thickness of the metal increases, high-power pulsed CO2 laser outperforms a fiber laser by producing a cleaner cut with a smooth surface finish.
Low Initial Cost
One of the major drawbacks of laser cutting is that the cost of laser cutters is much higher than traditional cutting tools.
However, a CO2 laser cutter costs comparatively lower than a fiber laser cutter of a similar caliber.
Furthermore, as CO2 laser cutters have been around longer than fiber lasers, used CO2 laser cutters are readily available at cheaper rates.
This makes high-powered CO2 laser cutters affordable even for small-scale businesses.
High Quality
Laser cutting is one of the most accurate and precise techniques used to produce intricate cuts, even in the most delicate materials.
Traditional cutting techniques apply strong cutting forces, which require firm clamping of the material.
Clamping of delicate materials such as glass, fabric, brass, etc., can break or deformation the material.
Moreover, the abrasion between the material and the cutting tool induces unwanted mechanical forces that result in scratches and cracks in the surface of the material.
CO2 laser cutting is a non-contact machining technique in which a high-energy laser acts as a cutting tool.
This eliminates the need for firm clamping and performs the desired cut without inducing any unwanted mechanical stresses in the material.
Furthermore, the cuts produced by CO2 laser cutting in various materials such as acrylics, fabrics, plastics, etc., have smooth edges with a good surface finish that does not require any secondary machining to enhance the edge quality.
Limitations of CO2 Laser Cutting
Although it offers various advantages, CO2 laser cutting has some limitations and drawbacks.
Therefore, it is important to be vary of the limitations and recognize the applications where a CO2 laser cutter cannot be used.
High Maintenance Cost
The beam delivery system of CO2 lasers consists of a series of mirrors and focusing lenses, that require regular cleaning and alignment to produce optimum results.
Furthermore, improper use of a laser system or lack of cooling water can damage the laser tube and raise the need for a costly laser tube replacement.
This not only increases the maintenance cost but also reduces productivity by increasing the downtime of the machine.
Inability to Engrave Metals
Although a high-powered CO2 laser can cut through various metals, it cannot produce optimum results for engraving.
The ability of a CO2 laser to cut through metal increases with the increase in the depth of the cut.
Whereas laser engraving metal involves material removal at the surface of the material without increasing the depth of cut.
During laser engraving, the radiations of CO2 laser bounce off the reflective surface of metal without producing a significant effect.
Laser Hazards Due to Invisible Laser Beam
The radiations of CO2 laser fall under the infrared region of the electromagnetic spectrum.
This means that a CO2 laser is invisible to the human eye, and most CO2 laser cutters include a red dot pointing system to indicate the point of contact of the laser beam.
However, reflective materials like mirrors, brass, aluminum, etc., have the tendency to reflect the radiations of a CO2 laser in all directions.
Usually, the blink reflex of our eyes offers protection from sudden exposure to bright light sources.
But in the case of CO2, the invisible beams of reflected laser can enter the eyes of the operator without triggering the blink reflex, thereby causing severe damage.
Things to Consider When Buying a CO2 Laser Cutter
CO2 laser cutting is one of the oldest laser cutting techniques in the industry.
As a result, it has undergone various developments and is readily available today in various sizes and configurations.
From large-sized industrial CO2 laser cutters with power ranging from a few kilowatts to a low-powered desktop CO2 laser cutter such as Glowforge, which is ideal for hobbyists and small-scale businesses.
Selecting the appropriate CO2 laser cutting machine for your application depends upon various factors that determine the capability of the machine in one way or another.
Laser Power of a CO2 laser Cutter
The power of a CO2 laser determines its ability to perform through cuts in different materials.
CO2 lasers with a power rating of around 40W – 100W can cut and engrave various non-metals.
Whereas a CO2 laser cutter with a power rating of above 500W is recommended for metal cutting applications.
However, a 500W CO2 laser can only be used for cutting very thin sheets of metal.
High-powered industrial CO2 laser cutters, used in large-scale sheet metal industries, can have laser power ranging in kilowatts (3kW – 12 kW).
Therefore, as the laser power increases, the ability of the laser to cut through thicker and denser material at a faster rate also increases.
Cutting Speed a CO2 laser
The cutting speed of a CO2 laser is directly influenced by the laser power and thickness of the material being cut.
Generally, a higher-powered laser can cut through a material faster than a comparatively lower-powered laser.
Apart from that, the cutting speed of a CO2 laser can also be limited by some physical factors, such as the linear drive system of the laser cutter.
There are two types of drive systems that are commonly used in CNC machines: belt drive and lead screw drive.
The belt drive system is faster when compared to the screw drive system.
Whereas screw drive provides higher accuracy in positioning the laser head to perform intricate cuts.
This makes screw-driven laser cutters ideal for applications where high accuracy is desirable over speed.
However, a laser cutter with a screw drive system will cost more than a belt-driven laser cutter.
Moreover, the screw drive system is prone to flexing over large distances and is recommended only for small-sized laser cutters.
Industrial laser cutters with a large work area typically use a belt drive system or a chain drive mechanism.
Work Area
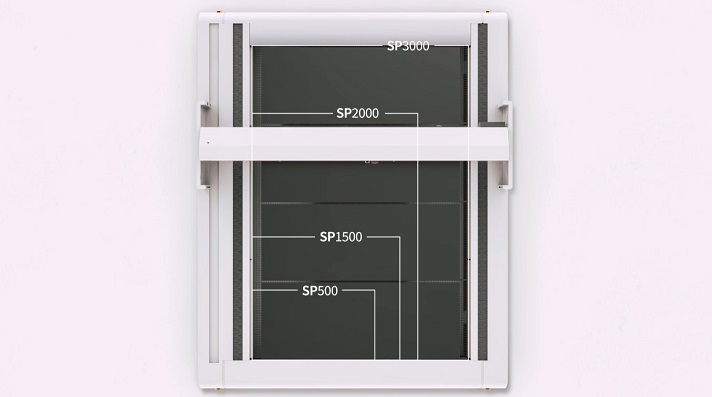
The next important factor to consider when buying a CO2 laser cutter is the work area that it provides.
The optimal work area of a laser cutter depends upon your requirement.
For woodworking industries, a large work area that can fit an entire sheet of plywood or MDF is preferable.
Whereas for leather industries that work with bags and other small-size accessories, a desktop laser cutter will be a better option.
The size of the worktable directly affects the cost of a laser cutting machine, and the larger the worktable, the higher will be the cost of the laser cutter.
Generally, an increase of a few inches in the worktable size will increase the price of a CO2 laser cutter by a few hundred dollars.
Therefore, it is advised to identify your working area requirements before buying a CO2 laser cutter.
Laser Focus
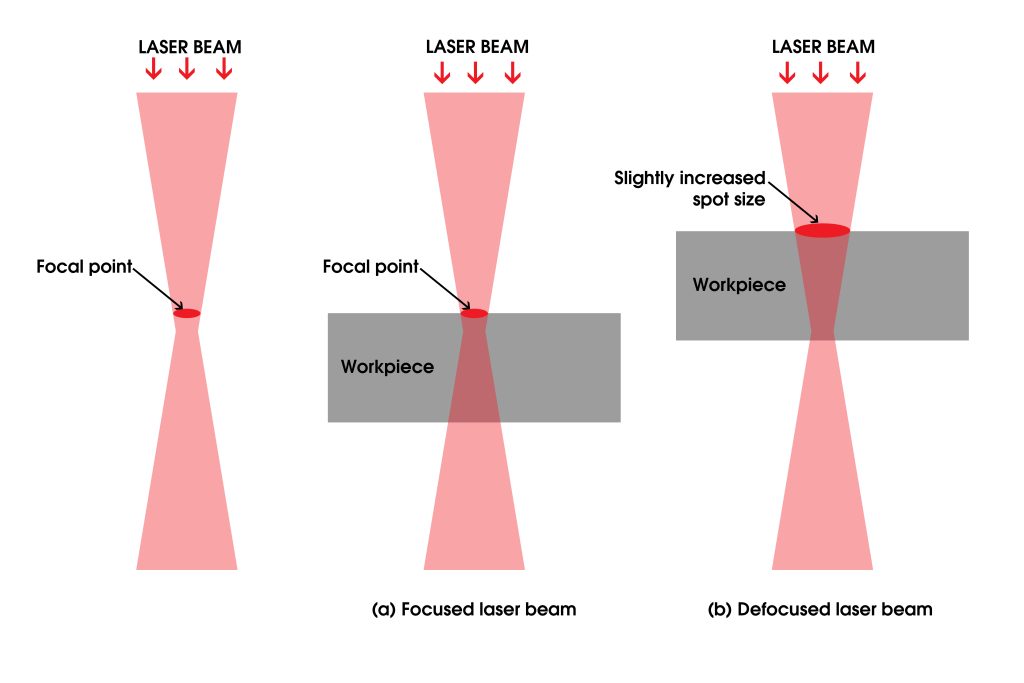
Every CO2 laser cutter consists of a series of optical arrangements that direct the laser beam towards the laser head and focus it into a tight spot on the surface of the material.
The width of the cut made by a laser is directly proportional to the size of the laser beam on the surface of the material (spot size).
Therefore, it is desirable to have the smallest possible spot size to produce intricate cuts.
The ability of a laser to be focused into a tight spot depends upon its wavelength and the focusing lens.
A CO2 laser with a wavelength of 10 microns cannot be focused into a spot smaller than 0.004″ (0.01mm).
Various types of focusing lenses are used in CO2 laser cutters. The focal length of these lenses determines the optimal distance between the laser head and the surface of the material to be cut.
Most laser cutters have the autofocus feature that ensures the best results by automatically setting the optimal distance between the laser head and the surface of the material.
However, it is sometimes required to defocus the laser manually to obtain the required results.
For example, a defocused laser produces a smoother engraving with good contrast when laser engraving wood.
Air Assist
Air assist uses a jet of compressed air or auxiliary gas to blow the molten material out of the kerf and enhance cutting speed.
The positive pressure generated by the compressed gas also facilitates blowing the smoke and hot molten debris away from the laser head, thereby protecting the focusing lens from damage.
Furthermore, using the appropriate auxiliary gas will improve the quality of the cut.

For example, using oxygen gas for laser cutting aluminum will enhance the cutting speed but result in the formation of an oxide layer which reduces the quality of the cut.
Whereas nitrogen gas will facilitate in producing clean cuts with a good surface finish.
However, using air assist requires a compressor unit that generates high pressure to blow the molten material out of the kerf.
Therefore, it is recommended to purchase a CO2 laser cutter that offers a built-in air assist feature, or include the price of an air compressor unit in your budget when buying a laser cutter.
Exhaust System

Laser cutting involves melting and burning the material, which produces smoke that can hinder the laser cutting process.
Certain materials, such as MDF, vinyl, etc., produce toxic fumes that can harm the operator.
An exhaust system should be used to dispose of the harmful fumes away from the workpiece and the operator.
However, disposing of these toxic fumes directly in the environment is not a good practice and is even punishable by law in some regions.
Therefore it is recommended to use a good quality exhaust system with an air-filter unit to purify the toxic fumes and make them safe to be disposed off in the environment.
Community Support
Most laser cutter manufacturers have official community forums where users from all over the world share their laser cutting experience and discuss their queries.
Although optimal parameters for laser cutting vary from one setup to another, these forums offer an excellent platform for users to find relevant information to overcome hurdles and begin test runs for laser cutting a material.
Apart from community forums, some laser manufacturers provide official groups on social networking websites where users share their experiences.
When comparing popular laser cutters such as FSL Muse and Glowforge, FSL provides greater flexibility in selecting the optional accessories, but Glowforge has a more established user base.
Therefore, it is important to understand your requirement, if you are a beginner with laser cutters, a wide userbase and active community forum will provide you with better guidance when experimenting with the machine.
After-Sale Services
Laser cutting is a relatively new technology that requires quality after-sale services for the user to enjoy hassle-free laser cutting.
CO2 laser cutting machines require regular maintenance in the form of cleaning and alignment of laser optic systems (mirrors and lens).
Depending upon the maintenance of the equipment, the lifespan of the glass tube used in CO2 laser cutters can range from being as short as 3 months to as long as 3 years.
CO2 gas inside the tube is consumed gradually over time, and overusing the tube without refill can shorten its life, which leads to tube replacement.
Moreover, troubleshooting a high-power laser cutter without proper knowledge can be dangerous, and result in electrical and laser hazards.
Therefore, it is important to have quality after-sale services that readily provide replacement parts and offer timely technical support to resolve the issues.
Are CO2 Laser Cutters Easy to Use?
Modern laser cutters are CNC machines that operate automatically and are controlled through computer software.
However, operating a CNC laser cutter requires good design skills and some experience with machining techniques.
Preparing the Design
Preparing the design for laser cutting, engraving, or etching requires an innovative mind with good designing skills and familiarity with design software programs.
Although there are various CAD software programs that a person can use for preparing the design, the basic functionality of all CAD software is quite similar.
Apart from learning the use of design software, learning the significance of a good design is equally important.
A good design should accurately replicate the final product while ensuring the structural integrity of the material after being cut.
Generally, it is advised that the width of each design element should be greater than 3mm or at least greater than the thickness of the material being cut.
Furthermore, overlapping of lines or patterns in the design should be avoided to prevent the laser from performing multiple passes over that design element.
Therefore, good design skills can enhance the quality of the output and improve the productivity of the process.
Learning how to use a CO2 Laser Cutter
CO2 laser cutting is a versatile machining technique used to cut, engrave, or mark different materials.
Each material behaves differently when processed under a CO2 laser.
While most materials are safe and can be easily processed under a laser, some materials like vinyl produce harmful fumes that can be toxic for the operator and damage the laser cutting equipment.
Moreover, mastering the process to attain perfect cuts requires working knowledge of laser cutters to set the optimal parameters for the process.
Different materials require different laser parameters to be cut with a good surface finish.
A perfect balance between laser power, cutting speed, laser frequency, and laser focus will result in a smooth cut with a good surface finish.
Furthermore, improper handling of a powerful laser beam by an amateur machinist can be dangerous and lead to various electric, fire, and laser hazards.
Therefore, laser cutting requires an experienced operator with good knowledge about the laser cutting process and a strong understanding of the behavior of different materials under a laser.
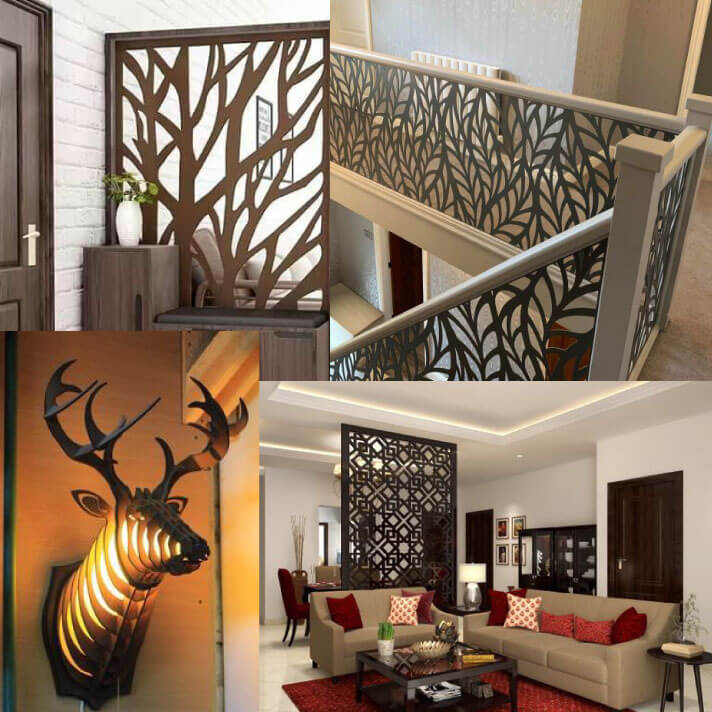
Applications of CO2 Laser Cutting
CO2 laser cutters are one of the most popularly used laser cutters in the manufacturing industry.
These lasers provide high material flexibility. And the ability to finely control its laser parameters enables its use for a variety of applications.
Laser Cutting
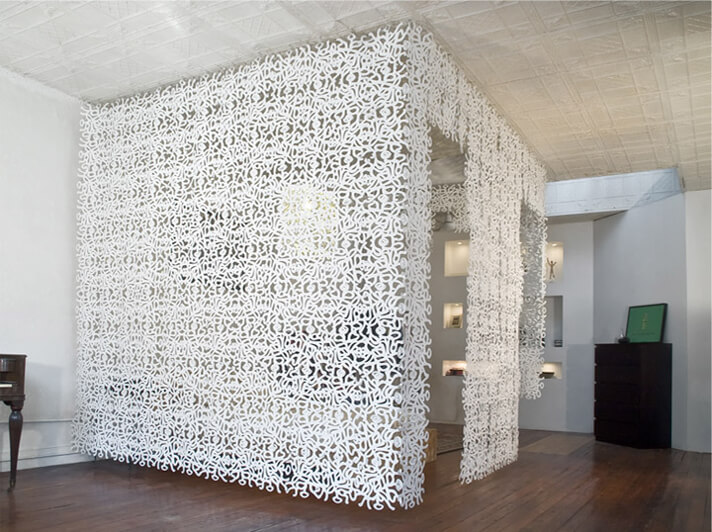
The basic application of CO2 laser cutters is to perform high-quality intricate cuts in various materials.
These lasers are generally used for cutting organic materials like paper, wood, plastics, fabrics, etc.
Although fiber lasers are the preferable choice of lasers for cutting thin metal workpieces, CO2 lasers can produce smoother cuts in thick metals (above 0.5″ for mild steel).
The ability to cut almost any material makes CO2 lasers ideal for laser cutting applications.
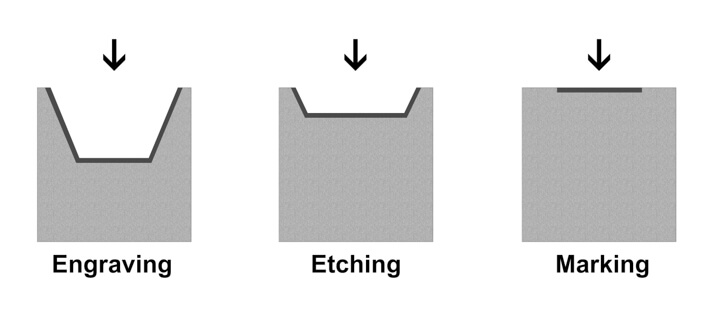
Laser Engraving
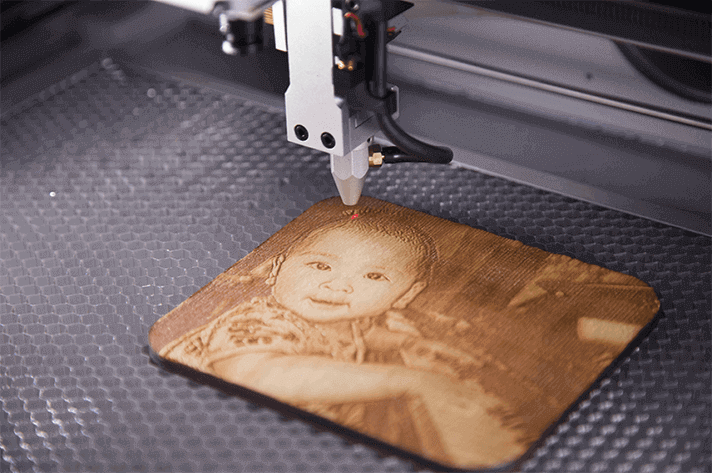
Laser engraving is the process of removing layers of material up to a maximum depth of around 0.1″ without performing a through cut.
CO2 lasers can be used for engraving various non-metals like wood, plastics, paper, stone, etc.
Unlike diode lasers, CO2 laser can also be used for engraving transparent materials like glass and clear acrylics.
Although high-energy CO2 lasers can cut metal, they are not suitable for engraving metal surfaces.
The quality of metal engraving produced by a fiber laser is far superior to that of a CO2 laser.
Furthermore, laser engraving requires comparatively less laser power than cutting, and a desktop hobbyist laser cutter with a power rating of around 60W can produce high-quality engravings on various materials.
Laser Marking

Laser marking is the process in which a high-energy laser heats the surface of the material and alters its properties to produce a permanent mark.
The laser raises the temperature of the surface high enough to oxidizes the material, which leads to discoloring of the surface layer and produces a permanent mark in the desired pattern.
Laser marking is generally used in manufacturing industries to print valuable information such as batch details, manufacturing date, QR codes, barcodes, etc., on the surface of a product.
CO2 lasers can be used to produce marks on the surface of various non-metals but cannot be used on bare metal surfaces.
However, CO2 lasers can mark metal by using laser marking ink or other coatings that cover the surface of the metal. This process is often referred to as laser etching.
Final Thoughts
CO2 laser cutting is a high-precision cutting technique that offers various advantages over traditional cutting techniques.
The process involves a gradual learning curve that includes honing your design skills and learning the behavior of various materials under the laser to set the optimal parameters.
Furthermore, it must be noted that machining requirements vary from one application to another, and a high-end industrial CO2 laser cutter is not always required.
Therefore, it is advised to identify your needs thoroughly before stepping into the market to buy a CO2 laser cutter suitable for your application.
Frequently Asked Questions (FAQ)
What can a 40W CO2 laser cut?
A 40W CO2 laser can cut thin sheets of paper, cardboard, wood, plastics, fabrics, leather, acrylic, etc. It is basically considered an engraver that can perform through cuts in thin materials using the multi-pass technique.
However, the quality of the cut made by a 40W CO2 laser depends upon the thickness and density of the material. The cuts made in paper, fabric, and cardboard will be comparatively cleaner than cuts made in wood and leather.
Is a diode laser engraver better than a CO2 laser engraver?
Yes, a diode laser engraver is better than a CO2 laser engraver. The energy of diode lasers is readily absorbed by almost all materials, making it ideal for engraving metals and non-metals alike, whereas CO2 lasers can only be used to engrave non-metals. Furthermore, the availability of low-powered diode lasers at cheap prices makes them budget-friendly engravers that can be used for DIY projects.
However, diode lasers are not absorbed by transparent materials, and the laser passes through a transparent surface without producing a significant effect on the material. Therefore, it cannot be used to engrave transparent materials like glass and clear acrylics.
Is CO2 laser better than plasma at metal cutting?
No, a CO2 laser is not better than plasma at metal cutting. Although CO2 lasers can produce clean cuts in thick metals, the quality of cut produced by plasma cutting is far superior. Laser cutters can outperform plasma cutting by providing a faster cutting speed on thin metal workpieces. However, as the thickness of metal increases, the ability of plasma cutting to produce comparatively cleaner cuts also increases.