



If you’re just getting into the CNC world, the software, machine and all the associated complexities can confuse you.
This guide provides a simple step-by-step process for a beginner looking to use a CNC router.
Although every CNC machine has its own set of buttons and features, the core principles remain the same for every CNC.
MellowPine is reader-supported. When you buy through links on my site, I may earn an affiliate commission at no extra cost to you.
Getting Started with a CNC Router
| Step | Description |
|---|---|
| Step 1 | Prepare the Design (CAD) |
| Step 2 | Generate the G-codes (CAM) |
| Step 3 | Place the Workpiece on the Worktable |
| Step 4 | Set the Work Zero |
| Step 5 | Execute the Process |
| Step 6 | Post Processing the Workpiece |
| Step 7 | Cleaning the Work area |
Steps involved in operating a CNC machine
Every CNC machine consists of some basic elements, such as a computer loaded with CNC software, a CNC controller, a CNC shield, stepper motor drivers, and a drive system generally operated by stepper motors.
In most CNC routers, the drivers and the associated electronics are inside the controller and you don’t need to worry much about it.
All these elements work in a sequential manner to execute the desired machining operation.
Despite their different machining applications, almost all CNC machines follow a similar working process.
This can be verified by the fact that Snapmaker 2.0, a 3-in-one CNC machine can function as a laser cutter, router, and 3D printer, just by replacing the cutting head.
Step 1: Prepare the Design (CAD)

The design is prepared by using computer-aided design (CAD) software.
There are various CAD software like Illustrator, AutoCAD, Catia, Solidworks, Fusion 360, Inkscape, etc., that can be used for preparing a design for CNC machining.
The general rule of thumb for designing is that the width of each design element should be greater than or equal to the thickness of the workpiece.
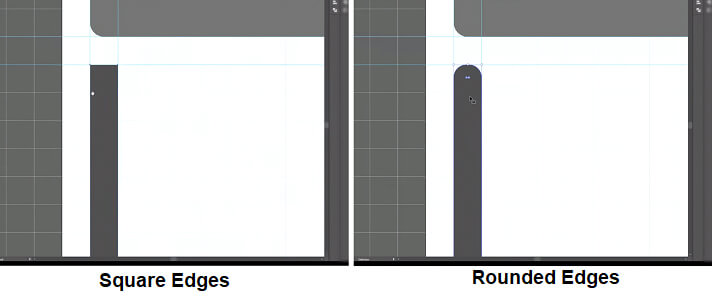
An important aspect that affects the design is the type of cutter you’ll be using for the process.
For example, a round cutter might not be able to perform cuts with square edges, and therefore, it is advised to round the edges of the design to match the radius of the cutting bit.
Depending on the software and your application, these design files can be saved in formats like STEP, IGES, SVG, etc.
Step 2: Generate G-codes (CAM)
After preparing the design, the file is then imported into computer-aided manufacturing (CAM) software, such as Easel, CamBam, EstlCAM, MeshCAM, DeskProto, etc.
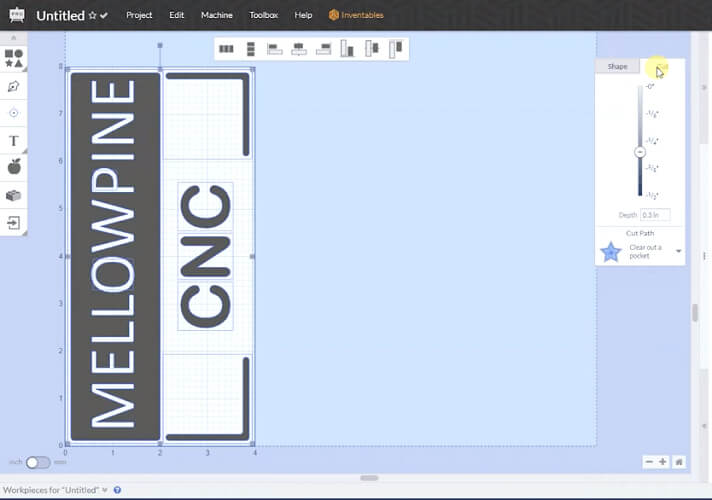
CAM software provides the features to select the type of material of the workpiece and its size.
The design can then be adjusted (scaled, rotated, etc.) to fit the workpiece, as desired.
It must be noted that the design should be scaled keeping in mind the size of the router bit or end mill you will be using for the process.
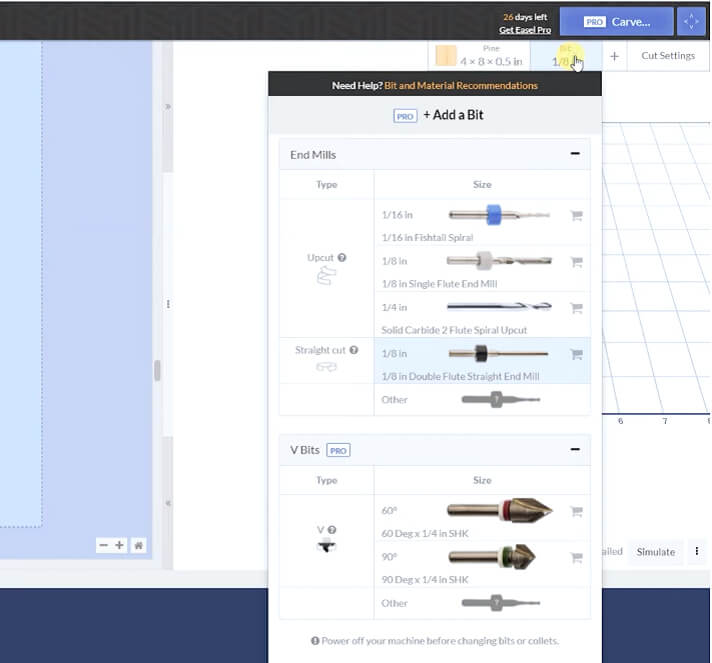
For example, a 1/2″ router bit cannot be used for machining a design element with a width less than 1/2″.
After placing the design, select the cutting tool that you will be using for the process and set the required depth of cut.
CAM software also provides features to set various machining parameters like speeds, feeds, number of passes, chip load, etc. However, you can also use control software to set these parameters.
Although calculating these parameters can be challenging for beginners, you can use calculators such as a chip load calculator, speeds and feeds calculators, etc., to simplify the task.
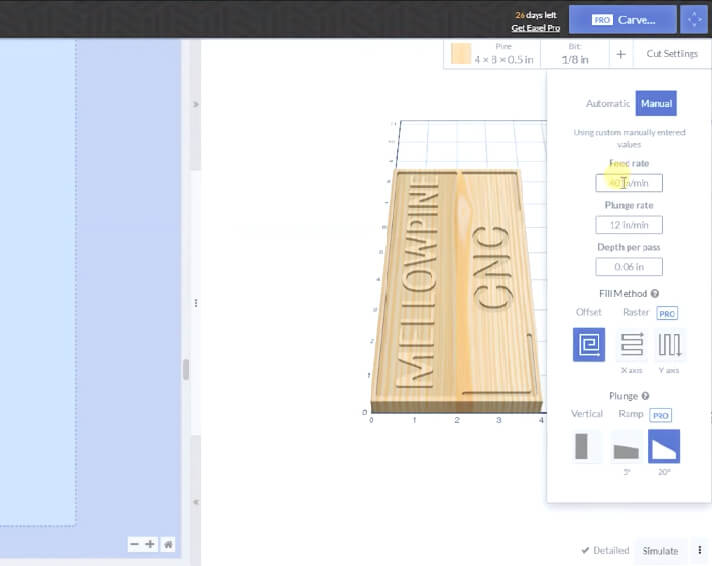
The CAM software then produces the corresponding toolpath according to the machining parameters set by the operator.
Toolpaths are generally of two types: Profile and pocket.
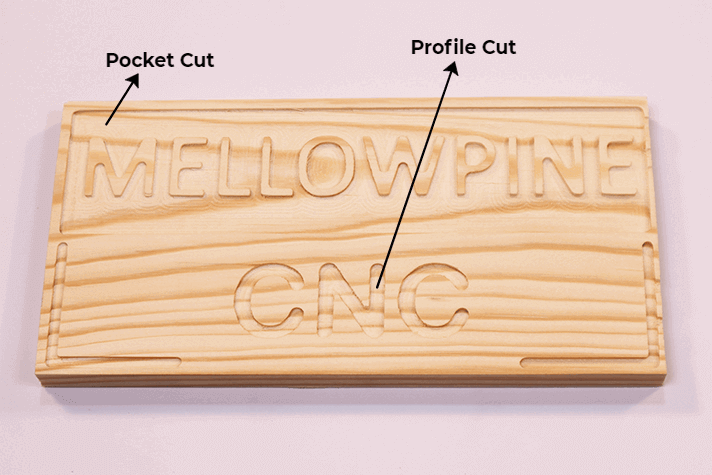
The profile is the type of cut in which the cutting bit traverses along a line or curve to remove the material.
Whereas a pocket cut is one in which the tool follows a uniform left-right movement to remove a pocket of material.
Generally, profile cuts are used where through cuts are performed to remove a piece of material.
On the other hand, pocket cuts are used for applications that involve the removal of material to create a void wider than the radius of the cutting tool, such as engraving.
Most CAM software programs also provide an integrated feature of simulator software, which can be used to virtually verify the toolpath before executing it.
Apart from that, there are various open source CNC software that allow users to tweak their program code to suit their requirements.
After ensuring the proper toolpath, you can save the corresponding G-codes.
It must be noted that G-code also consists of various M-codes and N-codes that control miscellaneous operations like spindle on/off, cutting fluid on/off, etc.
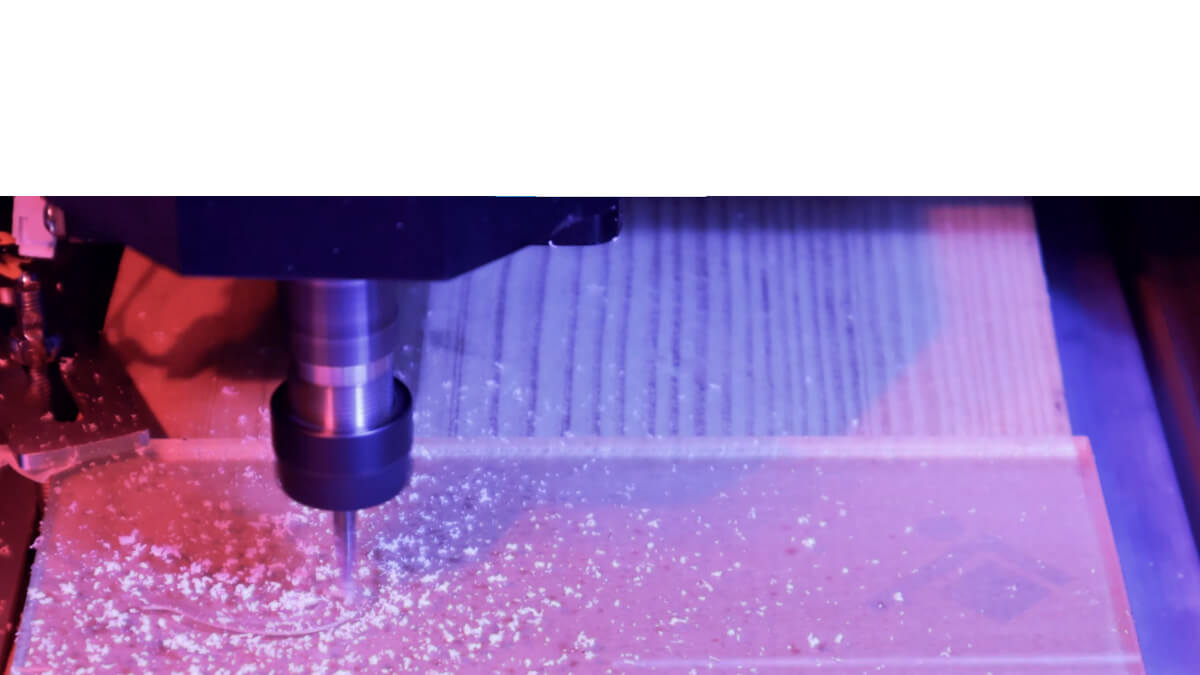
Step 3: Place the Workpiece on the Worktable

Generally, CNC machining involves a high-speed cutting tool, which comes in contact with the workpiece and delivers a strong cutting force.
Therefore, it is required to clamp the workpiece firmly on the worktable.
There are various methods of clamping the workpiece, such as using double-sided tape, T-clamps, Cam clamps, L-clamps, etc.
Double-sided tape is generally used for clamping workpieces when a very light cutting force is to be delivered.
T-clamps provide firm clamping but cover up the workpiece, making it difficult to machine the entire surface of the workpiece.
Whereas Cam clamps and L-clamps are the best options to hold the workpiece in place firmly while having access to its entire surface.
Another clamping method is to use a vacuum suction base. It is one of the easiest and most effective clamping methods.
Although most CNC machine brands do not provide a vacuum suction base as a standard table with the machine, it can be purchased as an optional accessory to enhance the machining quality.
Step 4: Set the Work Zero
The G-code file is then imported into control software like GRBL Candle.
Apart from setting various machining parameters, control software also provides the feature to set the X, Y, and Z-axis zero positions.
It must be noted that each zero position is to be set individually, and there are various methods of doing this.
Control software provides jog keys that control the movement of the spindle to set the precise zero position.
For setting the Z-axis zero, place the spindle over the workpiece and use the jog key to slowly move the spindle down until it comes in contact with the workpiece.
Similarly, you can place the spindle along the X-axis and move it until it comes in contact with the edge of the workpiece, in such a way that the cutting edge of the bit is flush with the workpiece.
You can repeat the process for setting the Y-axis zero. However, it must be ensured that when setting the zero positions, the spindle should not dig into the workpiece.
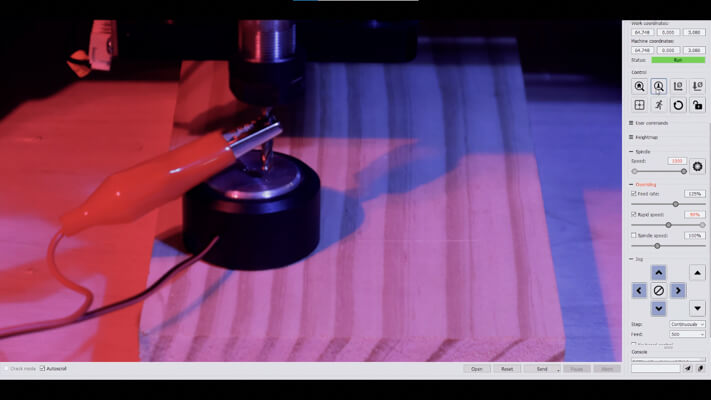
Another method of setting the Z-zero is using a probe.
Connect the Z-probe to the computer, place it on top of the workpiece, move the spindle to position it above the probe, and click the auto-Z button in the control software.
Step 5: Execute the Process
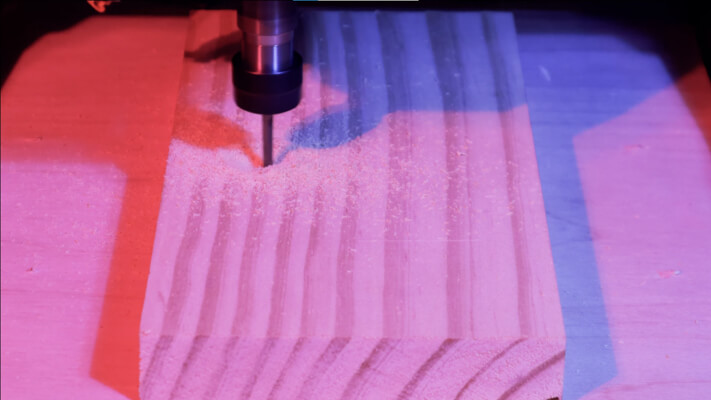
After setting the zero positions along all three axes, you can execute the process by sending the G-codes to the controller.
The control software exports the G-codes to the CNC controller, which translates the codes into electrical signals.
These electrical signals power the stepper or servo motors of the CNC machine and perform the desired operation.
Although CNC manufacturing uses a computer system to automate the process, it is advised to monitor the machining operation to avoid any accidents.
Step 6: Post Processing the Workpiece

After completing the machining process, inspect the finished product for any defects.
Generally, machining of wooden workpieces can result in a fibrous mess, in the form of tearout, over the desired pattern, which can be removed by sanding the wooden workpiece.
Furthermore, you can stain the wood to enhance the visual appearance of the workpiece.

Step 7: Cleaning the Work area
A CNC machine removes material from the workpiece in the form of chips.
These chips create a mess over the workbed of the machine and can even damage the machine by jamming into the drive system, such as belt, screw, or rack and pinion, of the CNC machine.
Therefore, it is important to clean the workarea after every machining operation.
You can also use a dust-shoe attachment to confine the spread of the chips for easy cleaning.
Final Thoughts

CNC machines are powerful tools that can be used for performing various machining operations with high accuracy and repeatability.
These machines can be found in various types such as CNC lathe, CNC mill, CNC router, CNC laser cutter, CNC waterjet, EDM, etc.
All these machines perform different machining operations, but the basic fundamentals to get started with these CNC machines remain the same.
Apart from machining wood, CNC routers can be used for machining various other materials like plastics, acrylics, plywood, metals, etc.
CNC machining consists of various steps, starting from design to maintenance, and each step plays a crucial role in determining the quality of the product being machines.
Therefore, it is important to follow the proper procedure and ensure good process control throughout the process.
Frequently Asked Questions (FAQ)
What is the difference between a CNC machine and a laser cutter?
The primary difference between a CNC machine and a laser cutter is that laser cutters are non-contact machines that can remove the material without physical contact between the workpiece and the cutting tool. As a result, laser cutting does not require a firm clamping mechanism to hold the workpiece in place. Apart from that, both the machines have a similar operation with slightly different software requirements.
How many software are required for CNC machining?
A typical CNC machining process requires three software: CAD, CAM, and control software. However, most modern software are all in one package that offers all the features in the same interface.
Can we operate a CNC without a computer?
No, you cannot operate a CNC without a computer. However, some CNC machines offer an offline controller that takes in the G-codes from a memory stick such as an SD card or USB drive, and executes the process, eliminating the need for a computer during the execution of the process.