



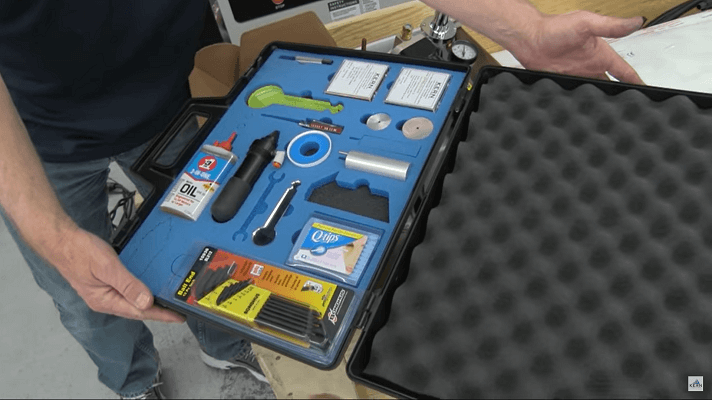
Foam laser cutting is widely used in making tool shadowing, packaging, pillows, mattresses, padding, furniture, automobile cushioning, show soles, filters, and more.
However, laser cutting foam can throw up several challenges due to its structure and material. Following the right procedure and technique will help you overcome these challenges with ease.
In this article, I discuss how you can laser cut foam and what the design and parameter considerations are that you need to keep in mind when laser cutting foam.
MellowPine is reader-supported. When you buy through links on my site, I may earn an affiliate commission at no extra cost to you.
Laser Cutting Foam – How to

Foams are generally classified as low-density, medium-density, and high-density.
While low-density foams do not require high laser power, they are prone to melting, making them difficult to laser cut.
Similarly, high-density foams require a high laser power to cut, which makes them slightly difficult to cut.
As a result, medium-density foams are the best-suited type of foam for laser cutting applications.
Most polymer-based foams can be easily laser-cut using a CO2 or a diode laser, but cutting metal foams requires a fiber laser.
How to Laser Cut Foam-Guide
Step 1: Create the Design
The first step in building any project with a laser cutter is making the right design.
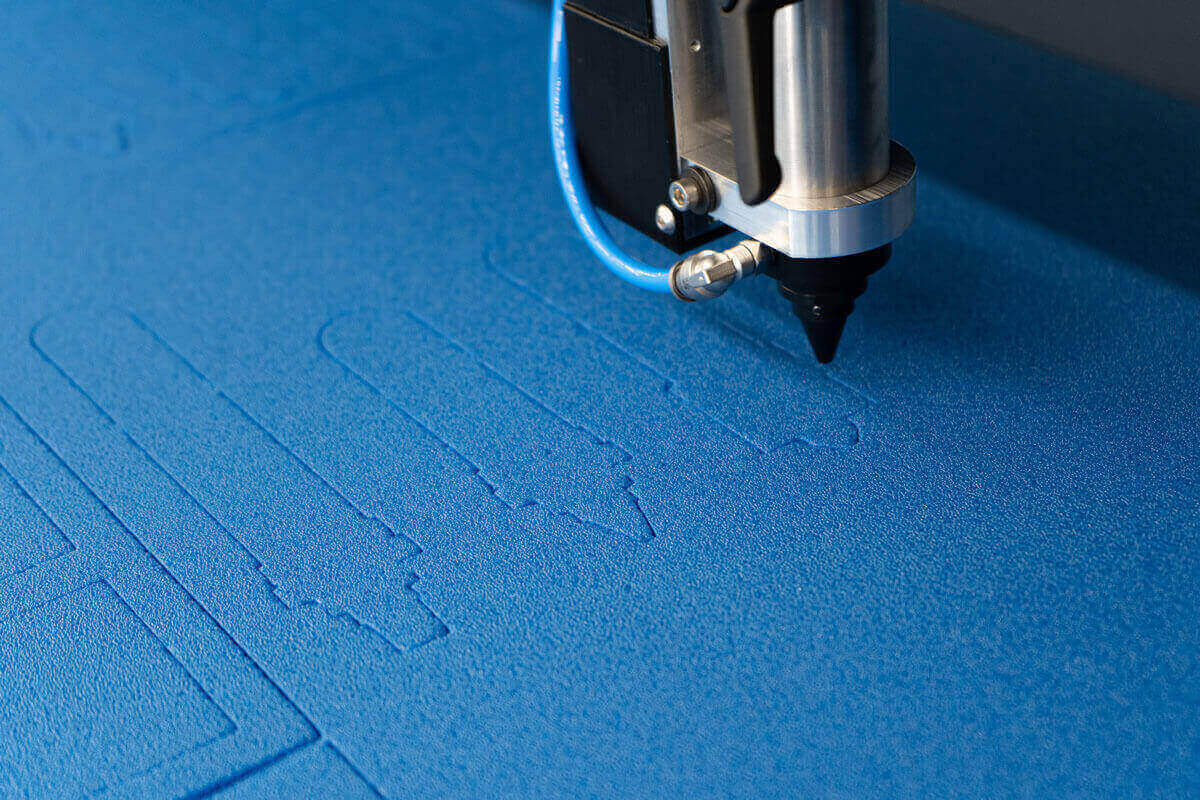
While designing, make sure the cut paths are not too close to each other. For example, thin cutouts on a foam sheet may sometimes burn and overlap.
Apart from that, most foam workpieces tend to melt when laser cut at a slow speed. This increases the kerf width, thereby affecting the dimensional accuracy of the workpiece.
For laser cutting inserts, where dimensional accuracy is important, it is recommended to set the appropriate Kerf width offset to account for the increased kerf width.
While setting up the toolpath, make sure to set the cut order priority in such a way that the innermost elements are cut first, followed by the outline/perimeter cut.
Step 2: Perform Test Runs
By testing the foam with some sample cuts, you can figure out the proper settings for the foam material you have in hand.
Apart from that, you can also identify the kerf width by comparing the dimensions of the cut part with the actual dimensions of the design element and then setting the appropriate Kerf width offset to compensate for it.
It must be noted that each type of foam has a different structure, requiring different laser settings to make clean cuts.
Therefore, it is always important to perform test runs, even when switching between types of foam.
You can also refer to the laser cutting thickness and speed chart for foam to identify the best laser parameters for your application.
Step 3: Set Optimal Parameters
1. Laser Power and Speed
CO2 lasers are the best choice for cutting foams. While you can also use a 10W diode laser to cut a range of foam, the quality and efficiency of cuts made by CO2 lasers are far superior.
In general, CO2 lasers can cut through thicker sheets of foam and at a faster cutting speed than diode lasers.
With a 55W CO2 laser, you can cut through 5mm thick EVA foam with 70% power and 60 mm/sec speed.
For cutting 10mm thick EVA foam, you can use 70% power and 40 mm/sec speed.
However, for cutting metal foams, fiber lasers are the optimal choice.
Diode lasers (10W and above) can also cut foams effectively, but they are limited to dark-colored, medium-density foams only.
This is because light-colored or low-density foams do not absorb diode laser energy readily and, therefore, cannot be cut.
You can cut a 0.13″ thick EVA foam with a 10W diode laser at a speed of 900 mm/min in two passes.
2. Work Holding
Foams are generally light in weight, so they can move around in the work area when the air assist or exhaust is running.
It is better to fixture foams using double-sided tape or clamps without deforming them. By doing so, they won’t move around in the work area.
3. Laser Focus
When cutting thick layers of foam sheets, it is better to set the laser focus midway into the sheet rather than setting the focus right on the foam surface.
With the focus set at the center of the thickness of the workpiece, you can get clean incisions on thick foam sheets.
However, if you are cutting thick sheets with a diode laser, it is advised to perform multiple passes while setting the laser focus after each pass to account for the increased depth.
Apart from that, care should be taken when setting laser focus on low-density foam sheets, as they can easily deform when the focusing block or probe is placed on them.
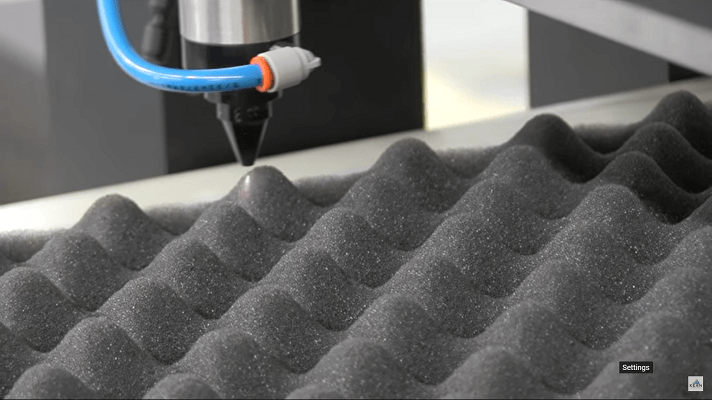
4. Air Assist and Exhaust System
When laser cutting foam, visible levels of smoke and fume are generated, a low-pressure air assist with a small nozzle is recommended for laser processing foam.
This ensures the smoke and debris are blown away from the focusing lens and also provides a cooling effect, preventing the foam from melting or burning.
Apart from that, laser cutting foam generates heavy smoke, which can be dangerous if inhaled. So, it is advised to use a proper laser enclosure with a good exhaust system.
Step 4: Make the Cut
After completing the design and setting the optimal parameters, you can make the cut.
However, some polymer-based foam releases toxic gases that have a concussion effect when breathed in, and most low-density foams are also susceptible to catching fire when laser cut.
Therefore, it is always advised to monitor the process to prevent fire and ensure proper safety to prevent inhalation of the smoke.
Laser Cutting Guides for Different Materials
Check out these guides on laser cutting and engraving some popular materials.
| Material | Link to Guide |
|---|---|
| Paper | Laser Cutting Paper |
| Acrylic | Laser Cutting and Engraving Acrylic |
| Aluminum | Laser Cutting and Engraving Aluminum |
| Leather | Laser Cutting and Engraving Leather |
| Plastic | Laser Cutting and Engraving Plastic |
| Polypropylene | Laser cutting polypropylene |
| Brass | Laser Engraving Brass |
| Fabric | Laser Cutting Fabric |
| Plywood | Laser Cutting Plywood |
| Glass | Laser Cutting Glass |
| Vinyl | Laser Cutting Vinyl |
| Food | Laser Engraving Food |
Laser cutting guides for other materials
Frequently Asked Questions
What’s the advantage of laser cutting foam?
The advantage of laser cutting foam is that it is adaptive, automated, fast, silent, non-contact, precise, and repetitive. In addition, since foams are light in weight because of their lower density, they can be easily cut with lasers.
What foams can a laser cut?
A laser can cut foams made of polymer, ceramic, and metal. For cutting foams of higher density and thickness high powered lasers are needed. Polymer and ceramic-based foams can be cut using a CO2 laser. For metal foams, fiber lasers are the best option.
Is cutting foams on a laser harmful?
Cutting foams on a laser is only harmful when foams release harmful gases like hydrogen cyanide, chlorine, and other fumes that are toxic to inhale. Some foams are also highly flammable when heated. Therefore, it is better not to use such foams on a laser.