




Milling is a versatile machining operation that can be performed on a variety of materials to produce the desired workpiece.
However, each application requires a different milling operation to get the required shape with desired accuracy and surface finish.
So what are the different milling operations and what’s the application of each?
There are 13 different milling operations and each has its specific application. These operations include face milling, plain milling, end milling, side milling, stadle milling, gang milling, angle milling, form milling, saw milling, gear milling, thread milling, cam milling, climb milling, and conventional milling.
This article provides a detailed guide on different milling operations by going through their process and applications. The article also talks about the milling tools required for different applications.
MellowPine is reader-supported. When you buy through links on my site, I may earn an affiliate commission at no extra cost to you.
Milling Operation and Its Types
Milling operation is the process of using a high-speed rotating tool to remove the material from the surface of the workpiece and produce the desired cut.
These milling operations can be broadly classified based on the type of cut being made and the type of milling machine used.
Different Milling Operations Based on Workpiece Geometry
1. Face Milling

In face milling operation the teeth present on the milling tool periphery remove the majority of the material.
At the same time, the face of the tool finishes the surface along with minor material removal.
The milling tool is perpendicular to the workpiece, so when the cutter rotates, the workpiece is fed against it, resulting in material removal.
Generally, a vertical milling machine is used to perform face milling. However, a horizontal milling machine can also perform it using a stub arbor that positions the tool similarly to vertical milling.
2. Plain Milling
Plain milling is another popular milling operation, also called slab or surface milling.
In this operation, the cutter is mounted on the arbor, parallel to the workpiece surface.
It is generally performed on a horizontal milling machine, producing a flat and horizontal surface.
After you adjust the vertical depth of the workpiece, you feed it against the cutter at the optimal feed rate to remove material for producing a smooth surface.
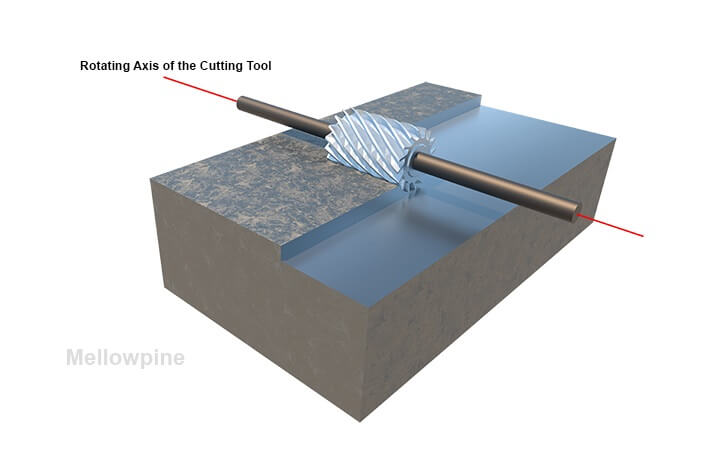
3. Side Milling
Side milling is ideal if you require a flat vertical surface machined onto your stock.
The side milling cutter is mounted on the arbor of a horizontal milling machine, and the table holding the workpiece is raised as per the required depth of cut and fed against the cutter.
Moreover, the cutter has helical flutes, which aid in chip removal during machining, and the diameter of the cutter is smaller than the workpiece width, similar to a drill bit.
4. Straddle Milling
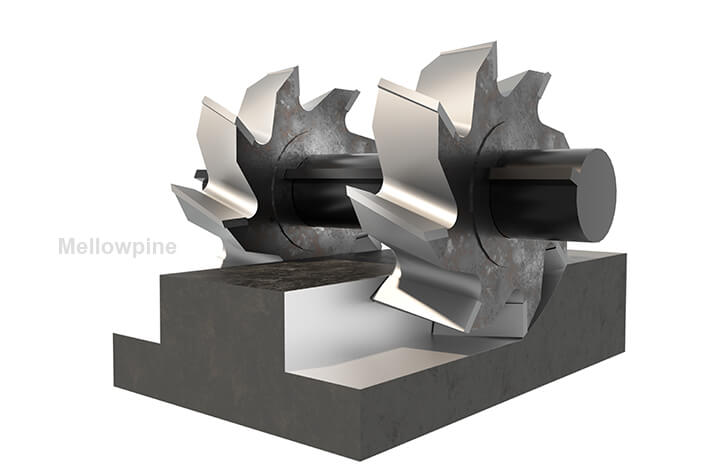
Straddle milling is preferable when you require two or more parallel surfaces machined onto your stock in a single feed.
This milling operation utilizes two or more horizontal cutters mounted onto an arbor of a horizontal milling machine.
The distance between the cutting tools corresponds to the distance you require between the milled surfaces.
Using this operation, you can machine splines, squares, or hexagon geometries on the workpiece.
5. Gang Milling
Gang milling operation utilizes two or more milling cutters mounted onto the same arbor for milling several surfaces simultaneously.
These cutters usually vary in diameter, shape, and width, with different spacings between them, hence producing different geometries.
The arrangement of different types of cutters results in the possibility of unlimited combinations, but the required workpiece geometry determines the cutter combination.
This milling type saves machining time, thereby reducing cost and increasing productivity, making it ideal for bulk production.
In this operation, the optimal cutting speed is determined by the cutter that has the largest diameter.
6. Angle Milling

Angle milling is used to produce angled cuts or grooves in the workpiece.
Generally, specially angled cutters are used for performing angle milling on a horizontal machining center.
Apart from that, you can also use a 5-axis mill to incline the cutting head at an angle and perform the angled milling operation.
7. Form Milling
The form milling operation is used to make cuts or grooves with the desired contour.
This type of milling requires special cutting tools that have the geometry of the desired groove.
Using these cutters to remove the material from the surface of the workpiece results in replicating the tool geometry on the cut.
Generally, these tools are used for making convex, concave, or rounded grooves on a horizontal milling machine.
It is recommended to reduce the speed and feed by around 30% than that of plain milling, to get a precise groove geometry with a good surface finish.
8. End Milling
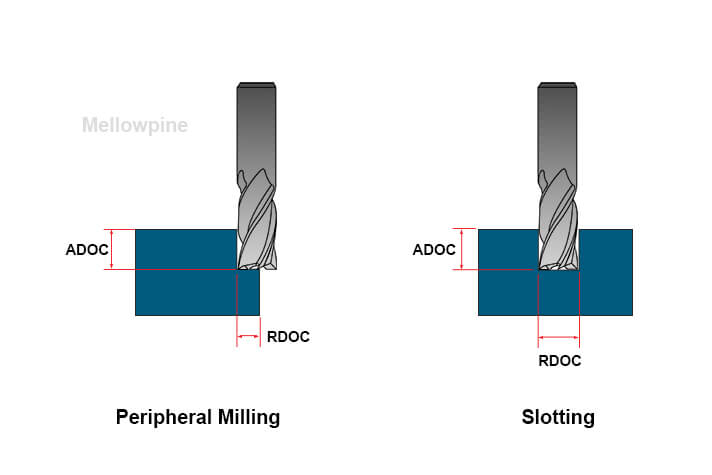
End milling utilizes standard end mills to remove the material and produce the desired cut.
Like side milling, end milling uses a cutter consisting of helical flutes that aid in chip removal and cutting.
End milling can be performed on a horizontal and a vertical milling machine.
This operation is suitable for cutting slots, grooves, or keyways into workpieces.
Apart from that, it is also used to perform peripheral milling, where the cutting tool removes the material from the periphery of the workpiece.
9. Saw Milling
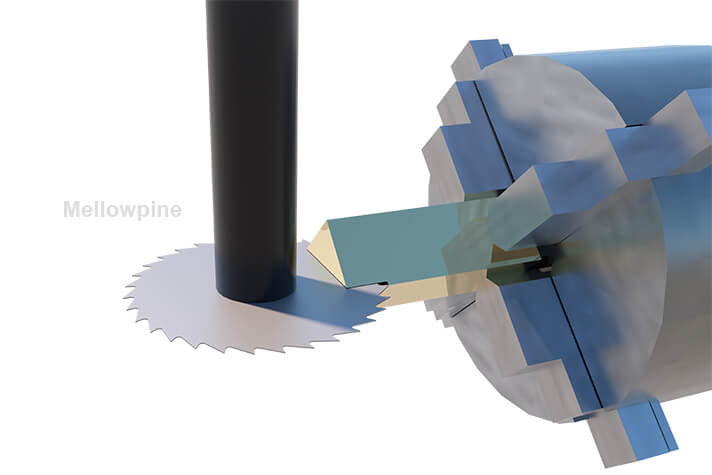
Sawmilling uses a large diameter cutter with a thin cross-section, suitable to machine narrow slots or completely cut the workpiece into two parts.
The feed rate and spindle speeds are relatively slow compared to other milling operations to avoid tool and workpiece damage due to unwanted frictional heat and stress generation.
This operation is usually performed on horizontal milling machines.
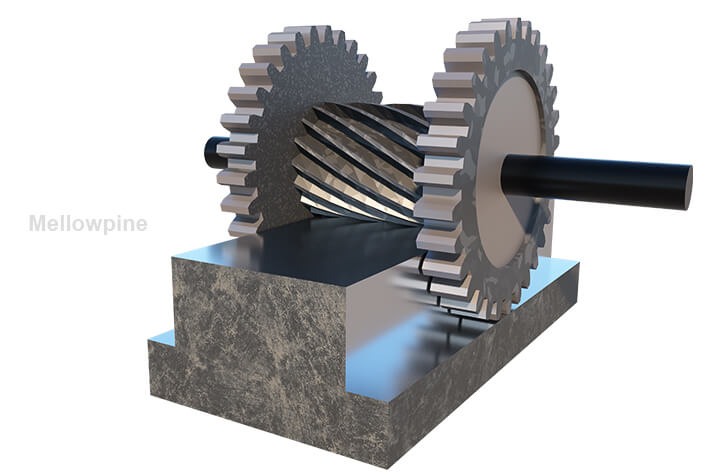
10. Gear Milling
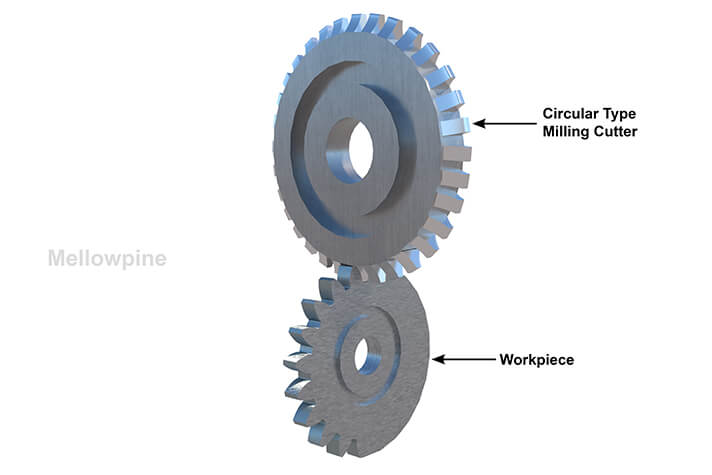
Gear-cutting operations are specifically utilized to machine a gear from a cylindrical stock by removing material and forming a contour.
This operation can be performed by either using a form cutter (circular milling cutter) in a horizontal milling machine or an end mill in a vertical milling machine having a suitable profile.
It obtains the gear teeth with appropriate spacing and contour.
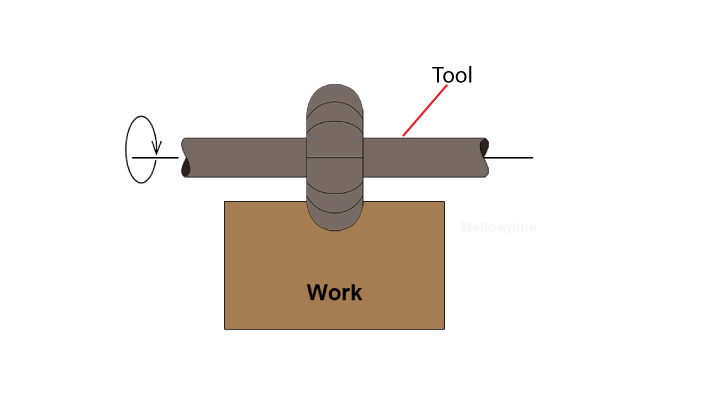
11. Thread Milling
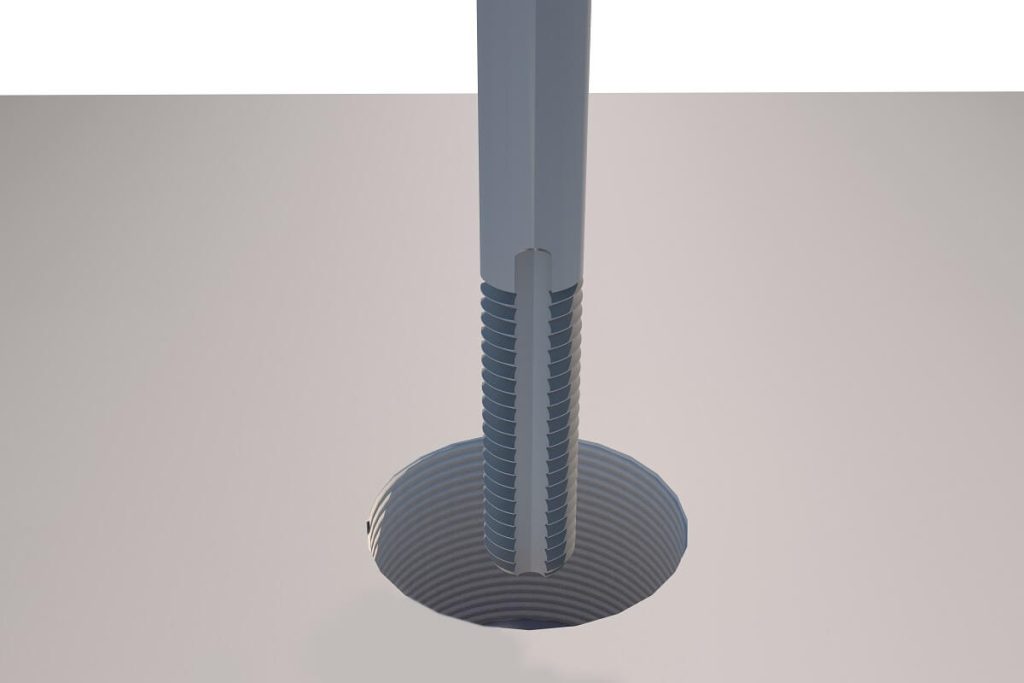
Thread milling operation is used for machining threads into an existing hole of a workpiece using threaded tools called thread mills.
You can perform thread milling on both vertical and horizontal milling machines.
Unlike tapping, thread milling is suitable for producing threads on holes larger than the size of the milling tool.
There are three sets of movements involved in thread milling: one for the rotation of the thread mill, one for its movement in and out of the hole, and one to feed the workpiece to cut the required threads.
12. Cam Milling
Cam milling is a special milling operation that is used to make cams.
It involves using a universal diving head to rotate and index the workpiece while the cutting tool removes material to produce the desired shape.
You can vary the cam axis between 0 and 90 degrees to obtain an appropriate cam profile.
Different Milling Operations Based On Milling Mechanisms
Manual Milling

Manual milling involves using hand-operated milling tools to perform the desired operation.
These mills require manual movement of hand wheels and manual tool change.
As a result, they lack automation and other programming features like automatic tool change and automatic feeds.
However, they are still the most commonly used milling machines due to their simplicity and cheap cost.
CNC Milling
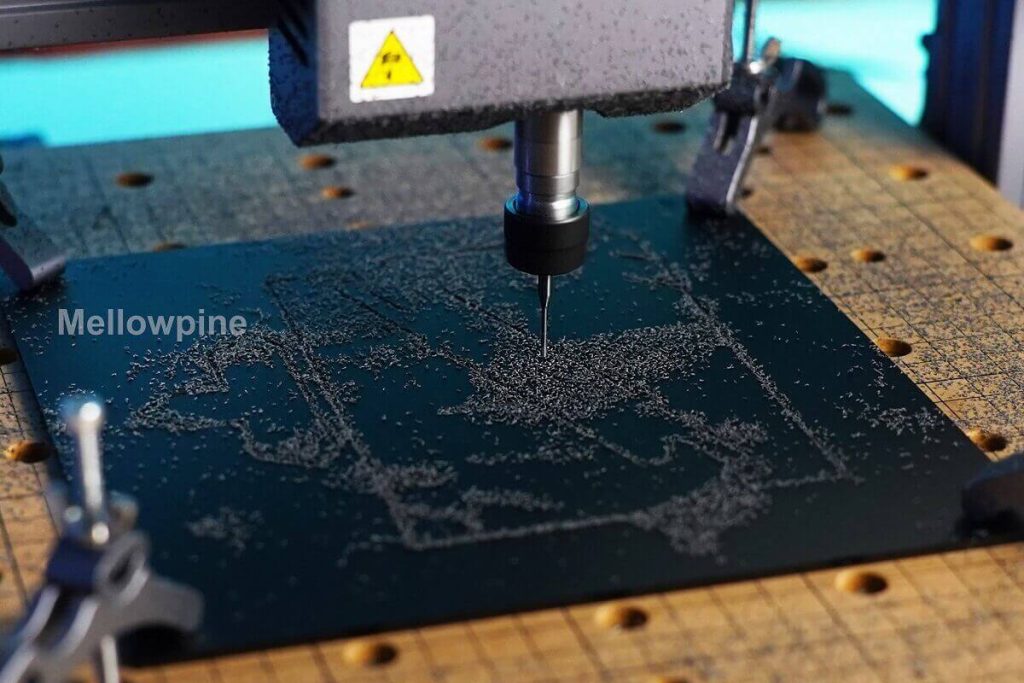
Computer Numerical Control (CNC) milling machines are modern milling machines.
These milling machines require the user to input commands or G-codes, which will translate into machining operations.
These machines eliminate any manual work as each process is automated, boosting productivity and operator safety.
Although these milling machines are ideal for industrial applications, CNC milling machines for small shops are also available for DIY and small-scale applications.
The automation of milling operation provides the ability to carve intricate patterns with high accuracy and precision.
Therefore, CNC milling is suitable for applications where high accuracy and productivity are valued over the cost of the equipment.
Conventional Milling and Climb Milling
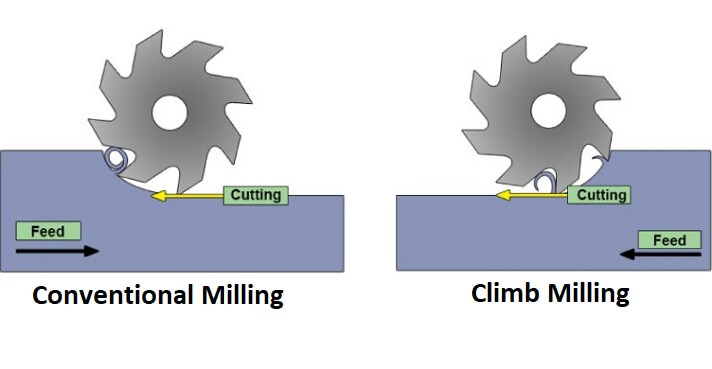
Conventional milling, also known as up milling, is a milling operation in which the cutter rotation is opposite to that of the feed.
In contrast, in climb milling, also known as down milling, the cutter rotation is along the direction of the feed.
Conventional milling leads to the formation of longer chips, leading to a higher material removal with greater levels of vibration.
Thus, it has a shorter tool life and requires greater workpiece clamping force.
Contrarily, climb milling leads to the formation of shorter chips and lesser vibrations, resulting in a smoother surface finish with a longer tool life and lesser clamping force.
Tools Used for Milling Operations
Based on the type of milling operation to be performed, there are different types of milling tools, and selection of the right milling tool is crucial to obtain the desired results.
High-speed steel (HSS), carbide, carbon steel, and high-speed cobalt steel are the commonly used materials to make milling tools.
Apart from that, you can use diamond or titanium inserts on milling tools for added durability and longer tool life.
Face Mills

Face milling commonly utilizes face mill cutters which comprise cutting teeth present on the periphery of the cutter.
Depending upon the construction of the tool, the cutting teeth can either be made of solid metal or have replaceable inserts.
The cutting teeth remove most of the material, whereas the bottom edge smoothens and finishes the milled surface.
Slab Mills

Slab mills perform plain milling and are mounted onto the arbor of a horizontal milling machine.
These mills are generally wide and are used for planing larger workpieces.
The cutter teeth have a helical profile with sufficient spacing between the teeth to allow proper chip removal.
End Mills

End mills have a diameter much smaller than the width of the surface it mills.
The higher the number of flutes, the higher is the material removal, and the lower the chip clearance.
As a result, it is advised to use endmills with less flutes when machining ductile materials, like copper, to allow for easy chip clearance.
Ball Mill Cutters
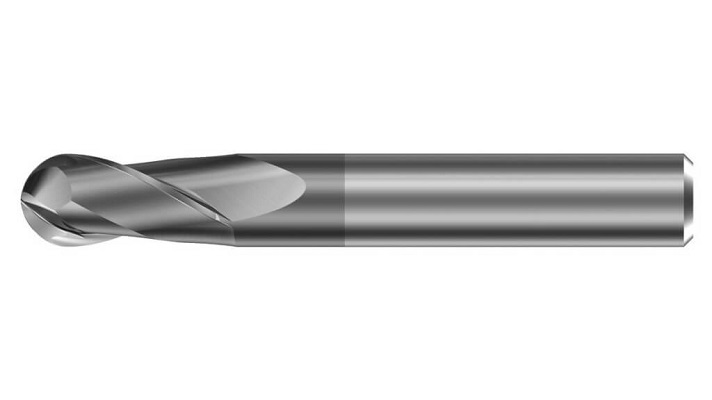
Ball mill cutters, more commonly known as ball nose cutters, are milling tools with rounded bases and flute-shaped cutting edges.
They are ideal for machining free forms and contours on a workpiece. Thus end mills are generally used for form milling applications on a vertical machining center.
Woodruff Cutters
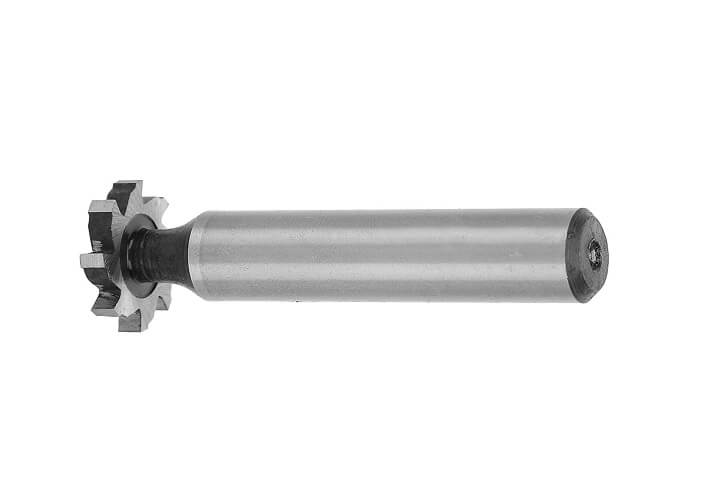
Woodruff cutters comprise cutting teeth perpendicular to the external diameter of the cutter.
You can use them to machine slots or keyways into cylindrical stock or other parts.
Thread Mill Cutters

Thread mill cutters consist of a threaded external surface to mill threaded holes into workpieces.
Depending upon the type of threads to be cut, these cutters are available in different flute geometry, such as straight flute, helical flute, etc.
Fly Cutters

Fly cutters are single-point cutting tools comprising a cutting edge perpendicular to the cutter spindle axis.
Its working principle is similar to that of a face mill, except that it cuts slower due to a slower RPM and a single cutting edge.
However, it is preferable in situations when a smoother and finer surface is needed.
Fly cutters are commonly used in face-milling operations.
Angled Milling Cutters
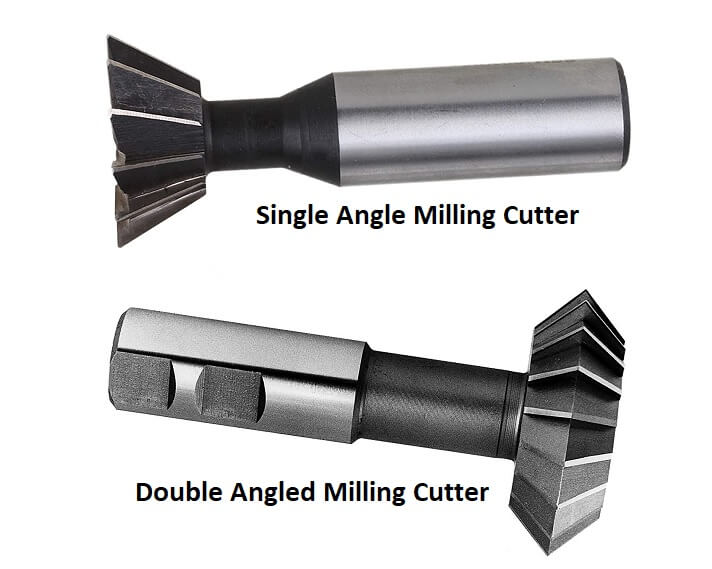
Angled milling cutters are used for milling serrations or v-notches into a workpiece.
A single-angle milling cutter consists of teeth on the angular face that has a similar profile to that of a bevel gear.
A double-angle milling cutter has an angled surface on both sides in a symmetric manner.
Both these cutters can have an angular profile of 30, 45, or 60 degrees.
Form Milling Tool

These cutters have irregular shapes and profiles, making them suitable for producing free forms or irregular contours onto a workpiece.
They can produce concave, convex, rounded, or gear-like profiles.
Helical plain milling cutters
Helical plain milling cutters are similar to slab mills but have comparatively higher pitch and helix angles.
Pitch is the distance between the cutting edges, and the helix angle governs the helical profile of the cutting edges.
They are used in plain milling when a finer and smoother surface finish is desirable.
Side milling cutters

Side milling cutters have a width lesser than the width of the surface they mill.
They comprise peripheral teeth and can be used with horizontal and vertical milling machines.
These tools can perform both end milling and plain milling.
Sawmilling cutters

Sawmilling cutters are large diameter thin cutters that have sharp blades.
They are suitable for machining narrow slots or grooves in a workpiece or cutting it in half.
These cutters have a shorter tool life than others due to their low thickness and sharp blades that dull over time.
Different Machines Used for Milling
Your requirements determine the milling method and, thus, the required milling machine.
CNC routers, traditional milling machines, and CNC milling machines are the three most commonly used machines for milling.
These machines generally include a 3-axis system, but can also be found in 4, 5, or 6-axis configurations.
The axes determine the number of directions in which the workpiece and cutting tool can be fed and moved.
Recent advancements have even made 12-axis CNC machines a reality.
CNC Router
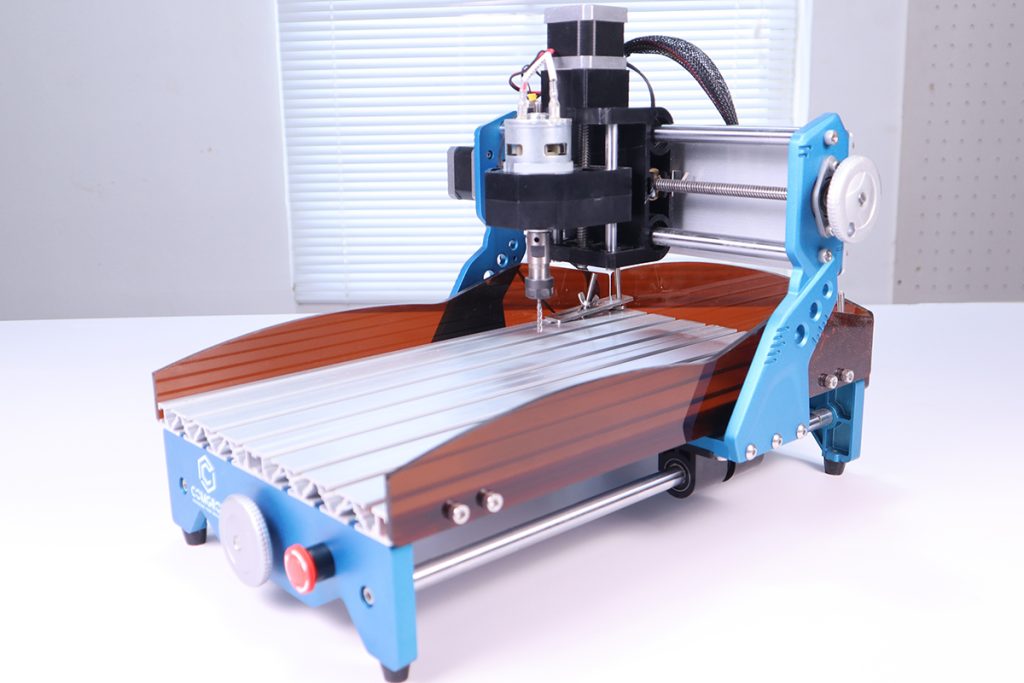
A computer numerical control (CNC) router consists of a router, which holds the milling tool and rotates it at the desired RPM.
Every aspect of machining is automated. The user enters the inputs on a control panel connected to the router. The PC translates these commands and carries them out accordingly.
Generally, CNC routers provide a larger work area compared to milling machines, making them suitable for mailing larger workpieces.
However, they are comparatively less rigid and have less power, making them suitable for milling softer materials like wood, plastics, aluminum, etc.
The most significant difference between a CNC router and a milling machine is the ability of the router to move the cutting tool along the X, Y, and Z axes.
Manual Milling Machine

Traditional milling machines comprise of fundamental components like a column, base, knee, power feed mechanism, work table, ram, spindle, milling tool, milling chuck, etc.
The movement of the worktable via handwheel, tool change, and tool head movement is done manually by the user.
Moreover, the accuracy of the machined surface can be low at times owing to human error.
These milling machines are the most commonly used, especially by DIY users, due to their simplicity and cheap cost.
CNC Milling Machine

The parts of a CNC milling machine are identical to that of a manual mill.
However, it consists of a controller system that automates the operation of the machine, eliminating the need for constant human input.
Commercially, these machines have enjoyed great success as they speed up milling operations while enhancing their efficiency and accuracy.
Although a benchtop CNC mill can perform all the operations, heavier and more rigid CNC milling machines with a fixed bed are ideal for bulk production.
Final Thoughts
Different types of milling operations produce different results, making it important to identify your requirements before selecting the right process for your application.
Depending on what milling operation you plan, the milling tools are chosen accordingly.
An indexable cutting tool costs higher than a single-body cutting tool, but the ability to replace the inserts reduces the overall cost in the long run.
CNC routers are comparatively cheaper and provide a large work area, suitable for woodworking projects and other DIY applications, while a CNC mill is ideal for metalworking industries.
Frequently Asked Questions (FAQ)
What are the safety precautions you need to take during milling?
The safety precautions you need to take during milling include wearing eye goggles, headgear, hand gloves, safety boots, ear plugs, a safety gown, and preferably a face shield.
What is the feed rate in milling operations?
The feed rate is defined as the speed at which a workpiece is fed against a milling cutter. This term can also describe the speed at which a cutter is moved against a workpiece.
What is defined by flutes on a tool?
Flutes in milling tools are deep helical-shaped grooves between cutting edges on a tool that aid in chip removal and material cutting.