




CNC and laser cutters are versatile machines that can be used for a variety of cutting and engraving tasks.
While both laser cutters and CNCs are popularly used in subtractive manufacturing, there are significant differences in how these machines work.
This article discusses the difference between laser cutters and CNCs (mills, routers, etc.) by comparing them in detail through various aspects of their operation.
MellowPine is reader-supported. When you buy through links on my site, I may earn an affiliate commission at no extra cost to you.
Differences between a CNC and a Laser Cutter
| Feature | Laser Cutters | CNC Machines |
|---|---|---|
| Price | $200 – $150k | $300 – $130k |
| Cutting technique | Contactless | Contact-based |
| Tools | Limited | Versatile |
| Material Capability | Limited | Versatile |
| Depth of Cut | Low | High |
| Width of Cut | Thin | Wide |
| Clamping | Not required | Required |
| Cutting Speed | Fast | Slow |
| Accuracy | High | Comparatively low |
| 3D carving | No | Yes |
| Software | CAD, Control | CAD, CAM, control |
| Maintenance | Low | High |
| Noise | Low | High |
A quick comparison of laser cutters and CNCs
Please note that the table above presents a general comparison of CNCs and laser cutters.
For example, there are industrial CNC machines that can match or even surpass the speed and accuracy of a laser cutter.
Cost Difference
The total price of a CNC machine and a laser cutter consists of two components: the initial investment and operational costs.
Initial Investment
| Size | Laser Cutter | CNC |
|---|---|---|
| 3018 | $200 – $400 | $300 – $500 |
| Desktop | $350 – $5k | $500 – $3k |
| Benchtop | $500 – $10k | $700 – $4k |
| Large | $3k – $150k | $4.5k – $130k |
The initial price range of CNCs and laser cutters according to size
The initial cost comprises the money spent on buying the machine. It includes the price of the machine, tax, shipping charges, and customs fees.
CNC machines are available from affordable CNC routers for small businesses to large-size industrial CNC machines.
Similarly, laser cutters are available in different sizes and from different laser cutter companies, providing various options to select from, that suit your budget.
When comparing the initial investment, both laser cutters and CNCs have a similar price range. The major cost difference appears in the operation and maintenance of these machines.
Operational Cost
The primary operational cost of both the machines consists of the electrical units consumed during their operation.
When compared to CNC machines, laser cutters have a quick cycle time, which reduces the machine on time, thereby reducing the overall electricity consumption.
Moreover, there are various additional elements such as clamps, cutting tools, lubrication, etc., that increase the overall operational cost of CNC machines.
On the other hand, laser cutters do not require strong clamps or frequent replacement of the cutting tools, further reducing the overall operational cost of the machine.
However, laser cutters require occasional replacement of laser source, which incurs a major periodic cost.
The replacement tube or laser module can cost anywhere between 5% to 15% of the whole machine, increasing the maintenance cost of laser cutters.
Size/Footprint Difference
When comparing a CNC and a laser cutter of similar capability, laser cutters have a smaller footprint and therefore occupy less area on the shop floor.
Furthermore, a galvanometer laser head eliminates the need for a gantry system making it possible to produce compact and portable laser cutters/engravers.
On the other hand, a CNC requires a larger area for the main unit and its related attachments, like dust collector, lubricant reservoir, etc.
Therefore, a laser cutter will be the ideal choice for a small workshop where the shop floor space is limited.
You can also consider 3018 CNC routers that feature compact design at the cost of material capability.
Tools
A CNC machine provides the flexibility of using different cutting bits suitable for different materials and types of cuts.
In the case of laser cutters, you do not have much flexibility in changing the tool. You can only adjust the laser’s power, speed, and focus spot to achieve different cutting results.
However, you can upgrade the machine with a powerful laser module, which is comparatively much more expensive than changing router bits of a CNC.
Material Capability Differences

On a CNC, you can process wood, acrylic, plastics, composites, HDPE, and non-ferrous metals like aluminum, copper, brass, etc.
Laser cutters can cut and engrave on polypropylene, plastic, acrylic, foam, leather, paper, rubber, glass, fabric, and metals like brass, aluminum, and steel.
You can also process softer materials like leather, foam, paper, etc. on a CNC, but the quality of cut achieved on a laser cutter is far superior.
A CO2 laser is the best option for cutting non-metals, whereas, fiber lasers are ideal for sheet metal applications.
Speed-CNC vs Laser Cutter
Compared to CNCs, laser cutters have a higher processing speed and can cut through most materials in a single pass, while a CNC will require multiple passes.
Generally, a laser can process materials at almost double the speed of a CNC machine.
A CNC router can cut 1/8″ thick birch plywood at a maximum feed rate of around 72.3 ipm, whereas a 60W CO2 laser cutter can cut it at ~120 ipm.
However, as the thickness of the material increases, the performance of a laser cutter drops.
Therefore, a CNC machine can outperform a laser cutter when processing thick workpieces.
Depth of Cut
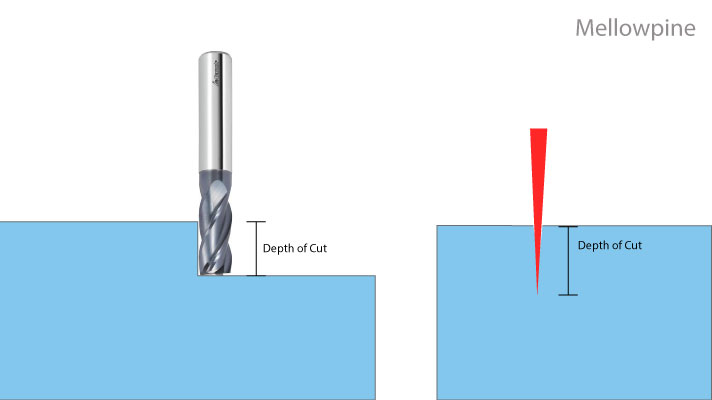
Laser cutters are not good at making deep cuts as they have a tight focus spot that can effectively cut through the material.
In addition, laser cutters do not use Z-axis movement while cutting or engraving. This, together with a tight focus spot, limits them from making deep cuts.
A sweet spot for laser cutters is a thickness of 1/2″, but depending on the material you can also cut 3/4″ thick workpieces.
Laser cutters shine in processing thin sheets of materials and can process them much faster than a CNC.

The major advantage of a CNC is its ability to perform 3D carving, which is not possible on a laser cutter.
CNCs use a combination of X, Y, and Z-axis movement to perform detailed engravings with variable depths.
In general,
Cutting depth of a CNC = half of its Z-axis height – 0.5″
So, for example, if your CNC has a Z-axis of 6″, you can cut about 2.5″ thick workpieces.
Cutline Thickness

Most laser cutters use a 2″ focus lens that gives a spot size of 0.004″, and using a 1.5″ focus lens, you’ll get a spot size of 0.003″.
With laser cutters, you can even achieve a cut thickness of less than 0.001″.
A laser beam focused on a narrow spot maximizes the laser intensity on that point and allows you to work with high DPI (above 600) settings.
Whereas in CNC machines, using a bit with a small diameter limits the ability to deliver strong cutting force, thereby limiting the ability to make deep cuts.
Bits of up to 0.004″ (0.1mm) diameter are available for micro-machining and are generally used for making shallow cuts in applications like PCB milling.
Clamping Requirement

CNC machines require strong clamping methods to hold the workpiece in place and effectively deliver the cutting force to perform the desired machining process.
These clamps rest over the surface of the workpiece, making it necessary to consider the clamping position and adjust the toolpath accordingly to avoid tool collision.
On the other hand, laser cutting is a non-contact process that occasionally requires work holding for light and flexible materials.
For example, if you use air-assist while laser-cutting lightweight materials like low-density foams, you need to consider clamping options like double-sided tape.
Else, the low-density foam can easily move around in the work area under the influence of the high-pressure air assist.
The elimination of firm clamping saves time and increases the productivity of the process.
Linear Motion
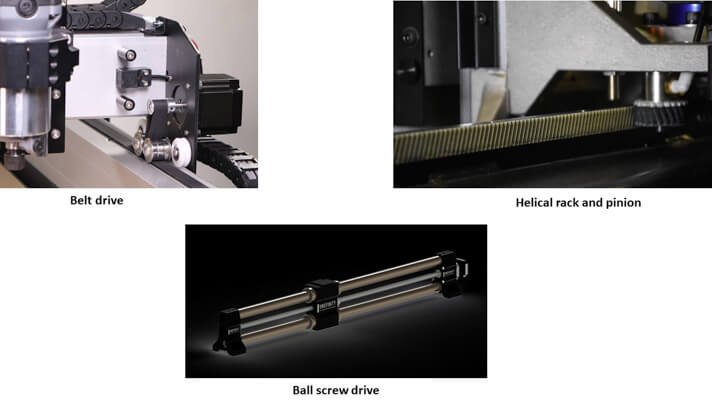
The physical cutting technique of CNC machines like mills and routers requires rigid transmission mechanisms like a lead screw or ball screw drives for its proper operation.
Laser cutters generally use a belt-drive mechanism to position the laser head.
The non-contact nature of laser cutters eliminates the need for delivering strong cutting forces, thereby eliminating the need for a rigid transmission mechanism.
However, using a lead screw drive enhances the accuracy of the machine and is generally used in laser cutters that are used for intricate work.
Computer and Software Related Knowledge
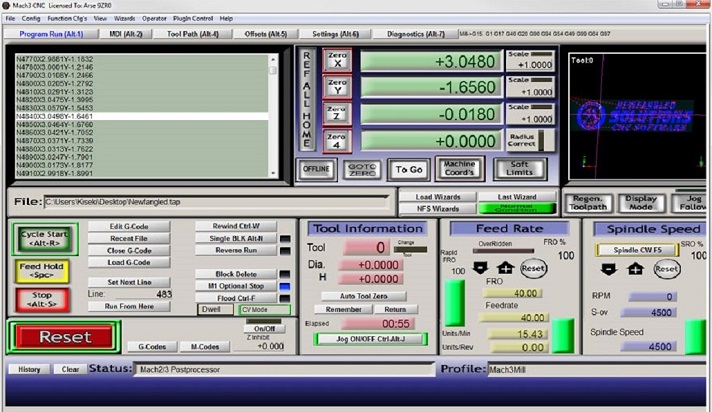
Working with laser cutters requires knowledge about laser cutter and engraver software to perform various CAD/CAM operations.
These software are used to prepare the design and set the various laser parameters such as laser power, cutting speed, frequency, resolution, etc.
On the other hand, CNC machining requires good CAD skills with ample knowledge of tool paths and other machining parameters like feed rate, plunge rate, spindle speed, etc.
Both machines require a CAM software to convert the design into G-codes.
Although G-codes are automatically generated by the computer, it is advised to have the basic knowledge of G-code editors for troubleshooting.
Precision and Repeatability
Designing phase plays an important role in the operation of laser cutters and CNCs.
Therefore, it is important to consider the machine you will be using and optimize the design file accordingly.
CNC machines have a comparatively lower precision, therefore it is recommended to provide tolerance of 0.4″ between adjacent cuts.
Such customizations are not required for a laser cutter as they cut with greater precision and repeatability.
Most laser cutters generally have an engraving or cutting accuracy of ±0.0004″ (±0.01mm), which is much higher compared to ±0.004″ (±0.1mm) accuracy of CNC machines.
Noise
CNC machines consist of a high-speed rotating spindle that has a noisy operation. As a result, they are much louder than laser cutters, even under no-load conditions.
Moreover, the contact between the workpiece and the cutting tool further increases the amount of noise produced during the operation.
You can expect an average noise level of 75 dB on a CNC, and around 50 dB on a laser cutter.
Comparatively, laser cutters operate silently and are suitable even for residential surroundings.
Chips, Dust, and Smoke

CNCs produce dust and chips when working on material as the cutting bit slices the material piece by piece.
CNC machining works by removing the material in the form of chips, which produces huge amount of dust and requires special equipment to keep the work area clean.
A dust collection system uses negative pressure (vacuum) to prevent the accumulation of dust or chips in the work area of a CNC.
With the help of a good dust shoe, the system will effectively remove the dust and chips.
Since laser cutters cut the material by heating and vaporizing it along the beam path, the resulting products are ash and smoke.
Whereas laser cutters work by using a high-energy laser beam to melt and vaporize the material with smoke being the only significant residue.
The smoke generated might be toxic and can have a foul odor depending on the material you cut.
Furthermore, these fumes can stain the workpiece and affect the performance of the laser cutter by diffusing the laser beam.
Therefore, laser cutters need a proper ventilation system to vent out these fumes.
Post-Processing
CNC machining generally produces a rough cut that requires further processing (cleaning or polishing).
Whereas laser cutters produce clean cuts with a high surface finish.
Heating and melting the material seals the cut edges during the laser cutting process, resulting in a better finish on the final product.
However, laser cutting can result in burned edges that require post-processing as per the requirements.
These burnt edges are often desirable to add contrast to the material, such as in leather and wood industries.
Maintenance
The dust and chips produced in CNCs can sometimes lodge in the machine’s moving parts, like its drive system, later affecting its transmission.
Due to this, frequent cleaning and greasing of such parts is required.
Also, the high-speed spindle of a CNC generates vibration that induces wear and tears to the machine.
Such wear and tear can negatively affect the rigidity of the machine and reduce its accuracy.
Laser cutters have comparatively fewer moving parts but consist of a complex optical system that includes lenses and mirrors for focusing the light.
The optical components require regular cleaning to maintain high laser quality and ensure perfect cuts.
Comparatively, a CNC requires more tedious maintenance sessions than a laser cutter or engraver.
CNCs and Laser Cutters – How do they Work?
CNC

The word “CNC” is widely used to denote computer-controlled mills, drills, and routers.
These machines use a physical cutting technique to work on different materials. They are computer-controlled using a G-code file.
The control software reads the G-code and implements it by moving and adjusting the speed of the spindle or router.
Different CNC software programs are used for handling various CAD, CAM, and control operations on CNCs.
Laser Cutter
Technically, laser cutters are also a kind of CNC machine that uses a laser beam instead of endmills and router bits.
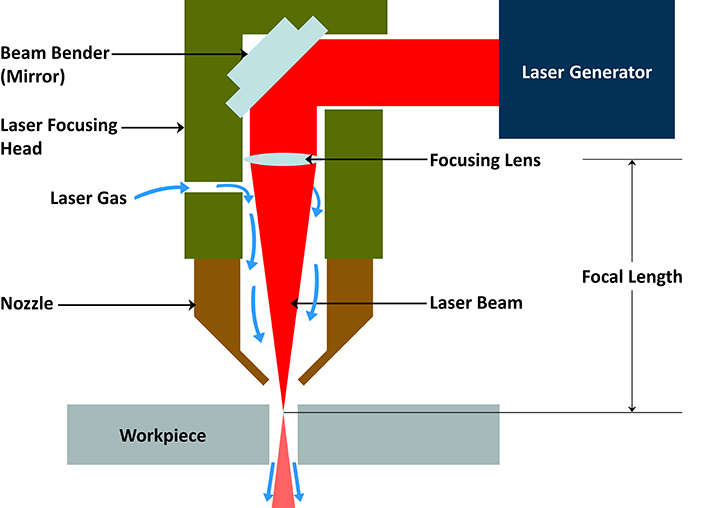
Working of a laser cutter involves a computer-controlled laser head that focuses a high-energy laser beam on the material to perform the desired cut.
The control software translates the design and guides the movement of the laser head to trace the path of the required pattern.
Final Thoughts
CNC is the best option for cutting and carving thick materials like MDF, aluminum, wood, acrylic, etc.
Whereas laser cutting produces far superior results for cutting thin workpieces.
Therefore, laser cutters are ideal for applications that require shallow cuts with high speed and accuracy.
Although both laser cutters and CNCs can engrave on many different materials, a laser engraver is capable of producing intricate patterns and engraving photographs.
Whereas a CNC can produce 3D engravings with variable depths.
The tight spot size of a laser beam results in a comparatively smaller width of cut than CNC machines, thereby reducing material wastage.
However, both machines produce far superior results than traditional cutting techniques and can be used for making various laser projects and CNC projects.
Recommended articles related to laser cutters and CNCs
- Best Cheap Laser Engravers that are Reliable
- Best Fiber Laser Engravers & Cutters
- Best Wood Laser Engravers and Laser Cutters
- Best Portable Laser Engravers
- 5 Best Laser Cutters – Cutting and Engraving
- Best 5×10 CNC Routers for Milling Oversized Panels
- Best Router For CNC – Wood and Metal Milling
- Best CNC Mills – Desktop, Benchtop, and Industrial
- Best Benchtop CNC Mills for Machining Metal
Frequently Asked Questions
Can I laser-cut wood?
Yes, you can laser-cut wood. However, it ultimately depends on the type of laser, its power, and the type of wood. The wavelength of CO2 lasers is readily absorbed by organic materials, making them the best option when working on wood. Some factors that influence laser cutting wood are sap/resin content, artificial or natural wood, lens used, air assist, grain density, thickness, etc.
Which is better CNC or laser cutter?
Both CNC and laser cutters have their areas of expertise. A CNC can work on thick workpieces and make three-dimensional shapes by carving them up to a certain depth. Laser cutters are good at cutting thin workpieces, but while processing, it burns the cut surface and gives a discolored cut edge.
Which is better in processing acrylic, CNC or laser cutter?
For processing acrylic above 3/4″ thickness CNCs are the best choice. You can easily process acrylic below 3/4″ thickness on a laser cutter. The cuts made with a laser on thick acrylic tend to stick together due to its thin cutline and the melted nature of acrylic.